
Fターム[3C029AA26]の内容
工作機械の検出装置 (1,343) | 位置の測定 (537) | 工具刃先位置の測定(工作機械上で) (140) | 回転工具の測定 (75) | 工具径の測定 (18)
Fターム[3C029AA26]に分類される特許
1 - 18 / 18
測定装置
【課題】スピンドルに取り付けられて高い回転数で回転する極小径丸棒若しくは極小径工具の動的振れを測定可能な極めて実用性に秀れた測定装置の提供。
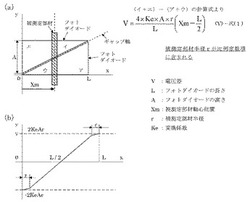
【解決手段】光源と、光源からの光線を被測定部材へ導くレンズ系と、被測定部材を介して光線を受光する複数のフォトダイオードとを備える光学系を有し、フォトダイオードでの受光量をもとに被測定部材の位置若しくは振れ量を測定する測定装置であって、光学系の光軸方向視において、複数のフォトダイオードにして被測定部材の軸心と交差する辺部が全て直線であり、複数のフォトダイオード間には、被測定部材の軸方向に対して傾斜する少なくとも1つのギャップを設け、このギャップの両端部は被測定部材の外形より外方に位置させ、ギャップを形成するフォトダイオードの辺部以外の被測定部材の軸心と交差する辺部がギャップと平行でないように構成する。
(もっと読む)
工具形状測定装置、及び工具形状測定方法

【課題】 加工工具や工具保持機構の寸法を安価且つ簡便な装置構成で測定できる工具形状測定装置を提供する。
【解決手段】 本発明の工具形状測定装置は、中心軸4aの周りに回転可能な加工工具1及び加工工具1を保持する工具保持機構を撮像して撮像画像を得るカメラ5と、撮像画像から加工工具1及び/又は工具保持機構の寸法を示す寸法データを生成する寸法データ生成部13とを具備する。カメラ5は、その光軸5aが前記中心軸4aと垂直に交わるように位置している。寸法データ生成部13には、光軸5aと垂直であり且つ中心軸4aを含むように規定された基準平面Sからカメラ5までの距離である基準距離Lと、撮像画像の上における単位長さと基準平面Sの上の長さとの対応を表す対応データとが設定され、寸法データ生成部13は、撮像画像と、基準距離Lと、対応データとを用いて前記撮像画像の遠近誤差を補正して寸法データを生成する。
(もっと読む)
プリント基板の加工方法、プリント基板の加工装置、およびプログラム
【課題】 工具測定をプリント基板1スタックの加工後毎に行い、プリント基板1スタック加工前後の工具径を比較することで、不良基板の発生枚数を最小限に抑えることができ、加工効率の低下を防止でき、かつ、欠けた工具で加工した不良基板を後工程へ渡すことを防止できる加工方法を提供する。
【解決手段】 工具径測定手段を有する加工装置を用いて、プリント基板と工具とを相対的に移動させることで前記プリント基板を加工する加工方法において、工具径を測定し、前記プリント基板1スタックを加工し、加工後、再び工具径を測定し、前記プリント基板1スタックの加工前の工具径と加工後の工具径との差の絶対値が、予め設定された工具径差許容値よりも大きい場合は、アラームを出し加工動作を停止することで、不良基板の発生枚数を最小限に抑えることができ、加工効率の低下を防止でき、かつ、欠けた工具で加工した不良基板を後工程へ渡すことを防止できる。
(もっと読む)
回転体の回転軸心の運動の軌跡を計測する方法及び計測システム
【課題】 回転体の回転軸心の運動の軌跡を計測する方法を提供する。
【解決手段】 主軸に回転体を取り付けることと、前記回転体の前記回転軸心に垂直な垂直面内に、前記回転体の一部を挟んで対向する3組の発光部及び受光部の組を配置することと、回転体を、前記主軸と一体的に回転させつつエッジ光の光量を測定することと、エッジ光の光量に基づいて、回転体の断面形状と異なる仮想断面形状を求めることと、エッジ光の光量及び仮想断面形状に基づいて、回転体の回転軸心の運動の軌跡を求めることとを備える方法が提供される。
(もっと読む)
工作機械の基準位置検出装置および基準位置検出方法
【課題】より簡易に工作機械の基準位置に含まれる回転軸の軸中心を検出することができる工作機械の基準位置検出装置および基準位置検出方法を提供することを目的とする。
【解決手段】検出域に直交する検出方向がテーブルの回転軸に対して垂直になるようにテーブル12,13に設置された軸中心検出用センサ40と、テーブル12,13を回転軸における複数の位相に位置決めする位置決め手段52と、検出体23を軸中心検出用センサ40に接近させ、軸中心検出用センサ40が検出域44において検出する検出体23の位置情報を取得する位置情報取得手段53と、検出された検出体23の位置情報に基づいて回転軸の軸中心を検出する基準位置検出手段54と、を備える。
(もっと読む)
工具洗浄方法および装置
【課題】工具装置の工具を洗浄し、測定するための方法および装置として、大きいばらつきなしに極めて正確な測定を可能とし、作業プロセスに直接に組み込むことのできる方法および装置を提案する。
【解決手段】測定すべき工具3を超音波により洗浄する。洗浄は、液体5を充填された容器4内で行われ、液体として、例えば水、油溶性および/または脂溶性の媒体を使用する。超音波洗浄のための容器は工作機械内の適宜な位置、すなわち、工具のできるだけ近傍に、加工材の加工工程の妨げとならないように配置する。
(もっと読む)
工作機械の工具長計測装置及び工具径計測装置
【課題】機械の慣性力の影響を受けることなく、また、切削工具の形状に関係なく、高い精度で工具長を迅速に計測可能にする。
【解決手段】工作機械1の主軸に取り付けられた工具5の工具長計測装置において、識別線10を付けた変位可能な接触式センサ9と、工具5を移動して刃先と接触式センサ9の先端との接触により工具を停止させる工具移動機構と、接触式センサを撮影して得られた画像から工具停止時の識別線10の位置変化を検出する画像認識装置4と、予め入力した主軸端面Aから接触式センサ9までの距離L0、工具5を移動して接触式センサと9の接触で停止するまでの距離を工具移動機構により検出した移動距離LS、及び検出した識別線10の位置変化ΔLから、工具長LをL=L0−LS+ΔLにより演算する演算装置6と、を備える。
(もっと読む)
中ぐり工具の切刃調整方法
【課題】切刃の突出量を自動的に調整することができる中ぐり工具の切刃調整方法を提供する。
【解決手段】回転ホルダ44から露出する係合部491を有する調整ピン49を回動することにより、回転ホルダ44の径方向における切刃45の突出量tを調整する中ぐり工具の切刃調整方法。突出量測定センサ51にて切刃45の突出量tを測定する突出量測定工程と、係合部491に調整工具回動体62を係合させ、調整工具回動体62を回動して調整ピン49を回動することにより、切刃45の突出量tを変更させる突出量変更工程とを備える。突出量測定工程にて測定した切刃45の突出量tに基づいて、突出量変更工程における調整工具回動体62の回動量uを定める。
(もっと読む)
工作機械の工具測定装置
【課題】レーザ光線式測定手段により切刃部を検出して工具を測定する場合に、検出ミスをなくし、測定精度の低下を防止する。
【解決手段】工作機械の主軸に装着された工具Tの切刃部Taを、投光器Eから受光器Fに照射されるレーザ光に接近させ、切刃部がレーザ光を遮る際に受光器により検出されるレーザ光の受光量が所定のしきい値以下となった時点における工作機械の座標の原点に対する主軸の座標値を検出して工具長または工具径を測定する工作機械の工具測定装置において、レーザ光の径を可変とする。投光器のケーシング31に設けたシャッタピストン43に移動方向に沿って異なる径の複数の貫通孔44a,44bを形成し、各貫通孔がレーザ光と整列される各位置でシャッタピストンを停止してレーザ光の径を切り換えるようにしてもよい。あるいは、可変絞り機構によりレーザ光の径を連続的に変化させてもよい。
(もっと読む)
工作機械の工具測定装置
【課題】回転中の工具の工具径を高い精度で、しかも短かいサイクルタイムで測定する。
【解決手段】工作機械のベッド上に投光器11とそれから照射されるレーザ光Lを受光する受光器12を設け、外周部に切刃部Taが設けられて回転される工具Tをレーザ光に対し両側から接近させて同レーザ光を横切るように移動させ、レーザ光が遮断されたときの工具の位置により工具径Dを測定する。工具が何れの側からレーザ光に接近した場合でも、レーザ光が常に切刃部のすくい面Tb側から切刃部に入射されるように構成する。そのためには投光器から照射されるレーザ光を直角プリズム13により2回反射させて、互いに平行で照射の向きが逆になる第1部分Laと第2部分Lbに分け、工具Tは第1部分には常に一側から接近させ、第2部分には常に反対側から接近させるようにするのがよい。
(もっと読む)
センサの調整方法及びセンサの調整構造
【課題】点光源を有する投光部と受光部の光軸上の基準位置に挿入された検出体に点光源から発散光を投影して拡大された影を受光部で検出して検出体の幅を測定するセンサの基準位置から投光部及び受光部までの間隔を容易に調整することができるようにしたセンサの調整構造を提供する。
【解決手段】点光源から発散光を投光する投光部22と発散光を受光する受光幅を有する受光部23とを備え、投光部と受光部の光軸L上の基準位置Sに挿入された検出体3に発散光を投影してその拡大された影を受光部で検出して検出体の幅を測定するセンサの投光部と受光部とを同一の支持部材21上に固定し、該支持部材のみをハウジング12の支持部材取付面12c’上で水平に移動させて基準位置に対して所定の遮光倍率となるような投光部と受光部の位置及び光軸の中心位置を位置決めして固定手段によりハウジングに固定する。
(もっと読む)
切断方法
【課題】複数のブレードのそれぞれの径のバラツキを少なくし、良好な切断を行うことができる切断方法を提供すること。
【解決手段】本発明にかかる切断方法の一態様は、回転軸105に固定された複数のブレード101により同時にスティック103を切断する切断方法であって、複数のブレード101のうちの1つを第1のブレード101aとし、その他を第2のブレード101b、第3のブレード101cとし、光電センサ110で測定した第1のブレード101aの径の値を基準ブレード径とし、接触センサ111で測定した第1のブレード101aの径、第2のブレード101bの径の値をそれぞれ第1のブレードのブレード径、第2のブレードのブレード径とし、基準ブレード径、第1のブレードのブレード径及び第2のブレードのブレード径に基づいて、第1のブレード101aと第2のブレード101bのうち少なくともいずれか一方のブレードの径を調整する。
(もっと読む)
回転体の断面のプロフィールを得るための方法
【課題】 回転体の断面プロフィールを、簡易かつ正確に取得する。
【解決手段】 回転体の回転軸であるZ軸に直交するY軸方向のレーザ光線を照射し、当該レーザ光線の照射方向を、当該Y軸に平行であり且つ当該レーザ光線が、当該回転体によって遮断される状態から遮断されない状態に、及び、遮断されない状態から遮断される状態に、回転体との関係で、当該Z、Y軸の双方に直交するX軸方向に、相対的に平行移動させ、遮断される状態と、遮断されない状態の境界状態の、レーザ光線の、X軸における基準点からのX軸方向における変位値を得る工程を、当該レーザ光線の照射方向を、Z軸方向に所定値だけずらしながら反復することによって、回転体の断面のプロフィールを得るための方法。
(もっと読む)
ドリル刃の動振れ測定方法
【課題】 チャッキングされたドリル刃が高速に回転している場合であってもチャッキング状態の如何によらずその動振れ幅を光学的にしかも確実に検出することのできるドリル刃の動振れ測定方法を提供する。
【解決手段】 複数の受光セルを一方向に所定のピッチで配列したラインセンサと、このラインセンサの複数の受光セルに向けて単色光を投光する光源と、軸方向を受光セルの配列方向と略直角にして単色発散光の光路に位置付けられて回転すると共に、軸方向に移動するドリル刃の径を、ラインセンサの出力を解析して求める演算部を具備し、演算部は、ドリル刃をその軸方向に移動させながら回転させたとき、ドリル刃のエッジがラインセンサの受光面を変位する最大変位幅の計測値からドリル刃がラインセンサを遮光する最大遮光幅の計測値を引いてドリル刃の動振れ幅を求める。
(もっと読む)
測定方法及び装置、並びにその装置を有した工作機械及びワークの加工方法
【課題】NC工作機械の主軸先端に装着された工具の刃先位置を高精度に測定する。
【解決手段】NC工作機械の主軸14に装着された工具Tの刃先位置の測定方法において、工作機械の機械座標系の基準位置に対する主軸14の端面の中心のX、Y、Z軸方向の関係寸法を測定し、主軸14の端面の中心に対する主軸14に装着された工具Tの刃先位置のX、Y、Z軸方向の関係寸法を測定し、機械座標系の基準位置に対する主軸14の端面の中心の関係寸法と、主軸14の基準位置に対する工具Tの刃先位置の関係寸法とから、機械座標系の基準位置に対する主軸14に装着された工具Tの刃先位置の関係寸法を演算して求める。
(もっと読む)
工具の測定方法および測定装置
【課題】 ドリル等の工具を自動で能率良く正確に測定することができる測定装置を提供する。
【解決手段】 測定装置10は、工具1を回転させる工具回転機構17と、接触式ゲージ70と、制御装置100を有している。接触式ゲージ70が第1の測定位置P1に配置された状態において、接触子82が工具1の第1の刃部に接したときの第1の半径値Aと、接触子82が第2の刃部1bに接したときの第2の半径値Bをそれぞれ接触式ゲージ70によって検出する。制御装置100は、これら2種類の半径値A,Bの和により、第1の測定位置P1での工具径D1を求める。第2の測定位置P2においても第1の半径値Aと第2の半径値Bを検出し、これら2種類の半径値A,Bの和により、第2の測定位置P2での工具径D2を求める。こうして求めた工具径D1,D2と、測定位置P1,P2間の距離Qに基いて工具1のテーパ量を計算する。
(もっと読む)
研削盤に於ける研削砥石の径測定に関連する方法並びに、該方法を実施するための研削盤、及び、該研削盤に使用されるレーザ光位置確認具
【課題】研削砥石の径を測定するためのレーザ光BL1、BL2の位置を比較的手間少なく正確に確認し、これにより研削砥石の径を能率的且つ正確に測定する。
【解決手段】砥石回転軸に固定される径大基準円盤24と径小基準円盤25とを形成し、前記径大基準円盤24が砥石回転軸に固定された状態の下でそれぞれの前記レーザ光BL1、BL2を遮断するときの該径大基準円盤24の回転中心O1のx軸方向上の座標値と、径小基準円盤25が砥石回転軸に固定された状態の下でそれぞれの前記レーザ光BL1、BL2を遮断するときの該径小基準円盤25の回転中心O2のx軸方向上の座標値とを算出させ、これら座標値に基づいて前記レーザ光BL1、BL2のそれぞれの位置を算出し、該位置に基づいて、砥石回転軸に固定された研削砥石の径を算出する。
(もっと読む)
鋸刃を調整および監視するためのデバイスおよび方法
【課題】複数の電子部品を分離するための、改善されたデバイスおよび改善された方法を提供する。
【解決手段】担体上に取り付けた複数の電子部品を分離するためのデバイスは、実質的に円形な刃先(11)を持つ回転可能な鋸刃(2)、この実質的に円形な刃先(11)を検出するための少なくとも一つのセンサ(12)、そして媒質のディスペンサ(7、8、10)からなり、センサ(12)およびディスペンサ(7、8、10)が共有キャリア(6)上に組み付けられており、共有キャリア(6)がガイド(5)に沿って鋸刃(2)に対して変位可能である。また、担体上に取り付けた複数の電子部品を分離するための方法も提案している。
(もっと読む)
1 - 18 / 18
[ Back to top ]