
Fターム[3B150NA12]の内容
Fターム[3B150NA12]の下位に属するFターム
縫製中断位置 (1)
Fターム[3B150NA12]に分類される特許
1 - 11 / 11
カットデータ作成装置、カットデータ作成プログラム、およびミシン
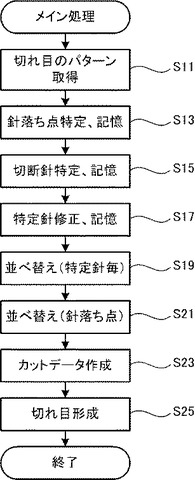
【課題】所望するパターンの切れ目を短時間で加工布に形成させるためのカットデータを作成するカットデータ作成装置、カットデータ作成プログラム、およびミシンを提供する。
【解決手段】ミシンは、縫針の代わりに、先端に刃を備えた切断針を複数装着する。CPUは、加工布に形成させる切れ目のパターンを取得する(S11)。CPUは、切れ目のパターン上の任意の点を、針落ち点として特定する(S13)。CPUは、針落ち点に突き刺す切断針を、パターンの方向に基づいて特定する(S15)。CPUは、特定した切断針を順番に加工布に突き刺す場合の連続回数を特定する。CPUは、連続回数が所定の閾値未満である場合、所定値未満である切断針を、直前または直後の針落ち点に突き刺す切断針によって置き換え(S17)、カットデータを作成する(S23)。
(もっと読む)
テープ縫い付け方法及び装置

【課題】靴の身頃にテープを縫い付ける場合において、特別な押えを不要にして、コストを安くする。
【解決手段】靴の身頃LI(RO)にテープTを縫い付ける方法であって、
身頃LI(RO)に、縫い始め少なくとも3針以上の縫い目を形成してから、テープの縫い始め予定位置を針下まで供給して、身頃上のテープに、通常の縫いピッチよりも小ピッチで2針以上の縫い目を形成してから、前記通常の縫いピッチで身頃にテープを縫い付けることを特徴とする。
(もっと読む)
ミシン及びミシンの制御方法
【課題】主軸と布送り機構を別のモータで駆動する場合に、主軸と布送り機構の同期が乱れた状態で縫製を行うことを防止できるミシン及びミシンの制御方法を提供する。
【解決手段】ミシンは、主軸を駆動するメインモータと布送り機構を駆動する布送りモータを備える。ミシンはメインモータ及び布送りモータの出力軸の回転角を取得する(S51、S56)。ミシンは、メインモータの回転角と布送りモータの回転角が同期するように2つのモータを駆動する。ミシンは、メインモータの回転角に対応して布送りモータの出力軸が位置すべき目標回転角を、メインモータの回転角から算出する(S57)。ミシンは、算出した目標回転角と、実際の布送りモータの回転角の偏差を算出する(S58)。算出した偏差が閾値よりも大きい場合(S59:NO)、ミシンは2つのモータが同期していないことを報知する(S61)。
(もっと読む)
ミシン
【課題】手縫い風縫目を縫製対象物に良好に形成することができるミシンを提供すること。
【解決手段】糸調子調整手段と、移送手段とを備え、上糸とは異なる色の下糸を用いて、上糸と下糸とが交絡する縫目を縫製対象物に形成するミシンにおいて、糸調子調整手段及び移送手段が制御され、上糸と下糸との交絡点が縫製対象物の上面よりも下部にある縫目のみを含む第1縫目と、上糸の張力によって交絡点及び下糸が縫製対象物の上面に引き出された縫目を含み、下糸が第1方向に引き出された部分である第1部分と、下糸が第2方向に引き出され且つ少なくとも一部が第1部分と重なる部分である第2部分とが複数組含まれる縫目である第2縫目とが、縫製対象物に交互に配置される(S70,S80、S90)。
(もっと読む)
ミシン
【課題】ベッド部に対する針板の装着位置を簡単な作業で、且つ精度良く決定することができるミシンを提供する。
【解決手段】ミシンに、針板21に設けられた被係合部である角穴24のうちの係合角穴241と、送り歯23に設けられた係合部である嵌合部27とを備える。ミシンは、更に、送り歯23が加工布を移送する移送位置と、移送位置とは異なる位置であって係合角穴241と嵌合部27とが嵌合しベッド部に対する針板21の装着位置を決定する針板調整位置とに、送り歯23の位置を切り換える切換装置34を備える。切換装置34を駆動して送り歯23を針板調整位置に移動させ、送り歯23の嵌合部27に針板21の係合角穴241を嵌合することにより、ベッド部に対する針板21の装着位置が決定する。
(もっと読む)
ミシン
【課題】ユーザが加工布の縫始めの位置合せを行う際に、面倒な準備作業を行わずに済むと共に、位置合せの作業を容易且つ確実に行う。
【解決手段】ミシンの制御装置は、ユーザにより針上下位置切替スイッチが操作されたとき、或いはフリーモーションモードが設定されたときに、位置合せ準備動作を実行させる。位置合せ準備動作においては、まず送り歯状態切替機構により送り歯の状態を非作用位置に切替えた上で、押え足昇降機構を制御して、押え足8を加工布Wに当接する押圧位置まで下降させ、その際の高さ位置検出器の検出信号から加工布Wの布厚を検出する。次いで、検出された布厚に基づいて、押え足8を加工布Wの上面から例えば1mmだけ上昇させた浮上り位置に停止させると共に、ミシンモータを制御し、針棒6を縫針7の先端部が加工布Wに刺さる直前(例えば1mmだけ上)の設定位置に移動させる。
(もっと読む)
テープ縫付け装置
【課題】幅継ぎ線を中心に左右対称の位置にテープを縫い付ける場合でも、カーテン生地を180度回転させてテーブルにセットし直すような手間のかかる作業を必要としないテープ縫付け装置を提供する。
【解決手段】生地をX方向に広げた状態に載置可能なテーブル(10)と、このテーブル10上に載置された生地をY方向へ送る布送り手段(40,50)と、前記生地にテープを縫い合わせる縫製ヘッド(20)と、この縫製ヘッドを前記テーブル上の所定位置でX方向に移動させるヘッド搬送手段(30,31,32)とを備え、布送り手段(40,50)は、テーブル上の生地をY方向における順方向と逆方向とに設定長送ることが可能なように構成されている。
(もっと読む)
ミシン及びフリーモーション縫製用止め縫い処理プログラム
【課題】 フリーモーション縫製を行う際に、模様の縫い始めと縫い終わりに初心者でも簡単に止め縫いを行うことができるミシン及びフリーモーション縫製用止め縫い処理プログラムを提供すること。
【解決手段】 フリーモーション縫製モードに設定されたとき、スタート・ストップスイッチからの縫製開始の指令信号、又は縫製終了時に止め縫いスイッチからの指令信号に応じて、ROMより止め縫いデータが読込まれ(S30)、送り歯沈下ステッピングモータの駆動により、送り歯が上昇位置に移動し、送り歯が作動状態に切換えられた後(S31)、押え棒駆動ステッピングモータの駆動により押え棒と共に押え足が下降し、押え足が押圧位置に移動した後(S32)、送り装置が駆動制御されて、読込んだ止め縫いデータに基づいて縫製動作が実行される(S33)。
(もっと読む)
ミシン
【課題】がたつき等による縫い長さの検出や縫製の切り替えタイミングの検出の際の誤差を極力減らし、ボタンホール縫いの品質向上を図る。
【解決手段】ミシン10は、押さえ体21と、押さえ枠22と、固定部23aと摺動部23bとを有するボタン挟持装置23と、押さえ枠に設けられた被摺動部材24aと、押さえ体に連結され、被摺動部材に対して摺動する摺動部材24bとを有する位置検出手段24と、摺動部に設けられた検出部25aと、押さえ体に設けられ、検出部に当接する被検出部25bとを有する検出手段25と、検出手段がボタンの径に相当する長さまで縫製が行われたことを検出した場合に、そのときの押さえ体の変位量を位置検出手段から取得し、ボタンの径に応じたボタンホール縫いを行うように縫い針の駆動や被縫製物の送りに関する制御を行う制御手段と、を備える。
(もっと読む)
ミシン及び刺繍縫製可能なミシン
【課題】 太さや色が異なる基線を加工布に描くだけで、この基線の基線色や基線幅に基づいて、基線を追従しながら、種々の通常縫目や刺繍縫目で自動的に縫製できるようにすることである。
【解決手段】 太さや色が異なる基線を描いた加工布がベッド部上に載置され、縫製が開始されると、1針分縫製される毎に基線が撮像される。イメージセンサから受ける基線の撮像データに基づいて検知された基線の基線色に対応する縫目データが基線色テーブルから読込まれ(S21,S22)、撮像データに基づいて検知された基線の基線幅に対応する針振り量と布送り量データが基線幅テーブルから読み込まれ(S23,S24)、仮想縫製中心線に対して基線がズレないように補正され(S25,S26)、布送り開始タイミングのときに(S27:Yes)、布送り処理と針振り処理とが実行される(S28)。
(もっと読む)
ミシン
【課題】ミシンの送り量を調整するパルスモータの原点検索を容易に行うことができるミシンを提供することを目的とする。
【解決手段】
制御装置50には、図示していない入力インターフェースを介してミシンモータ12、その回転数を検出する回転数検出手段たるエンコーダ62、送り機構30の送り量の設定動作を行うステッピングモータ43、ミシンモータ12の回転数を調節する操作ペダル16、各種設定の入力と各種情報の表示を行う操作パネル54、ステッピングモータ43の原点検出を行う近接センサ47bが接続されている。また、制御装置50には、ステッピングモータ43の原点位置の更新を指示する更新指示手段が備えられている。制御装置50は仮原点位置検出機能と、原点位置補正機能とを備えている。また、操作パネル54には、制御装置50による原点位置補正機能の実行時に、補正量の入力手段として機能する+ボタンと−ボタンとが備えられている。
(もっと読む)
1 - 11 / 11
[ Back to top ]