
Fターム[3B150NB11]の内容
Fターム[3B150NB11]に分類される特許
1 - 18 / 18
生地供給装置
【課題】生地をミシンへ送り込む作業を自動化するような場合にあって、送り込みの途中で生地に弛み皺を発生させることがないようにし、またミシンの針落部に対して生地を真っ直ぐに送り込むことが確実に行えるようにする。
【解決手段】ミシン2の針落部3に向けて連設状に設置される生地テーブル5と、ミシン2へ生地Wを送り込む中間送り機構6とを有しており、中間送り機構6は、生地Wを生地テーブル5上へ押さえ付けながら駆動回転する送りローラ10と、この送りローラ10を生地テーブル5上の生地Wに対して送り方向Xと交差する方向Yで出入り移動させる出入り調節機構13とを有している。
(もっと読む)
布端位置検出装置及びミシン

【課題】数本のケバによる電圧変化を無視して加工布の布端位置を簡易な構成により検出すること。
【解決手段】布端位置検出装置は、布端位置に応じた電圧を出力する布端センサ(6)と、前記布端センサに出力された電圧に基づいて前記布端位置を検出する布端センサコントローラ(71)とを有し、前記布端センサコントローラは、布端を挟んで加工布(W)の内側から外側に向う方向において、布端判定用の閾値(Ve)を最初に超える電圧変化が生じた位置を前記布端位置として判定する構成とした。
(もっと読む)
ミシン
【課題】縫い代を安定して検出する。
【解決手段】被縫製物を交差方向送る主送り機構20と横送り機構と、被縫製物の縫い代を検出する端部検出装置40,60と、縫い代が目標値となるように横送り機構を制御するミシン100において、端部検出装置は、光源と、複数の受光部が被縫製物幅方向に沿って複数並んで設けられ、被縫製物の側端部により遮蔽された照射光から当該被縫製物の側端部の被縫製物幅方向の位置検出を行う検出素子45,65とを有し、端部検出装置を被縫製物幅方向に沿って移動させるアクチュエータ47,67と、縫い代の目標値の変化に応じて、アクチュエータの移動制御を行う制御部13とを備えている。
(もっと読む)
ミシン
【課題】縫い代を目標値通りに縫製を行う。
【解決手段】被縫製物CU,CDを水平に送る主送り機構20と、被縫製物を被縫製物幅方向に沿って移動させる横送り機構30,36と、縫い代を検出するための端部検出装置40,60と、被縫製物の縫い代が目標値となるように横送り機構を制御する制御装置130とを備え、端部検出装置は反射面12を照射する光源631と、反射面による反射光を受光する複数の受光部が複数並んで設けられた検出素子65と、光源からの照射光を平行光化し、反射面に対して垂直方向又は当該垂直方向に対して被縫製物幅方向に沿った軸回りに傾斜した方向から平行光化した照射光を照射する光学素子632とを備えている。
(もっと読む)
裁縫機及びその駆動制御方法
【課題】本発明は、回転可能なヘッドを備える裁縫機を提供するためのものである。
【解決手段】本発明の回転可能なヘッドを備える裁縫機は、上記裁縫機を支持固定できるように多数の支持ポストと支持バーを用いてボックス形態に形成される裁縫機フレーム、上記裁縫機フレームの上に載置される裁縫機本体、上記裁縫機本体の先端部に設置されて、ヘッド部回動手段を用いて回動可能に形成されるヘッド部、上記ヘッド部の下部に設置されて、ベッド部回動手段を用いて回動可能に形成されるベッド部、上記裁縫機フレームの上に載置された上記裁縫機本体をX軸方向に移送させるX軸移送手段、上記裁縫機フレームの上に載置された上記裁縫機本体をY軸方向に移送させるY軸移送手段、及び上記裁縫機フレームの前面部に備えられて作業対象である被縫製物が支持固定される裁縫物固定フレームを含む。
(もっと読む)
ミシン
【課題】イサリ量を低減する。
【解決手段】搬送される上布CUと下布CDの終端部をそれぞれ検出する上布と下布の検出手段91、81と、送られる上布のみを押圧する上布送り調節機構9と、送られる下布のみに押圧力を付与する下布送り調節機構5と、布送り機構の送り量と各検出手段の検出タイミングとによりイサリ量を算出する終端部位置算出部51と、イサリ量とそのイサリ量を生じた時の上布と下布の押圧力の差とを対応づけて記録する記録部54と、記録部の二以上の縫製によるイサリ量と上布と下布の押圧力の差との記録から適正な上布と下布の押圧力の差を求め、それ以降の縫製時に適正な上布と下布の押圧力の差を生じるように上布送り調節機構又は下布送り調節機構とを制御する調節制御部51とを備えている。
(もっと読む)
ミシン
【課題】布送り方向に沿った布端に沿って適切に縫い目を形成する。
【解決手段】針板14上の被縫製物C1,C2に下方から接して送り動作を行う送り歯1と、被縫製物に上方から接する押さえ足19と、送り歯による送り方向に交差する方向について被縫製物の縫い目に沿った端部の位置を移動調節する端部調節機構と、被縫製物の端部が所定位置にあるか否かを検知する検知手段24,25と、端部調整機構を、検知手段が端部ありと検知した場合に検知手段から離れる方向に移動制御し、検知手段が端部なしと検知した場合には、当該検知状態が継続する時間又は送り距離について定めた閾値を超えるまで端部なしの検知が継続した場合に、被縫製物が検知手段から離れる方向に移動するよう制御を行う制御手段13とを備えている。
(もっと読む)
上下送りミシン
【課題】布の段部の片倒れを防止する。
【解決手段】布送り方向に沿って、ガイド板20と、上側ローラ7及び下側ローラ3と、上側検出手段25及び下側検出手段24と、送り足2及び送り歯1とが並び、各検出手段の検出結果に基づいて各被縫製物C1,C2の側端部が所定位置となるように各ローラの駆動手段を制御する制御手段13とを備える上下送りミシン100において、制御手段が、各被縫製物の段部Dが各ローラ位置を通過する際に、上側昇降手段による上側ローラの接離移動を繰り返し行わせる動作制御を行っている。
(もっと読む)
ミシン
【課題】少ないセンサの数でケバによる縫い品質の低下を抑止する。
【解決手段】針板14上の被縫製物C1,C2に下方から接して送り動作を行う送り歯1と、被縫製物に上方から接する押さえ足2と、送り歯による送り方向に交差する方向について被縫製物の縫い目に沿った端部の位置を移動調節する端部調節機構と、被縫製物の端部が所定位置にあるか否かを検知する検知手段43と、被縫製物の端部と縫い目とが平行となるように検知手段による検知結果に基づいて端部調節機構の調節駆動源4,8を制御する制御手段13と、を備えるミシンにおいて、制御手段は、検知手段の被縫製物の端部の検知状態が継続する送り距離に基づいてケバの有無を判定し、判定結果に基づいて調節駆動源による調節動作を実行するという構成を採っている。
(もっと読む)
上下送りミシン
【課題】縫い形状、布の種類が変化しても、縫い代を安定させることができ、縫製品質を向上させること。
【解決手段】上下送りミシン100において、各押圧手段6,10は、通電した電流量に応じて各ローラ3,7を介して被縫製物に対する押圧力が調節自在とされ、被縫製物の縫製の際に、各ローラの被縫製物に対する押圧力を軽減する縫製位置を指定する指定手段80と、指定手段により指定された縫製位置において、各ローラによる押圧力を指定された押圧力にするように各押圧手段に通電する電流量を制御する押圧力制御手段13と、を備える。
(もっと読む)
筒状生地の生地端処理装置
【課題】生地端の周方向に適度な状態でテンションを作用させながら筒状生地を保持できるようにして、生地端縫製装置等での回転駆動力の伝達と生地端への折り返し形成との二律背反するような条件設定にも巧く対処できるようにした。
【解決手段】筒状生地Wの生地端を回転可能に保持させる保持装置2と、生地端に折り返しを形成させる折込装置3と、生地端の折込状態に保形処理を施す仕上げ装置4とを有し、保持装置2は、出入り調整機構12付きメインロータ6を有し、このロータ外周部には、折込装置3が生地端に折り返しを形成させるための折り代よりも筒内奥方で筒内面に当接することにより生地端に周方向のテンションを付与させる生地端保持領域35と、生地端の折り代に対応して生地端保持領域35よりも径小に形成されることで生地端のテンションを解放させるテンション解放領域36とが設けられている。
(もっと読む)
上下送りミシン
【課題】ローラによる布への押圧力の微調整を行い、高レスポンスで調整すること。
【解決手段】下側の被縫製物の送り動作を行う送り歯1と、上側の被縫製物の送り動作を行う送り足2と、送り方向に交差する方向に往復移動させる下側ローラ3と、下側ローラを回転させる下側駆動手段4と、送り方向に交差する方向に往復移動させる上側ローラ7と、上側ローラを回転させる上側駆動手段8と、各ローラとで被縫製物を挟み込む分離板11と、被縫製物が所定位置にあるか否かを検知する検知手段12と、下側ローラを下側の被縫製物に押し付ける下側押圧手段6と、上側ローラを上側の被縫製物に押し付ける上側押圧手段10と、各部の駆動を制御する制御手段13と、を備える上下送りミシン100において、各押圧手段は、通電した電流量に応じて各ローラを介して被縫製物に対する押圧力が調整自在とされ、制御手段は、各押圧手段に通電する電流量を個別に制御する。
(もっと読む)
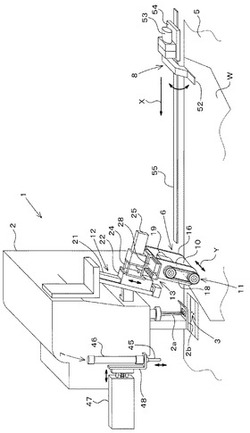
ミシンの下糸搬送装置
【課題】 下糸の準備位置を交換位置から十分に離れた位置に配置することができ、オペレータの負担を軽減することができるようにする。
【解決手段】 下糸搬送装置15は、下糸の準備位置と交換位置との間をL字状をなして延びるガイドレール17と、電動モータにより牽引ワイヤ等を介して駆動されガイドレール17に沿って矢示A,B方向に移動する駆動ゴンドラ19と、駆動ゴンドラ19により同方向に移動される複数の従動ゴンドラ24と、これらのゴンドラ19,24を夫々の下糸の交換位置に位置決めする複数の位置決め装置30,30,…とを備えている。各位置決め装置30は、駆動ゴンドラ19が交換位置から下糸の準備位置に向けて矢示B方向に駆動されるときに、各従動ゴンドラ24が駆動ゴンドラ19と一緒に準備位置に向けて移動するのを許す。
(もっと読む)
刺繍ミシン及び平テープの千鳥縫付け方法
【課題】布に対して平テープを千鳥縫いで縫い付ける場合、平テープの面を平たいまま布面に正確に添え付けた状態で千鳥縫い付けができる刺繍ミシンを提供する。
【解決手段】ガイド部は、針棒の外周位置にあって針落ち位置を中心に往復回動自在に設けられている回動部材の下部に設けられ、針板の近くでその面に沿って、針落ち位置を中心に往復回動可能にしてあり、ガイド部のガイド孔の形状は、ボビンから繰り出される平テープを針板に平行する面内に向けて案内できるように、針板に平行する方向を幅広く形成し、さらに、ガイド部の振り幅寸法は、布に縫い付けられた平テープを針落ち位置の上から左又は右に交互に外すことを可能にする寸法に設定し、かつ、ガイド部の振り幅区間の回動動作のタイミングの設定は、布押えが平テープを押えている状態のときから次のステップで布押えが平テープを押えている状態のときの間に回動動作をさせるように設定してある。
(もっと読む)
ミシン
【課題】紐状素材を針元位置へ案内するガイドの位置を任意に補正できるようにする。
【解決手段】縫いデータに基づく縫い進行方向に沿って紐状素材を被縫製物に縫い付けるための縫い機構と、縫い針8の軸心回りに回転自在なガイド16を有する。ガイド16は縫い進行方向の前方側に位置して、該紐状素材を案内する。縫いデータに基づき次ステッチの縫い進行方向を算出し(ステップS1)、該次ステッチの縫い進行方向と直前ステッチの縫い進行方向の角度差に対して任意の補正値を乗算して求まる該角度差に対する任意の割合を補正角度とする(ステップS2)。次ステッチの縫い進行方向に補正角度を加算する(ステップS3)。次ステッチの縫い進行方向と補正角度の加算値と現在のガイド16の回転角度との差を求める(ステップS4)。この値が補正角度によって補正されたガイド16の回転角度を表す。該回転角度に基づきガイド16の回転位置を制御する。
(もっと読む)
生地片の縁縫装置
【課題】短冊状生地片の一隅部を円弧状に切断するとともに、その切断縁に沿って円弧状の縁縫いをする縁縫装置にあって、その隅部の縁縫形状にばらつきがなく、生地片の大きさや厚さが変わっても、常に所望形状の生地片を安定して生産することができる縁縫装置を提供する。
【解決手段】短冊状の生地片(F) を回転させながらその一側縁に沿って曲線状に縁縫いを行なう縁縫装置に関する。同縁縫装置(100) は、生地片(F) の縁縫時に生地片(F) を押圧しながら生地片(F) の送りに随伴して回転する押圧回転部材(118) と、同押圧回転部材(118) の回転角度を測定する回転角測定手段(114) と、同回転角測定手段(114) により測定された回転角が所定の角度に達したとき、前記押圧回転部材(118) の押圧を解除する押圧解除手段(113) とを有している。
(もっと読む)
刺繍方法および刺繍ミシン
【課題】 縫製ラインの湾曲部で針をコードの上に落とすことなく、紐状素材を正規形状の千鳥縫目で見栄えよく縫い付ける。
【解決手段】 コードCをガイド16で針落ち点Pに案内し、ガイド16を針落ち点Pの手前で左右に振り動かすとともに、針棒10の軸線周りで旋回することにより、針をコードCに突き刺すことなく千鳥縫目Sを形成するとともに、千鳥縫目SでコードCを縫製ラインLに沿わせて縫い付ける。縫製ラインLの左右におけるガイド16の振れ幅W1,W2を別々に設定し、設定した振れ幅W1,W2を針数と関連付けて登録する。ガイド16の旋回角度θが例えば30°を超える湾曲部Lbにおいて、ガイド16を湾曲部Lbの外側よりも内側へ大きく振り動かし、コードCを針落ち点Pから逃がす。
(もっと読む)
ミシン
【課題】 縫製材料に適したタイミングでサイドガイドを離間できるようにする。
【解決手段】 ミシンには、針を上下動する駆動モータと、ブラジャーのベルトの端部及び係止具支持部材を重ねて保持する係止具保持装置と、係止具保持装置を水平方向に移動させる移動手段とを備えている。係止具保持装置には係止具支持部材を縫製位置に案内する作動位置と係止具支持部材の両側縁から側方に隔離する不作動位置とに水平移動される一対のサイドガイドと、係止具支持部材を押圧保持する部材押さえと、ベルトの端部を押圧保持する補助押さえとが設けられている。これらを制御する制御手段には、不作動位置への移動タイミングを部材押さえによる係止具支持部材の押圧保持後とするか、補助押さえによるベルトの端部の押圧保持後とするかを設定する設定手段を備え、設定手段により設定された移動タイミングで駆動手段を制御する。
(もっと読む)
1 - 18 / 18
[ Back to top ]