
Fターム[2F069SS04]の内容
測定手段を特定しない測長装置 (16,435) | ねじの測定 (33) | 測定内容 (16) | 径 (7)
Fターム[2F069SS04]に分類される特許
1 - 7 / 7
ボールねじの測定装置および測定方法
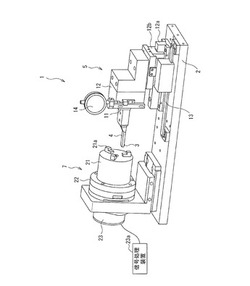
【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
ねじ検査装置

【課題】ねじの異なる規格への適用性が良く、検査効率が高く測定精度の良いねじ検査装置を提供する。
【解決手段】定位手段は、台枠の搭載面311にねじを着脱可能に装着するためのチャックユニット41が取り付けられ、該チャックユニット41にはねじが装着されるための、該搭載面と平行なX方向の両端に開口すると共に該X方向と垂直なZ方向に開口するスリット412が形成されている。検出手段5は、スリット412に対してZ方向沿いに往復移動可能に台枠に設けられた滑り台と、滑り台をZ方向沿いに往復移動させるように駆動する第1の動力源54と、スリット412のX方向の両端開口の外側に互いに対向して滑り台に設けられている発光器52と受光器53とを有する。
(もっと読む)
管端部のねじ要素測定方法
【課題】ねじ加工が施された管端部のねじ要素をオンライン(ねじ加工ライン)で自動的に精度良く測定する方法を提供する。
【解決手段】本発明は、順次搬送される管Pの端部にねじ加工が施されるねじ加工ライン100上で、ねじ加工後の管端部のねじ要素を自動的に測定する方法であって、ねじ加工後の管端部をねじ洗浄装置30で洗浄する洗浄工程と、前記洗浄された管端部をねじ乾燥装置40で乾燥させる乾燥工程と、前記乾燥後の管端部のねじ要素を自動ねじ要素測定装置50で測定する測定工程とを含み、少なくとも前記測定工程においては、管端部が清浄雰囲気下におかれることを特徴とする。
(もっと読む)
ボールねじ用雌ねじ測定装置
【課題】
一度の計測操作によって、ねじ溝の内径のほか、ピッチ誤差やねじ溝の円筒度などを短時間で測定することのできる装置を得ようとする。
【解決手段】
被検査物たる雌ねじ部材を水平方向の軸線の回りを回転させる駆動部材と、測定子を支持して前記軸線に沿って移動可能な第1案内部材と、軸線と直交する方向へ移動可能な第2案内部材との2対の案内部材とを有し、前記第2案内部材に前記軸線と直交する方向へ付勢する付勢手段と、その付勢手段に抗して移動させる逆行手段とを付設するとともに、前記第1案内部材と第2案内部材とにそれらが移動する距離を計測可能な計測手段を設けたものである。
(もっと読む)
ネジの検査装置
【課題】ネジの首部のネジ山を正確に検査しながら、回転円筒のネジの吊り下げ片を十分な強度として、変形などの弊害を確実に防止する。
【解決手段】ネジの検査装置は、ネジ1の雄ネジ部1Bを案内してネジ頭1Aを上面に引っかけて移送するスリット3を所定の間隔で設けている回転円筒2と、回転円筒2を回転させる回転機構10と、回転円筒2のスリット3にネジ1を供給する供給機構4と、回転円筒2で移送されるネジ1を検査する検査機構6とを備える。検査機構6は、光源7とカメラ8と演算検査器9とを備える。検査装置は、光源7の光をスリット3に透過させてカメラ8で受光し、カメラ8から出力される映像信号を演算検査器9で演算処理してネジ1を検査する。回転円筒2は、スリット上端の両側に一対の吊り下げ片20を一体構造に設けている。一対の吊り下げ片20は、その内面を、上端に向かってスリット幅を狭くするように傾斜または湾曲している。
(もっと読む)
ねじ測定方法、ねじ測定用プローブ及びそれを用いたねじ測定装置
【課題】本発明の目的は、めねじ有効径の自動測定を正確に行うことのできるねじ測定装置を提供することにある。
【解決手段】座標測定機本体12上にセットされた測定対象となるめねじ16のピッチPに応じて選択された直径2rを有するスタイラス先端球22を該めねじ16のねじ溝に当て該めねじ16の内側寸法情報Dwを測定する内側寸法測定機構30と、該内側寸法測定機構30で測定された内側寸法情報Dw、該スタイラス先端球22の直径情報2r、該めねじ16のねじ山角情報α及びピッチ情報Pから、該めねじ16の有効径情報Deを、De=Dw+2r・cosec(α/2)−(P/2)・cot (α/2)の有効径演算式で求める有効径演算手段32と、を備えたことを特徴とするねじ測定装置10。
(もっと読む)
油井管用特殊ねじ継手のねじ部の検査方法
【課題】 NGS によりねじ部の径を直接測ることにより、ねじ干渉量を直接管理して焼付き防止を図ることのできる手段を開発する。
【解決手段】 完全ねじ部、ピン先端近くの不完全ねじ部、ピン切り上り部の不完全ねじ部の少なくとも3箇所のねじ外径を測定する。ボックスについてもピンの測定位置に相対する場所でねじ内径を測定する。
(もっと読む)
1 - 7 / 7
[ Back to top ]