
Fターム[3C027WW18]の内容
非金属の切断装置 (1,755) | スリッタータイプ(多数刃) (186) | 切断の種類、用途 (60) | 合成樹脂、弾性体 (30)
Fターム[3C027WW18]に分類される特許
1 - 20 / 30
積層フィルムの裁断方法及び積層フィルム
【課題】簡単な手法でバリの発生や層剥がれを抑制できる積層フィルムの裁断方法及び積層フィルムを提供する。
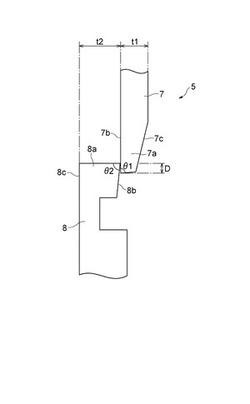
【解決手段】この積層フィルムF1の裁断方法では、下刃8に摺接する刃先7aの刃先角θ1が80°〜90°となる上刃7と、上刃7に摺接する刃先8aの刃先角θ2が80°〜90°となる下刃8とを用い、下刃8に対する上刃7の進入深さDが0.7mm〜1.0mmとなるように上刃7と下刃8とを摺接させる。これにより、積層フィルムF1の裁断面を裁断方向に見たときに、第2の樹脂フィルム23において破断層31からせん断層32に移行する界面38が形成され、バリの発生を抑制できる。また、最外層となる第1の保護フィルム21が厚いせん断層32となるので、上刃7が進入することで生じるフィルムの折れ曲がりが抑制され、層剥がれを抑制できる。
(もっと読む)
フィルムの裁断方法

【課題】るフィルムの裁断方法を提供する。
【解決手段】このフィルムの裁断方法は、連続的に走行されるフィルムを、互いの刃先の一側面を摺接させるようにして回転する上刃31と下刃41との間に挿入し、走行方向に沿ってかつ幅方向に分割するように裁断するもので、上刃31として、その刃先角θ1が30〜80°で、下刃に対向する面の面粗さRzが0.2Z以下を用いると共に、下刃41に対する上刃31の侵入深さDが0.2〜0.5mmとなるように、上刃31と下刃41とを摺接させ、平均厚みが40〜230μmのフィルムを裁断する。
(もっと読む)
フィルム裁断装置及び方法、フィルム製造方法
【課題】フィルムの裁断により生じる切れ粉でフィルムが汚染することを防止する。
【解決手段】裁断装置23により、搬送されているフィルム16を搬送方向に切断する。裁断装置23は、上刃42及び下刃43を有するスリッタ41と、切れ粉を除去する第1除去ユニット55及び第2除去ユニット56とを備える。第1除去ユニット55は、第1エア吹き出し部58のノズル61からエアを吹き出して上刃42の刃先部42bから切れ粉を脱離する。脱離した切れ粉は、上刃42を覆うように設けられた上刃側カバー57から、第1吸引部59のノズル66により吸引される。第2除去ユニット56は、第2エア吹き出し部71のノズル76からエアを吹き出して下刃43から切り粉を脱離する。脱離した切れ粉は、第2吸引部72のノズル81により吸引される。
(もっと読む)
フィルムの裁断方法
【課題】フィルム端面の膨れを抑制して、このフィルムを巻き取って得られるロール端面のハイエッジ量を低減し、製品の歩留まりを向上させることができるフィルムの裁断方法を提供する。
【解決手段】このフィルムの裁断方法は、連続的に走行されるフィルムFを、互いの刃先の一側面を摺接させるようにして回転する上刃31と下刃41との間に挿入し、走行方向に沿ってかつ幅方向に分割するように裁断するものであって、前記上刃31として、前記下刃41に近接する刃先角θ1が80〜90°であるものを用い、前記下刃41として、前記上刃31に近接する刃先角θ2が80〜90°であるものを用いるように構成されている。
(もっと読む)
フイルムスリット装置及びフイルム
【課題】搬送系に設けられたリールのフランジなどにフイルムの側端縁が擦れて、フイルムベースの細片が周囲に散乱することを防ぐ。
【解決手段】
上刃2と下刃3との刃先を噛み合い距離Lでオーバーラップさせる。上刃2を固定した上刃軸を下刃が固定された下刃軸に対して交差させる。原反シートの走行方向の下流側で上刃2を下刃3に摺接させ、上流側には両刃間にクリアランスDを形成する。下刃で支持されている側のフイルムの側端面ではフイルムベースが乳剤層より突出することがなく、フランジなどと擦れてもフイルムベースが削られることがない。
(もっと読む)
磁気テープ及びその製造方法
【課題】薄い非磁性支持体を有する磁気テープをリニアサーペンタイン方式の磁気記録再生システムで記録再生する場合に、フランジ部を有するガイドローラでの高速走行時の磁気テープの直進走行性を改善するとともに、粉落ちの少ない磁気テープを提供する。
【解決手段】4μm以下の厚さを有する非磁性支持体上の一面上に磁性粉末及び結合剤を含有する磁性層を形成した幅広の磁気原反を裁断装置で所定幅に裁断することにより製造される磁気テープであって、磁気テープの裁断面の粗さ曲線における中心線平均粗さ(Ra)を0.08〜0.25μmとする。
(もっと読む)
軟質プラスチックス製包装用緩衝材の減容装置
【課題】 多数の気泡を備えたプラスチックス製緩衝材の減容において、気泡を切断、ある
いは引き裂くことにより、気泡内の空気を確実に排出し、減容の確実性を得ること。
【解決手段】 刃部bを備えた上方ロール14aと下方ロール14bが設けられ
、それぞれの刃部bが一定の間隔βを設けて上下方向に嵌合状態に設けられ、上方ロール
14aの回転速度に対して、下方ロール14bが、低速回転するように制御されてなる減容装
置である。
(もっと読む)
シート材から小片を作製するためのシュレッダ
本発明は、シート材(17)から小片(16)を作製するためのシュレッダに関し、前記シュレッダは、第1の切断ローラ(2)および第2の切断ローラ(3)を備える長手方向切断装置(1)と、長手方向切断装置(1)の後方に配置された横断方向切断装置(4)とを有しており、第1の切断ローラ(2)および第2の切断ローラ(3)は、それぞれ、本発明による特別の輪郭を有する。 (もっと読む)
スリッター装置の回転上刃取り付け構造
【課題】部品点数を少なくして部品構成の単純化を図り、同時に組み立て容易化が実現できる経済的なスリッター装置を提供する。
【解決手段】縦型多列自動包装機のスリッター装置を構成するスリッター上刃セット14は、スリッターホルダ24にゴム等の弾性部材25とスリッター上刃22を嵌め込み、スリッターホルダ24の装着軸に形成された雄ネジ部27とホルダクランプ26の内径に形成された雌ネジ部28を螺動締結させてスリッター上刃22とゴム等の弾性部材25をスリッターホルダ24に止着している。そしてホルダクランプ26には、増し締め作業を行うための穴部29が穿口されており、この穴部29に差し込まれた棒状工具30の最遠端を持って、スリッターホルダ24とホルダクランプ26の螺動増し締め作業を行う。
(もっと読む)
裁断機の回転刃構造
【課題】回転刃間にシート材が詰まることを回避し、回転刃に切り屑が付着するのを防止する。
【解決手段】シートの搬送方向に直交する方向に伸びる回転軸52に複数の丸刃53を設けて構成された回転刃51aと、該第1の回転刃と対向配置されて逆方向に回転する第2の回転刃51bとを有し、夫々の丸刃が相互に摺接することによってシートを裁断する裁断機において、丸刃の摺接される周縁部を露出させた状態で回転刃の夫々を覆う第1及び第2のカバー部材54a,54bを、丸刃の形状に対応する凹部57を有する樹脂製の部材で構成したので、細かい切り屑が飛散した場合であっても、切り屑が丸刃に付着したり、丸刃間に切り屑が回り込むのを防止できる。
(もっと読む)
裁断方法及び装置
【課題】長期間切れ味を良好に維持しながら、しかも回転刃(上刃及び下刃)の研磨までの期間を長くすることができる。
【解決手段】上刃用回転軸40に所定間隔で取り付けられた複数の回転上刃26と、下刃用回転軸34に所定間隔で取り付けられた複数の回転下刃28とにより、磁気テープ原反14を複数本の磁気テープ12に裁断する装置であって、回転上刃26の先端部分と回転下刃28の先端部分とを重なり合うように配置すると共に、該重なり合った互いの先端部分を圧接させた状態で摺動回転する裁断装置において、回転上刃26と回転下刃28の重なり合った互いの先端部分を1kgf以下の圧接力で圧接させる圧接手段46と、上刃用回転軸40と下刃用回転軸34との交差角を調整する交差角調整手段59と、を備えた。
(もっと読む)
裁断装置及び裁断装置における上刃の取り付け方法
【課題】上刃と下刃との間に不均一なクリアランスを生じるのを抑制して切れ味を良好にすると共に、組立て作業性を向上できる。
【解決手段】
シャフト40に複数の回転上刃26を所定間隔で取り付けた回転上刃部と、シャフト40に平行なシャフト34に複数の回転下刃28を所定間隔で取り付けた回転下刃部と、によりシートを裁断する裁断装置16において、回転上刃部は、回転上刃26と、回転上刃26を所定間隔に保持するホルダ44と、の間に皿ばね46を介在させた状態で、皿ねじ48により回転上刃26をホルダ44に固定した複数の上刃ユニット50、50同士を、シャフト40に隙間なく取り付けて成る。
(もっと読む)
テープ製造方法およびテープ製造装置
【課題】スリッティングの際に発生する塵埃を磁気記録テープに再付着させないテープ製造装置を提供する。
【解決手段】複数の上刃12と複数の下刃13とを有するスリッタ2を有し、ウェブWBを下刃13の上に走行させながら、上刃12で下刃13の方向にウェブWBを押すことにより、ウェブWBを複数本のテープTa、Tb、Tcに裁断するテープ製造装置において、ウェブWBを押す際に、複数の上刃12で挟まれたスリット幅空間24またはその周辺にある空気をクリーンエアに置換する置換部3を有する。
(もっと読む)
スリッター装置
【課題】スリット部がレザーカッティング方式とシェアーカッティング方式の兼用が可能で、そのウエブパスを変更せずに、かつシェアーカッティング用下刃間にスペーサーを必要としないスリッター装置の提供。
【解決手段】スリット部30が、巻出し用ガイドロール12と巻取り用ガイドロール22との上部にレザーカッティング用主ロール31と略水平の位置に主ガイドロール34が備えられ、レザー刃35で空中切りするレザーカッティング方式と、図示しないシェアーカッティング用刃で接線切りするシェアーカッティング方式とを兼用するスリッター装置において、レザーカッティング用主ロール31に対し、主ガイドロール34と反対方向で該レザーカッティング用主ロール31と主ガイドロール34の周縁上端を結ぶ延長線下に周縁上端がくる補助ガイドロール36を設けたスリッター装置である。
(もっと読む)
磁気テープの製造方法及び装置
【課題】幅方向のヤング率が6.9GPa以上の支持体を用いて、信頼性の高い磁気テープを製造する磁気テープの製造方法及び装置を提供する。
【解決手段】製造装置10は、上下対に配置される回転上刃26と回転下刃28を備える。磁気テープ原反14は、回転下刃28に圧接された状態で回転上刃26と回転下刃28との間を通過することによって、幅狭の磁気テープ12に裁断される。回転上刃26は、外周面26cの厚み方向の長さTが0.15mm以下に設定される。
(もっと読む)
磁気テープの製造方法及び装置
【課題】幅方向のヤング率が6.9GPa以上の支持体を用いて、信頼性の高い磁気テープを製造することのできる磁気テープの製造方法及び装置を提供する。
【解決手段】製造装置10は、裁断面26aを有する回転上刃26と、裁断面28aを有する回転下刃28を備える。回転上刃26は、その裁断面26aの外周部が面取りされて面取り部26bが形成される。面取り部26bは、外周面26c側の面取り量L1が0.5μm以上に設定され、裁断面26a側の面取り量L2が面取り量L1の10倍以上に設定される。
(もっと読む)
裁断装置および磁気記録テープの製造方法
【課題】裁断物の寸法誤差を最小限に抑えることができる裁断装置およびそれをそれを用いる磁気記録テープの製造方法を提供すること。
【解決手段】回転軸を各々有する一対の薄刃群と厚刃群を有し、幅広帯状物を搬送しながら複数の所定幅の帯状物に裁断する裁断装置において、前記薄刃群を環状円板刃とスペーサとからなる構成とし各薄刃の寸法を適正範囲にする。また、該薄刃群が一体研削処理されたものであることを特徴とする。
(もっと読む)
テープの製造方法およびテープ
【課題】湾曲形状を有するテープにおいて、トラッキングエラーの発生率を低下させるテープの製造方法およびテープを提供することを課題とする。
【解決手段】長手方向に沿って幅方向に湾曲するテープの製造方法であって、上刃32aとこの上刃32aを受け入れる受入部31dを有する下刃31aとの間に、幅広の磁気テープ原反を連続的に通過させることで所定幅の複数本の磁気テープMTに裁断する裁断工程で、磁気テープMTの幅方向両エッジMTa,MTbのうちエッジ長さの短い方のエッジMTa側が、受入部31dに押し込まれて裁断される側になっているようにした。
(もっと読む)
粘着材層を備えたフィルム材の切断方法
【課題】
粘着材層を備えたフィルム材を細幅に切断するに際し、粘着材層を形成する粘着材が基材からはみ出したり、基材の裏面側に付着したりすることなく、高い幅精度で連続的に切断することができ、しかも、切断後に巻き取られるフィルム材の品質に何ら悪影響を及ぼすことがない粘着材層を備えたフィルム材の切断方法を提供する。
【解決手段】
連続的に繰り出される粘着材層を備えたフィルム材20を、受け皿33に満たされた、沸点が50〜130℃、蒸気圧が30〜2kMPaの有機フッ素化液体により、少なくとも切断刃31の粘着材層との接触部位を湿潤させて切断する。
(もっと読む)
平版印刷版材料の断裁方法及び印刷方法
【課題】スリット後も平版印刷版に欠陥がなく、取り扱いが安定で、印刷性能に優れた平版印刷版材料の断裁方法及び印刷方法の提供。
【解決手段】プラスチックフィルム支持体上に少なくとも粒子を含む親水性層を有し、画像形成層を順じ設けてなる平版印刷用原版の断裁方法において、該平版印刷用原版の連続帯状プラスチックフィルム支持体を所定サイズに円盤状上刃1とドラム状下刃2を用いてスリットする際、円盤状上刃1のドラム状下刃2に対する寄せ量が0.3〜2.8kg、且つ、円盤状上刃1の刃先角度が30〜85度、且つ、円盤状上刃1とドラム状下刃2の押し込み量が、0.5〜2.5mmであることを特徴とする平版印刷用原版の断裁方法。
(もっと読む)
1 - 20 / 30
[ Back to top ]