
Fターム[2F068AA47]の内容
音響的手段による測長装置 (5,715) | 測定内容 (696) | 対象物の種類;等級;良否判別 (11)
Fターム[2F068AA47]に分類される特許
1 - 11 / 11
アクスルシャフトの検査方法
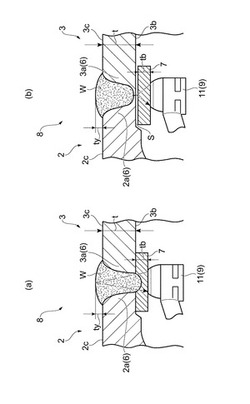
【課題】精度よく且つ容易に溶込み不良を判定することができるアクスルシャフトの検査方法を提供する。
【解決手段】互いに突合せ溶接された筒状部材2,3を具備するアクスルシャフト1を検査するための検査方法であり、まず、筒状部材2,3の内面2b,3b側に裏板7が当接された突合せ部6に溶接部Wを形成してなる接合部8に対し、計測器9のプローブ11を内面2b,3b側から裏板7に接触させ、接合部8の厚さを計測する。そして、突合せ部6の厚さtと裏板7の厚さtbとの合計値α以上の値が計測されない場合、溶込み不良と判定する。
(もっと読む)
超音波によるスポット溶接部の評価方法及び装置

【課題】熟練度の低い検査員であっても、超音波探触子の位置とスポット溶接部の相対位置を容易に調整できるようにする。
【解決手段】スポット溶接部2の外側の金属板(1a、1b)の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波し、スポット溶接部の外側の金属板の複数の受波位置において表面沿いに伝搬してきた超音波を受波することにより、スポット溶接部の健全性を評価する際に、受波された超音波の振幅から、送波位置および受波位置とスポット溶接部との相対的な位置関係を検出し、該相対的位置関係に基づき、送波位置および受波位置とスポット溶接部との位置関係を調整する。
(もっと読む)
溶接溶け込み深さ評価方法
【課題】レーザ溶接による封缶後に超音波を用いて溶接溶け込み深さを評価する溶接溶け込み深さ評価方法を提供する。
【解決手段】缶体9と、蓋部材10とをレーザ溶接して形成されるワーク2における溶接部11の溶接溶け込み深さDを評価する溶接溶け込み深さ評価方法であって、ワーク2に対して超音波を送信しつつ走査してエコー信号を取得するエコー信号取得工程と、前記蓋部材10表面及び前記缶体9と前記蓋部材10との界面のそれぞれに対応するエコー信号を、画像化する画像化工程と、画像化された表面エコー画像Aと界面エコー画像Bを2値化された画像にする2値化工程と、2値化された表面エコー画像Aから2値化された界面エコー画像Bを減算する減算工程と、減算された画像から前記溶接部11の輪郭を抽出する輪郭抽出工程と、前記輪郭に基づいて前記溶接部の溶接溶け込み深さDを算出して前記溶接部11の良否判定を行う判定工程と、を有する。
(もっと読む)
超音波測定方法、電子部品製造方法、及び、半導体パッケージ
【課題】超音波照射方向で複数の界面が交差する測定対象物に対しても、高精度な超音波測定方法、電子部品製造方法、及び、半導体パッケージを提供する。
【解決手段】測定対象物内の複数の界面でそれぞれ反射した超音波の波形信号を受信し、受信した波形信号の振幅に基づいて測定対象物の内部の基準界面での反射波の波形信号を検出し、基準界面での反射波の波形信号を基に測定対象界面の接合状態を評価する。
(もっと読む)
スポット溶接部の超音波検査方法、超音波検査装置、検査プローブの角度調整方法および位置調整方法。
【課題】1つの検査プローブを用いるだけでナゲット径を計測できるようにする。
【解決手段】超音波トランスデューサとしての振動子群10が、それぞれ超音波を個々独立して発振可能および受信可能とされた複数の振動子11〜14を同心円状に配設して構成される。複数の振動子11〜14から時間をずらして順次スポット溶接部に向けて超音波を発振させて、発振された超音波の反射エコーの受信状態に基づいて、スポット溶接部におけるナゲット33の径が推測される。
(もっと読む)
抵抗溶接機と抵抗溶接の良否判定方法
【課題】 外乱等による影響を極力受けることなく、実施中あるいは実施直後の抵抗溶接の良否を正しく判定できる技術を提供する。
【解決手段】 抵抗溶接機は、第1溶接電極と、第2溶接電極と、第1溶接電極と第2溶接電極の間にワークを介して溶接電流を通電する通電手段と、第1溶接電極側に設けられている超音波の送信手段と、第2溶接電極側に設けられている超音波の受信手段と、超音波送信手段が超音波を送信する時点から、超音波受信手段が超音波を受信する時点までの時間を計時する電極間計時手段を備えている。
(もっと読む)
シート材搬送装置、及び、画像形成装置
【課題】 穴が空けられたシート材を搬送する際に発生する重送の誤検出を防止する。
【解決手段】 シート材搬送装置10では、超音波センサ60の搬送方向上流側に、光センサ66が配設されており、超音波センサ60のサーチ範囲を通過する穴Hが検出される。そして、穴Hが光センサ66によって検出されると、穴Hが超音波センサ60のサーチ範囲を通過する前後に超音波センサ60から出力された超音波の波形を無効にする。
(もっと読む)
連続鋳造鋳片の品質判定方法
【課題】 凝固完了位置の形状を捉え、凝固完了位置の形状に連動して変化する中心偏析の程度を凝固完了位置の形状に基づいてオンラインで的確に判定する。
【解決手段】 横波超音波センサー6,8と、該センサーの配置位置と同一位置又は鋳造方向に離れた鋳片幅方向の同一位置に設置された縦波超音波センサー7,9と、該センサーの受信信号に基づき計算式から凝固完了位置4を求める凝固完了位置演算部と、を備え、横波センサーの受信信号の強度変化によって横波センサーの配置位置と鋳片の凝固完了位置とが一致したことが確認された時点において、計算式により算出される凝固完了位置が横波センサーの配置位置と合致するように、前記計算式が校正される凝固完了位置検知装置を用いて、鋳片の凝固完了位置を検出し、検出された凝固完了位置の最短部と最長部との差に基づいて鋳片の品質判定を行なう。
(もっと読む)
弾性波を用いた炉耐火物の残厚測定方法及び炉の寿命予測方法
【課題】高炉等の炉壁に使用されている耐火物の厚さを、鉄皮を大きく開口することなく、精度良く測定することを可能とする、弾性波を用いた耐火物の残厚測定方法を提供すること。前記耐火物の残厚測定方法を用いて炉の寿命予測方法や炉の改修方法を提供すること。
【解決手段】鉄皮と耐火物とにより構成された炉壁を有する炉において耐火物の厚さを弾性波を用いた反射法により測定する方法であって、耐火物の表面位置から耐火物内部へ弾性波を発信し、弾性波の耐火物の炉内側表面からの反射波を鉄皮表面位置において受信することで耐火物の厚さを測定することを特徴とする炉耐火物の残厚測定方法を用いる。または鉄皮表面位置から耐火物内部へ弾性波を発信し、弾性波の耐火物の炉内側表面からの反射波を耐火物の表面位置において受信する。耐火物の表面位置での弾性波の発信・受信は鉄皮に開口部を形成して耐火物表面を露出させて行なうことが望ましい。
(もっと読む)
超音波によるスポット溶接部の評価方法及び装置
【課題】短時間に限られる測定であっても、超音波探触子の位置とスポット溶接部の位置のずれや、超音波探触子と金属板との接触状態に影響されずに、信頼性高くスポット溶接部の健全性を評価する。
【解決手段】スポット溶接部2の外側の金属板(1a、1b)の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波し、スポット溶接部の外側の金属板の複数の受波位置において、伝搬経路にスポット溶接部を含まない被検体の表面沿いに伝搬してきた超音波、及び伝搬経路にスポット溶接部を含む被検体の表面沿いに伝搬してきた超音波を受波することにより、スポット溶接部の健全性を評価する。
(もっと読む)
電磁超音波探触子
電磁超音波探触子は、相互に直接隣接し作業面(4)に対して平行になるような形で配置され、実質的に矩形の横断面をもつ少なくとも3つの永久磁石(5、6)を内部に形成する磁気システムを備えた本体(1)を含んでなる。中央磁石(5)は、作業面(4)に対し垂直偏波を形成し、側方磁石(6)は水平偏波を形成し、かつ作業面(4)に向けた中央磁石(5)の磁極と同様の磁極を側方磁石(6)が中央磁石(5)に向けている。集中装置(7)は相互に離れて設置され、作業面に対して最も近い中央磁石の磁極表面と接している。その集中装置の下にはインダクタンスコイル(8)が設けられている。磁石は、直方体または環状に成形され、永久磁石または電磁石、すなわちソレノイドの形で組み込まれる。 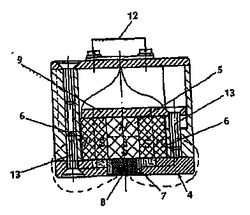 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]