
Fターム[3C034BB02]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸、主軸台の構造 (348) | 軸自体の構造 (120)
Fターム[3C034BB02]の下位に属するFターム
駆動源と一体のもの (71)
中空軸で内面を軸受されるもの (1)
Fターム[3C034BB02]に分類される特許
1 - 20 / 48
スピンドルユニット
オービタルサンダ
【課題】 木材や金属等の被研磨材の研磨を行なうオービタルサンダで、ベースで発生した振動がモータを通じハウジングに伝わり、作業者へ振動を与えることを低減する。
【解決手段】
モータ4の回転軸4Aを覆うように円筒形の弾性体10を設置し、モータ4の駆動力が弾性体10を介してファン5へと伝えるように構成した。ファン5の下側には偏心軸5Aが形成され、偏心軸5Aに軸受6Bを介してベース7が保持される。モータ4が回転すると偏心軸5Aの作用によってベース7がオービタル駆動され、縦横に細かく振動する。回転軸4Aを覆うように弾性体10があることで、ベース7からハウジング3に伝わる振動を低減することができ、作業効率を向上できる。
(もっと読む)
研磨装置

【課題】極めて簡易な構成で回転研磨体を回転軸に対して共回り状態に設けることができ、しかも、回転研磨体の交換作業が容易にできる研磨装置を提供することを目的とする。
【解決手段】回転軸1に回り止め部3を設け、この回り止め部3と回り止め嵌合する回り止め嵌合部4を備え、回転研磨体2の端部に回り止め嵌合部4と回り止め嵌合する研磨体側嵌合部5を設け、回転軸1に、回転研磨体2と回り止め嵌合部4とを設け、回り止め部3と嵌合し回転軸1に対して回り止めされた回り止め嵌合部4と回転研磨体2の端部に設けた研磨体側嵌合部5とを嵌合して、回転研磨体2を回転軸1に対して回り止めするように構成し、回転軸1の先端部に回転研磨体2が回転軸1からの脱離を防止する抜け止め体6を着脱自在に設けて、回転研磨体2を交換自在に設けた研磨装置。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
ツール軸の回転仮止め機構およびツールヘッドの組み立て方法
【課題】 ツールヘッド構造を組み立てる際にスピンドルが回転するので、軸受の固定やツールの固定作業に手間を要する。
【解決手段】 ツール軸の回転仮止め機構は、係止ピン4、スピンドル3の窪み穴3a、円筒状ハウジング2の貫通穴2aおよび塞ぎ蓋5で構成され、係止ピン4先端が前記スピンドルの窪み穴と前記円筒状ハウジングの貫通穴に亘って係止され、前記塞ぎ蓋5で係止ピン頭頂部が押さえられるので、スピンドルに嵌め込まれたベアリング軸受6,10をベアリング押さえ6d,10dで固定する作業、ツール7を具備するツールフランジをスピンドルに嵌め込み固定する作業の際、スピンドル3が回転するのが防止される。
(もっと読む)
研削ホイール
【課題】 簡単な構成で研削砥石に圧電振動子が生成する超音波振動を充分伝達可能な研削ホイールを提供することである。
【解決手段】 研削装置のスピンドル先端に固定されたホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着される中央部に開口を有するマウント基台と、第1面及び該第1面と反対側の第2面を有し、複数の研削砥石が該第2面の外周部に固着された円板状基台と、該マウント基台の外周部及び該円板状基台の外周部を連結する環状側壁と、該円板状基台の該第1面の中央部に配設された圧電振動子と、を具備したことを特徴とする。
(もっと読む)
工作機械およびその工具ホルダ
【課題】工具回転軸端から供給したクーラントを砥石外周面から噴出させて、装置内のどの位置においてもクーラントを用いた研削加工を可能にする。
【解決手段】回転軸の内部を貫通する流路が形成される工具回転軸2と、工具回転軸の流路と連続する流路を供える工具ホルダ3と、工具ホルダ3の流路は装着される砥石内周面4aに通じており、装着された砥石4は内周面4aから外周面4bに向かって連通する空孔を供える構成で、前記工具回転軸2の一端からクーラントLを注入して、工具ホルダ3を経由し、次いで、砥石4の内周面4aから外周面4bに向かい、最終的に外周面4bから放出される構造の工作機械で、工具である砥石4からクーラントLが噴出されるので、砥石4が到達できる機械内の範囲であればどの位置でも研削加工が可能となる。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
研削盤の回転軸構造
【課題】低コストな構造とする。砥石の回転軸への取付不良を回避する。砥石を大きさに関係なく自動交換できるようにする。
【解決手段】回転軸本体4は内部に第1中空部41を先端に開口するように有している。第1中空部41内には、螺進・螺退可能な螺子部材5が収容されている。回転軸本体4の周壁には、連通孔42が第1中空部41に連通するように形成されている。第1中空部41内の螺子部材5より回転軸本体4基端側には、ボール部材6が収容されている。ボール部材6は、回転軸本体4を取付孔71に嵌挿した状態で、螺子部材5の螺進動作に連動して連通孔42から回転軸本体4の外部に突出して砥石2の取付孔71内周面に圧接することで砥石2を回転軸本体4に取り付け、螺子部材5の螺退動作に連動して連通孔42から第1中空部41内へ没入して砥石2の取付孔71内周面から離れることで砥石2の回転軸本体4への取付状態を解除する。
(もっと読む)
鋼片研削方法および鋼片研削装置の制御装置
【課題】スイング式の鋼片研削装置において45度研削を行う場合、鋼片の被研削面全体を均一に研削する。
【解決手段】スラブSの平面Ssの研削加工に際して、斜角制御手段124により研削砥石16が砥石斜角45度に位置させられる場合に、当接位置制御手段126により平面Ssに対して研削砥石16が当接させられると、研削砥石16が平面Ssに接する位置によっては平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じたり接する位置によってその傾きが異なる可能性があることに対して、揺動角度補正手段128によりスラブ厚みTと砥石径Dとに基づいて平面Ssに対して研削砥石16の回転軸心Cgが平行になるように第3軸心C3まわりの研削砥石16の揺動角度が補正されるので、平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じ難くなり、研削砥石16とスラブSとの当たり方が一定に保たれ易くなる。
(もっと読む)
シリンダボアの研削加工装置
【課題】研削工具の構造や加工時の制御の複雑化を抑制しつつ、シリンダボアの内周面を任意の非真円形状に成形可能なシリンダボアの研削加工装置を提供する。
【解決手段】移動制御部39は、所定の経路に従って研削工具29を移動させ、回転制御部38は、研削工具29を回転させ、温度制御部41は、研削工具29へ流入する前の研削液の温度を、所定の経路における研削工具29の位置に対応して予め設定された目標温度に近づけるように制御し、研削作用面部56がシリンダボア43の内周面43aと接触することにより、シリンダボア43の内周面43aを研削する。
(もっと読む)
回転力伝達機構及び研削装置
【課題】駆動モータの回転力を円滑にチャックテーブルに伝達すること。
【解決手段】回転軸心が異なって配置され、駆動モータMから回転力を受ける発動軸71と、チャックテーブル41に設けられる受動軸72と、発動軸71と受動軸72とを脱着自在に連結する連結機構73とを備える。連結機構73は、発動軸71の先端に連続して形成された固定プレート731と、固定プレート731上にX軸方向にスライド可能に配設された可動プレート732と、可動プレート732上にX軸方向に直角に交わるY軸方向にスライド可能に配設された連結プレート733と、連結プレート733に対向し受動軸72の先端に連続して形成された被連結プレート734と、連結プレート733又は被連結プレート734の少なくとも一方をZ軸方向に可動させて互いを脱着させる脱着部735とを有する。
(もっと読む)
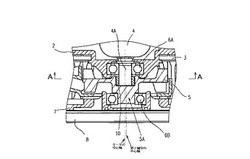
スピンドルユニット
【課題】 主軸の高速回転化を図ることができるスピンドルユニットを提供する。
【解決手段】 工具4が取り付けられる主軸6と、主軸6を回転自在に支持するためのハウジング8と、を備えたスピンドルユニット2である。主軸6は、ハウジング8に複数の軸受28を介して回転自在に支持される軸支持部16と、軸支持部16から延びる軸前部18と、を有している。軸前部18の先端部には工具4が取り付けられ、軸前部18の先端側の所定部位には、その基端側54よりも大径の拡径部56が設けられている。このように構成することにより、主軸6の1次危険速度を低下させることができ、主軸6の高速回転化を図ることができる。
(もっと読む)
研削装置及び研削方法
【課題】超半球凹面を簡易に形成するための研削装置及び研削方法を提供すること。
【解決手段】揺動機構57が研削砥石部10を開口OPよりも内側に配置された揺動中心PCのまわりに回転させるので、被研削物WPにおいて半球凹面以上に深い超半球凹面SSの加工が容易になる。つまり、研削砥石部10の揺動中心PCは、凹の球面の曲率中心に対応するので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研削加工できることを意味する。
(もっと読む)
研磨装置及び研磨方法
【課題】超半球凹面を簡易に研磨するための研磨装置及び研磨方法を提供すること。
【解決手段】揺動機構57が研磨皿部10を開口OPよりも内側すなわち−Z側に配置された揺動中心PCのまわりに揺動させるので、被研磨物WPにおいて半球凹面以上に深い超半球凹面SSの研磨が容易になる。つまり、研磨皿部10の揺動中心PCは、凹の球面の曲率中心に対応させるものであるので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研磨できることを意味する。
(もっと読む)
センタレス研削盤
【課題】高速回転する砥石車11から高精度研削制御に必要とする情報を外部に容易に伝達可能として、外部からセンタレス研削盤10に対して高精度研削の制御を可能とする。
【解決手段】調整車12と、この調整車12と互いの外周面を対向して配置された砥石車11と、を備えたセンタレス研削盤10において、砥石車11には、砥石車11の状態を検出する検出センサ27,28と、検出センサ27,28から得る砥石車情報を電磁誘導により外部に伝達する情報伝達コイル23と、を具備する一方、砥石車側筐体に、情報伝達コイル23から電磁誘導により砥石車情報が伝達される情報被伝達コイル25を設ける。
(もっと読む)
切削加工装置
【課題】加工ツールの切削性を長期に亘って良好に維持することができ、寿命を向上させることができるとともに、加工ツールを加工ヘッドから取り外すことなくドレッシングすることができる切削加工装置を提供する。
【解決手段】ワークWを載置する載置面を有したテーブル1と、テーブル1の幅方向をX軸、当該テーブルの長さ方向をY軸及び当該テーブルの載置面に対して垂直方向をZ軸としてワークWに対して3次元的に相対移動可能な加工ヘッド2と、加工ヘッド2に取り付けられて回転軸L2周りに回転することによりワークWに対して切削加工可能とされるとともに、先端3aが半球状に形成された加工ツール3とを具備した切削加工装置において、加工ツール3の先端3aを電解加工することにより当該先端3aの半球状を一定に維持するドレッシング手段10をテーブル1上の所定領域に配設して成るものである。
(もっと読む)
超音波加工装置
【課題】加工工具をホーン先端に取り付けて片支持した超音波加工装置において、超音波振動子の縦振動と加工工具の半径方向の伸び振動とをきれいな共振状態とすることが可能な超音波加工装置の提供。
【解決手段】中空の本体スリーブ2aを有し、軸線C周りに回転駆動されるスピンドル2と、本体スリーブ2a内の軸線C上に配置される超音波振動子3と、本体スリーブ2aに固定され、超音波振動子3と同軸上に連接される支持ホーン4と、この支持ホーン4との間に軸線C周りに回転させる加工工具5を挟持する固定ホーン6とを有し、支持ホーン4の超音波振動子3が連接される端面4fから固定ホーン6の先端面6cまでの長さが、超音波振動子3により励起される超音波振動の波長λであり、加工工具5の中心が固定ホーン6の先端面6cから超音波振動子3側に1/4・λの位置であることを特徴とする。
(もっと読む)
1 - 20 / 48
[ Back to top ]