
Fターム[2F068RR01]の内容
音響的手段による測長装置 (5,715) | 表示部;記録部 (87) | 表示;記録の内容 (29)
Fターム[2F068RR01]の下位に属するFターム
被測定物の像 (14)
キャラクター(文字、数字) (7)
カーソル、マーカ表示
等級;良、不良の判別 (1)
Fターム[2F068RR01]に分類される特許
1 - 7 / 7
微細孔検査装置及び微細孔検査方法
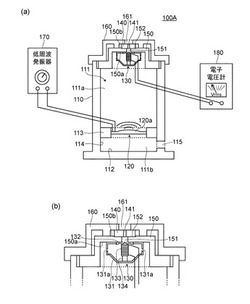
【課題】短時間での検査が可能で、かつ、実情に即した検査結果を得ることができる微細孔検査装置を提供する。
【解決手段】筐体110と、筐体110の一端面の側に設置され、低周波音を出力するスピーカー120と、低周波音に反応して振動板132が振動することにより所定の電気信号を出力するマイクロホン130と、筐体110の一端面とは反対側に設けられ、マイクロホン取り付け面150aを有するとともに部品載置面150bを有し、かつ、振動板132が振動することにより生じる空気振動を通過させる空気通過孔151を有する仕切り部材150とを有し、微細孔141が空気通過孔151に連通するように部品140を部品載置面150bに載置した状態でスピーカー120から低周波音を出力させることによりマイクロホン130から空気通過孔151を通過した空気が微細孔141を通過する際の空気の流量に依存した信号を電気信号として出力する。
(もっと読む)
面で囲まれる容器の内壁面での検査作業結果と作業位置の特定方法及び情報管理方法

【課題】ボイラ火炉等の面で囲まれる容器の内部の検査に用い、基準点を決定することが容易であり、しかも特定する検査位置が大型の容器内であっても簡単に位置を特定することができ、検査と検査位置特定を同時に行うことができる面で囲まれる容器の内壁面での検査作業結果と作業位置の特定方法を提供する。
【解決手段】面で囲まれる容器の内壁面での検査作業結果と作業位置の特定方法であって、前記内壁面上の位置座標既知の箇所に音波を異なる2箇所以上から発信可能な発信器を配置し、作業者が携帯可能であって、前記音波を受信可能な受波器及び前記検査が可能な検査具が一体となった一体物を、前記検査作業を行う位置に配置し、前記検査具を用いて前記検査作業結果を得るとともに、前記発信器の2箇所以上より音波を発信し、前記2箇所以上から発信された音波それぞれが、前記受波器に到達する時間を計測し、前記到達時間と、前記2箇所以上の音波の発信箇所の位置座標を用いて、前記受波器の位置座標を特定する。
(もっと読む)
溶接システムおよび溶接方法
【課題】溶接中に、被溶接対象が高温状態でも安定した送受信感度で溶接検査を行なう。
【解決手段】溶接システムは、溶接機構1と、送信用レーザ光源4と、溶接機構1とともに被溶接対象2に対して移動しながら、送信用レーザ光源4で発生した送信用レーザ光を溶接後の被溶接対象2の表面に照射させて送信用超音波を発生させる送信用光学機構9と、受信用レーザ光を発生して被溶接対象に照射し、送信用超音波の反射によって得られる反射超音波を検出するための受信用レーザ光源5と、溶接機構1とともに被溶接対象2に対して移動しながら受信用レーザ光を、溶接後の被溶接対象の表面に照射し、被溶接対象2表面で散乱・反射したレーザ光を集光させる受信用光学機構10と、散乱・反射したレーザ光を干渉計測するための干渉計6と、を有する。
(もっと読む)
管体の肉厚形状測定装置、その方法および管体の製造方法
【課題】ビード切削部のみならず増肉部を含めた電縫管溶接部などの肉厚が大きく変化する部分を有する管体であっても該管体の肉厚形状を安定して精度良く測定することができること。
【解決手段】電縫管2の軸方向に直交する横断面内であって電縫管2外に配列されたリニアアレイ型超音波探触子1の各超音波探触子1−1〜1−Nが生成する超音波ビームを走査しながら電縫管2の肉厚形状を測定する管体の肉厚形状測定装置において、リニアアレイ型超音波探触子1は、各超音波ビームが前記横断面内に広がる円筒状の波面を形成するとともに少なくとも電縫管2の軸中心に向けて照射される軸中心成分BMCが所定値以上の強度である超音波ビームを生成する複数の超音波探触子1−1〜1−Nがアレイ配置され、走査された超音波ビームの軸中心成分BMCの電縫管2外表面エコーおよび電縫管2内表面エコーを検出して電縫管2の肉厚形状を測定する肉厚演算部8を備える。
(もっと読む)
超音波検査(UT)を三次元座標測定機(CMM)と統合するための方法及びシステム
【課題】機械構成要素を測定するのに使用する測定装置を組立てる方法を提供する。
【解決手段】本方法は、三次元座標測定機(CMM)を準備するステップを含む。本方法はまた、超音波検査(UT)機能及びCMM機能を組合せて検査プローブを形成するステップを含む。検査プローブは、該検査プローブがCMM機能を使用して機械構成要素の外部境界を測定しかつほぼ同時にUT機能を使用して該機械構成要素の内部境界を測定するようにCMM上に取付けられる。
(もっと読む)
炉管検査用2Dおよび3D表示システム及び方法
炉から収集した検査データを表示するシステムおよび方法を開示する。システムは検査データ(112)を格納する記憶装置(106)を備える。また、システムは、検査データ(112)を炉の物理的ジオメトリと相関させるように、複数のデータマーカで検査データ(112)を分割するようプログラムされるコンピュータを備える。各データマーカは、(曲管、外部の隆起した表面、クロスオーバ配管、サーマルウェル、溶接部、フランジ、スケジュールの変化、および/または直径の変化といった)炉の物理的特徴の位置を識別する。また、好適には、コンピュータ(102)は、分割した検査データの表示を生成するようプログラムされ、表示は炉のチューブセグメントの2次元または3次元表示である。そして、この表示を使用して、炉内の問題領域を視覚的に検出してもよい。システムおよび関連方法の様々な典型的な実施形態が提供される。 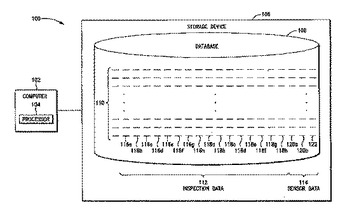 (もっと読む)
(もっと読む)
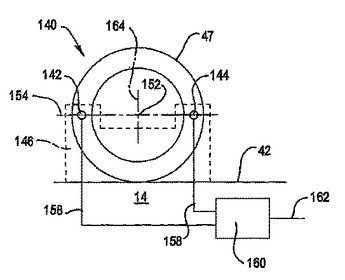
自動車の操舵検出装置
装置は、2つの超音波トランスデューサ(142,144)を含み、これらは、自動車の操舵輪(47)に対して搭載可能であり、それぞれ、操舵輪(47)上のターゲット位置に超音波信号を送信し、当該ターゲット位置は、操舵輪(47)の同一側面上にあり、且つ、略水平の直径ライン(154)に沿って操舵輪(47)の中心(152)から反対方向に等距離離間している。各トランスデューサ(142,144)は、トランスデューサとそのターゲット位置との間の距離を表す出力電気信号を供給する。出力電気信号は、操舵輪(47)の操舵移動の大きさを表す信号を生成するため、結合可能である(160)。操舵移動を表す信号は、模擬運転用装置において、運転者の操舵操作に同期して自動車の旋回を模擬すべくコンピューター駆動の仮想的な風景画像を反映させるために、用いることができる。
 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]