
Fターム[3B153DD35]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | ボビン、その取り付け、交換又は駆動 (6)
Fターム[3B153DD35]に分類される特許
1 - 6 / 6
磁気軸受式チューブラー型撚線機
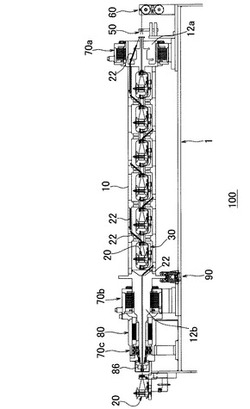
【課題】チューブの動バランスの調整の簡易化と低振動化を図り、極細線ケーブルに適用可能な、高速・低騒音・低消費電力・高稼働率のチューブラー型撚線機を提供する。
【解決手段】長手方向の回転軸の廻りに回転駆動されるチューブ10と、素線ボビン20と、素線ボビンをチューブの長手方向に配列し、チューブの回転に伴って回転しないようにチューブの回転軸に軸承されるクレードル30と、素線ボビンから引き出されてチューブの外周部を介してチューブの一端側に導かれた素線を集合する集合ダイス60と、チューブの回転によって撚り合わされた撚線を引き取る引取装置70とを備え、チューブの回転軸を軸承する軸受として磁気軸受70を用い、チューブの回転軸を回転駆動する駆動装置として回転軸を非接触で駆動するビルトインモータ80を用い、チューブの同一回転軸上にビルトインモータと磁気軸受を配備することによって簡易な動バランスの調整を行うだけで運転中のチューブの振動を大幅に低減させた。
(もっと読む)
撚線機

【課題】筒型ロータの高速回転時におけるクレードルの振動や横揺れを軽減して、繰り出し張力の安定化を図り、撚線性を改善することができる撚線機を提供する。
【解決手段】撚線機10は、複数のサプライリール13を筒型ロータ12の内側に直列に配置し、各サプライリール13に巻回された線条体14をそれぞれ通線ガイド26a,26bにより筒型ロータ12の内面に沿ったパスラインを経てサプライリール13の直列方向の一端側のダイス16に導いて、線条体14を撚り合わせるものであって、筒型ロータ12の内側に回転軸11に直交する方向に設けられた支持部21と、支持部21を筒型ロータ12の回転軸11方向に貫通するとともに支持部21に対して回転可能に支持される支持軸22と、サプライリール13を回転可能に支持する支持部材24と、を複数有し、支持部21を挟んだ支持軸22の回転軸11方向両側に、支持部材24がそれぞれ設けられている。
(もっと読む)
撚線装置
【課題】撚線におけるより一層の細径化且つ生産性を向上する。
【解決手段】撚線装置1は、長手方向がほぼ水平方向に配置されて回転駆動される筒体3と、この筒体3の内部に設けた複数の素線ボビン5と、各素線ボビン5に対応して設けられて素線ボビン5から送り出された素線7を通過せしめる素線通路管75であって、その一端が前記素線ボビン5付近に臨むと共にその他端側が前記筒体3の外周を経て筒体3の前方端側に延びる複数の素線通路管75と、前記複数の素線通路管75から送り出された複数の素線7を集合して撚り合わせる撚口9と、から構成する。その結果、筒体3が高速回転であっても、各素線通路管75の内部を通過する素線7の張力の上昇を極力抑えると共に素線7が筒体3の外側までふくらまないように抑えられ、より一層の細径化且つ生産性が向上する。
(もっと読む)
2度撚集合機
【課題】素線に撚り返しが確実に付与せられかつ撚線の直線性が失われないようにする。
【解決手段】2度撚集合機は、各素線(W1)に撚時に発生する素線(W1)のねじりを打ち消す程度の撚り方向と逆方向のねじりを予め与えるねじり手段を備えており、前記ねじり手段は、全素線供給ボビン(9)の上方位置において左右側枠部(3) (4)に渡し止められかつ各フライヤ回転中心垂直軸(42)の上方に素線通過孔(45)を有しかつフライヤ(40)の下端環部(39)の素線(W1)を通過孔(45)を介して目板(18)に案内する水平素線ガイド部材(46)を有している。
(もっと読む)
チューブラー撚線機
【課題】 小型化が可能でしかも高速回転による線条体の撚り合わせができる撚線性に優れたチューブラー撚線機を提供する。
【解決手段】 本発明のチューブラー撚線機11は、線条体14を繰り出すための複数のサプライリール13を筒型ロータ12の内側に直列に配置し、各サプライリール13に巻回された線条体14をそれぞれ通線ガイド15により筒型ロータ13の内面に沿ったパスラインを経てサプライリール13の直列方向の一端側の撚り合わせ点に導いて、線条体14を撚り合わせるチューブラー撚線機であって、サプライリール13は、その回転軸が筒型ロータ12の中心軸に直交する方向に配置されるとともに、筒型ロータ12の中心軸と同軸回転するように筒型ロータ12の中心軸方向の一方側のみで支持されており、サプライリール13から通線ガイド15によって筒型ロータ12の内面へ向けて線条体14を送り出す角度θが、筒型ロータ12の中心軸に対して60°以上である。
(もっと読む)
ゴム物品補強用金属コード及びそのコードの製造方法
【課題】圧縮剛性を低下させずにゴム浸透度を向上させ、設備費や製造コストも低減させる。
【解決手段】金属フィラメント1の外周に金属フィラメント2、3を螺旋状に巻き付けて束4aを形成し、その束4aを螺旋状にねじりつつ撚ったゴム物品補強用金属コード4である。このコード4は、各フィラメントを単純に撚らず、フィラメントを螺旋状に巻き付けた後に撚りを加えており、フィラメント2、3に対して1撚りピッチの間に撚りによる三次元のS撚り方向の回転とは別に巻き付けによる回転を加え、各フィラメント間に適度な隙間Sを形成し、この隙間によって、ゴムの浸透度が高まる。また、その隙間をフィラメントに波状の癖を付けずに形成し、芯のフィラメント1に撚りによる螺旋の回転を与えたので、1×3の撚り構造のクローズドコードと同等の圧縮剛性を確保できる。フィラメントにフィラメントを螺旋状に巻き付けるだけなので、その設備も安価で、コスト面でも有利である。
(もっと読む)
1 - 6 / 6
[ Back to top ]