
Fターム[2H068AA54]の内容
電子写真における感光体 (29,388) | 電子写真感光体の構成 (11,060) | 支持体 (685) | 支持体の形状 (393) | ドラム状 (288)
Fターム[2H068AA54]に分類される特許
281 - 288 / 288
電子写真感光体ドラム用円筒状基材の塗布装置及び塗布方法

【課題】 円筒状基材の外周面上に塗布された塗布液層に塗布ムラや膜厚変動がなく、周囲への汚染が無く、効率の良い優れた円筒状基材の塗布装置及び塗布方法を提供すること。
【解決手段】 電子写真感光体ドラム用円筒状基材の筒軸を合わせて積み重ね、下方から上方へ垂直に連続的に押し上げながら、前記電子写真感光体ドラム用円筒状基材の外周面上に塗布液を塗布する電子写真感光体ドラム用円筒状基材の塗布装置において、前記塗布装置が前記電子写真感光体ドラム用円筒状基材の外周面から所定近距離に離間し、環状をなす噴射塗布ヘッドを有する環状噴射塗布装置であって、前記電子写真感光体ドラム用円筒状基材の外周面と噴射塗布ヘッドの処理液吐出部の先端との距離が1〜10mmであることを特徴とする電子写真感光体ドラム用円筒状基材の塗布装置。
(もっと読む)
光導電性部材
【課題】正及び負に帯電する電子写真用画像形成部材と、この部材上への画像形成法を提供する。
【解決手段】支持基材と、光発生層と、電荷輸送層と、を含む光導電性部材であって、光発生層は、光発生成分と、電子輸送成分と、を含み、電子輸送成分は、必要に応じて、カルボニルフルオレノンマロノニトリル、ニトロ化フルオレノン、ジイミド、1,1−ジオキソ−2−(アリール)−6−フェニル−4−(ジシアノメチリデン)チオピラン、カルボキシベンジルナフタキノン及びジフェノキノンから成る群より選ばれる。
(もっと読む)
感光体ドラムの製造方法

【課題】 汚れを支持体から取り除くことができる感光体ドラムの製造方法を提供する。
【解決手段】 支持体12の上端を洗浄液の液面Wよりも上方に残して浸漬させる。支持体12の外周面から分離した汚れ50の一部は下降流Bに逆らって上昇し、横流れAに乗り洗浄槽18外へ導かれ、残りの汚れ50は、下降流Bに乗って洗浄槽18の底部から洗浄槽18外へ導かれる。分離した汚れ50は、支持体12の下端から支持体12の内部に洗浄液が流入するため支持体12の内部に留められる。さらに、支持体12の内部に満たされた洗浄液と共に内部に留められた汚れが洗浄液の液面Wの上方に吐出されないような速度で支持体12を洗浄液の液面Wに沈める。支持体12全体が洗浄液に浸漬されると、今度は、支持体12の内部に洗浄液の下降流Bが形成され、以後、下降流Bとほぼ同じ速度で、あるいは、下降流Bよりも遅い速度で支持体12を洗浄液中に沈めていく。
(もっと読む)
電子写真感光体、電子写真感光体の製造方法、プロセスカートリッジおよび電子写真装置
クリーニングブレードのビビリやメクレの問題や摺擦メモリーの問題が発生しにくい電子写真感光体、ならびに、該電子写真感光体を有するプロセスカートリッジおよび電子写真装置を提供する。電子写真感光体の周面がディンプル形状の凹部を複数有し、電子写真感光体の周面の周方向に掃引して測定した十点平均粗さRzjis(A)が0.3〜2.5μmであり、電子写真感光体の周面の母線方向に掃引して測定した十点平均粗さRzjis(B)が0.3〜2.5μmであり、電子写真感光体の周面の周方向に掃引して測定した凹凸の平均間隔RSm(C)が5〜120μmであり、電子写真感光体の周面の母線方向に掃引して測定した凹凸の平均間隔RSm(D)が5〜120μmであり、凹凸の平均間隔RSm(D)の凹凸の平均間隔RSm(C)に対する比の値(D/C)が0.5〜1.5である。 (もっと読む)
電子写真感光体、電子写真感光体の製造方法、プロセスカートリッジおよび電子写真装置
円筒状支持体および該円筒状支持体上に設けられた有機感光層を有する電子写真感光体が開示される。該電子写真感光体の周面が略周方向に形成された溝および平坦部の組み合わせからなり、該溝の中で幅が0.5〜40μmの範囲にある溝の本数が、該電子写真感光体の周面の母線方向の幅1000μmあたり20〜1000本である。 (もっと読む)
電子写真感光体及び電子写真装置
本発明は、優れた電子写真特性を損なうことなく導電性基板上の欠陥を被覆し、繰り返し安定性や環境特性に優れた電子写真感光体を提供することを目的とする。
本発明は、導電性支持体上に下引層を介して感光層を形成した電子写真感光体において、該下引層がポリイミド樹脂を含有し、前記感光層中の電荷移動剤として下式で表される化合物の少なくとも1つを含有することを特徴とする電子写真感光体に関する。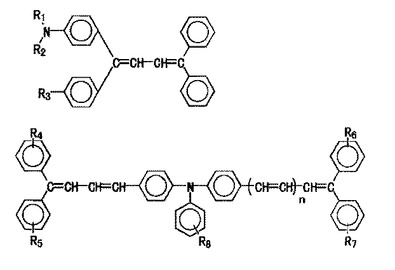 (もっと読む)
(もっと読む)
電子写真感光体
【課題】現像コロ当接部における感光層の不均一な剥離や摩耗の防止及び繰り返し使用時にも高い画像均一性を維持する電子写真感光体を提供する。
【解決手段】導電性支持体上に、中間層、電荷発生層、電荷輸送層をこの順に積層してなり、該電荷輸送層用結着樹脂に重量平均分子量が50000以上200000以下である熱可塑性樹脂を用いた電子写真感光体において、該導電性支持体表面の現像領域においてのみ粗面化処理を行う。粗面化された部分の十点平均粗さRzjisが1.3μm以上かつ、非粗面化部分の十点平均粗さRzjisが0.6μm以下であるのが好ましい。
(もっと読む)
アルミニウム製円筒体、その製造方法、電子写真感光体および電子写真装置
【課題】 旋削時の線速が6500mm/sec以上の高速旋削であっても旋削スジやビビリ等が発生することなく良好な旋削面を得ることができるアルミニウム製円筒体、その製造方法、電子写真感光体および電子写真装置を提供する。
【解決手段】 抽伸加工によって作成したアルミニウム素管の表面を旋削加工してアルミニウム製円筒体を作成する。この場合、アルミニウム素管のアルミニウム結晶粒の抽伸方向の長さをL、抽伸方向と直角な方向の長さをDとするとき、70%以上のアルミニウム結晶粒のL/Dを1.5以上3.0以下、かつ旋削時の線速を6500mm/sec以上とする。これにより作成したアルミニウム製円筒体を基体として、電子写真装置により電子写真感光体を作成する。
(もっと読む)
281 - 288 / 288
[ Back to top ]