
Fターム[3C036AA22]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324) | 傾斜穴の加工 (16)
Fターム[3C036AA22]に分類される特許
1 - 16 / 16
深穴加工方法
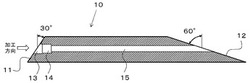
【課題】ワークの外部および内部における貫通穴に発生するバリの除去工程が不要となるドリルを用いた深穴加工方法を提供する。
【解決手段】加工開始面11および加工完了面12が傾斜面または曲面である被加工部材10に対して、先端角が180°である第1のドリルを用いて加工開始面11を加工する第1の工程と、第1の工程後に第1のドリルの全長よりも長く、かつ先端角が180°である第2のドリルを用いて第1の送り速度で深穴加工する第2の工程とを含む深穴加工方法とする。また、第2の工程後に第1の送り速度よりも遅い第2の送り速度にて加工穴を加工完了面12まで貫通させる第3の工程を追加することもできる。さらに、第3の工程における第2の送り速度を第2のドリルの径で除した値が、0.005〜0.06の範囲とすることもできる。
(もっと読む)
工作機械

【課題】被加工物の曲面に対して、高精度に加工を行うことができる工作機械を提供する。
【解決手段】平坦な平面Waと湾曲した曲面Wbとを有するワークWを、平面Waが水平に配置された状態で固定して、曲面Wbに対して孔開け加工を行う工作機械であって、曲面Wbに対して孔開け加工を行う工具T1を回転可能に装着する下加工ヘッド25と、下加工ヘッド25を工具T1の軸方向に移動させる下サドル24と、平面Waに対して、曲面Wbの曲率に応じて設定された傾斜角度αで傾いて設けられ、下サドル24を傾斜角度αの傾斜方向に移動可能に支持する下クロスレール23とを備える。
(もっと読む)
ドリル及びそれを用いた穴加工方法
【課題】切り屑のカールを制御することで分断性を高め、切り屑を小さくカールさせることで切り屑の排出性を大幅に向上させることができるドリルを提供する。
【解決手段】2枚の切れ刃を有するドリルであって、前記ドリルは、先端角が170°〜190°であり、溝幅が75°〜85°の範囲であり、第一溝底曲線は凹曲線でなり、第一溝底曲線の最大窪み位置とドリルの軸線Oの間隔は直径の0.35倍〜0.70倍とし、第一溝底曲線の最大窪み量は直径の0.03倍〜0.07倍の範囲であり、第二溝底曲線は凹曲線でなり、第二溝底曲線の最大窪み位置とドリルの軸線Oの間隔は心厚の1.5倍〜2.5倍とし、第二溝底曲線の最大窪み量は前記ドリル直径の0倍を超え0.04倍未満となる範囲であり、且つ第二溝底曲線の最大窪み量は第一溝底曲線の最大窪み量に対し小さく設定したことを特徴とするドリルである。
(もっと読む)
調節可能なポケットホール装置
本発明のポケットホール装置(10)では、平板(14)が ベース(12)に対して直線状(22)に往復運動する。アンビル(16)がベース(12)に対して固定され、工作物(2)をポケットホール(4)に関して所望される角度で傾斜した頂部面(102)に保持する。ドリルビット(30)を備えたドリルスピンドル(18)が、平板(14)に対して固定される。工作物(2)がアンビル(16)に設置された後、平板が移動されてポケットホールをあける。任意選択で、平板(14)が最初に事前穿孔位置(28)に移動される場合、アンビル(16)の反対側の第2スピンドル(20)が、ポケットホール(4)を事前穿孔する。スピンドル(18)は、ラッチ機構(44)によって使用可能または使用不可にされる。スピンドル(18)が、平板(14)に摺動式に設置されたレール(40)に設置されることで、レール(40)が直交(42)するように摺動することが可能になり、これによりポケットホール(4)の間隔を調節する。 (もっと読む)
樹脂製管路の孔開け方法及びこの方法に使用する連通孔穿孔具と下孔穿孔具
【課題】本管に支管が傾斜して接合された配管に対して、本管と支管との連通孔を正確かつ作業効率よく穿孔可能とする樹脂製配管の孔開け方法及び穿孔具を提供する。
【解決手段】本管100の外面に、該本管100の軸線に対して所定の傾斜角をもって支管101を接合し、支管101内から本管100に孔を開ける樹脂製配管の孔開け方法であって、本管100に支管100内から下孔100bを穿孔した後に支管101に回転駆動機2を案内するガイド溝を有する連通孔用支持部33を支管101に装着し、回転駆動機2にホルソー31を連結してホルソー31のガイド軸34を下孔100bに挿入し、回転駆動機2を駆動してホルソー31を回転させると共に、回転駆動機2をガイド溝により案内させつつ本管100方向へ押圧してホルソー31により本管100の壁部に連通孔100aを形成することを特徴とする。
(もっと読む)
穴加工方法、加工プログラム、加工プログラム生成プログラム、加工装置およびプレス金型
【課題】新たな治具や制御軸の追加を必要とすることなく、ワークの傾斜面に穴を加工することができる穴加工方法を提供する。
【解決手段】ワークWを載置するテーブルとスピンドルヘッドとが三次元方向へ相対移動可能に構成された加工装置を用いて、ワークWの傾斜面に穴を加工する穴加工方法。センタ穴あけ工具によって、傾斜面の穴2の加工位置Pよりも傾斜面上方位置からスピンドルヘッドの軸線と平行にセンタ穴1を加工するセンタ穴加工ステップと、穴あけドリル35によって、センタ穴1をガイドとしてワークWを削り込みながら、穴あけドリル35の先端が穴2の略中心軸線3に達するまで削り込んだのち、穴あけドリル35を穴の中心軸線に一致するまで傾ける穴あけドリル姿勢設定ステップと、穴あけドリルを設定された姿勢のまま、穴あけドリルの軸方向へ進退させて穴を加工する穴加工ステップとを備える。
(もっと読む)
傾斜微細孔加工方法
【課題】比較的硬質の素材からなるワークに所定角度傾斜した微細孔を設けるための傾斜微細孔加工方法について、微細孔をより大きな傾斜角でより深く穿設可能としながら、その形状精度及び位置精度を高いレベルで達成できるようにする。
【解決手段】ワーク1表面への垂直線に対し所定角度傾斜した切削予定線Xに、ドリル回転軸線を一致させて所定の送りピッチで送りながら微細孔を穿設する傾斜微細孔加工方法において、ドリル径dと略同サイズの内径を有しドリル先端部を保持して回転軸線の遠心方向への遊動を規制するガイド孔10aを、エンドミル2を用いて中心軸線が切削予定線Xに一致するようにワーク1表面から略円柱状に切削して設け、次いでガイド孔10aにドリル30a先端部を挿入しドリル切削工程を開始するものとして、穴開け加工のアプローチ工程でガイド10a孔によりドリルの切削位置・切削方向をガイドして切削予定線Xに一致させるものとした。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熟練を要せずに、リムレスフレームのための穴角度等を適切に設定し、穴加工を適切に行える眼鏡レンズ加工装置を提供することを技術課題とする。
【解決手段】 被加工レンズを保持するレンズチャック軸と、レンズチャック軸に保持された被加工レンズ表面にリムレスフレームを取り付けるための穴を穴加工具により加工する穴加工手段と、を備える眼鏡レンズ加工装置において、
穴位置データを入力する穴データ入力手段と、リムレスフレームが取り付けられていたデモレンズの表面カーブに関するカーブデータを入力するカーブデータ入力手段と、前記カーブデータ及び穴位置データに基づいて前記レンズチャック軸に保持された被加工レンズの表面に穴加工する穴角度を演算する穴角度演算手段と、演算された穴角度に基づいて前記穴加工手段を制御する穴加工制御手段と、を備えることを特徴とする。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズの屈折面の傾斜角に基づいて設定された穴角度に対する修正加工を適切に行える眼鏡レンズ加工装置を提供する。
【解決手段】 眼鏡レンズを保持するレンズ保持手段と、眼鏡レンズにリムレスフレームを取り付けるための穴等を加工する穴加工具と、穴位置でのレンズ屈折面の傾斜角を測定又は入力する手段と、レンズ屈折面の傾斜角に基づいて所定の基準軸に対する穴角度を演算する穴角度演算手段とを備え、前記穴角度演算手段による穴角度に基づいて穴加工具をレンズに対して相対的に移動して穴加工する眼鏡レンズ加工装置において、前記穴角度演算手段による穴角度を修正した穴角度を入力する修正角度入力手段を備え、該修正された穴角度に基づいて穴加工する。
(もっと読む)
穴の加工方法
【課題】穴加工をするためのドリルの昇降方向と加工対象物の加工面とが垂直状態でなく傾斜していたり加工面が曲面状態の場合であっても、穴の加工工程の短縮及びドリルの位置決め精度の安定化が図れる穴の加工方法の提供。
【解決手段】ボールエンドミル12を加工対象物11の加工面11A上の所定位置に位置決めして回転駆動しながら下降させた後、上昇させ、加工面11Aにドリル13を案内できる深さまで下穴14を加工し、ドリル13を案内する上端部の筒状の案内溝14Aと、これに続く断面が円弧状の溝14Bとを形成する。その後、ドリル13を下穴14上に位置決めして回転駆動しつつ所定の送り速度で下降させると、ドリル13の先端が下穴14の案内溝14Aによって位置決め案内された状態となるから、更に下降するドリル13によって穴16を高精度で加工できる。
(もっと読む)
眼鏡レンズ加工装置
【課題】 作業者の熟練度に拘わらず容易に良好な穴あけ加工を行うことができる眼鏡レンズ加工装置を提供する。
【解決手段】 眼鏡レンズの周縁を加工する眼鏡レンズ加工装置において、被加工レンズを保持するレンズ回転軸と、被加工レンズに穴をあけるための穴あけ工具を回転する穴あけ工具回転軸と、前記レンズ回転軸に対する前記穴あけ工具回転軸の傾斜角を変更する傾斜角変更手段と、を備え、被加工レンズのフライス加工も行える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 装置を複雑化させたり大型化させたりすることなく、レンズ後面側からの座繰り穴加工を可能にする。
【解決手段】 レンズ保持軸に保持されたレンズに対して片面側から穴を加工する穴加工具を持つ穴加工手段と、玉型データ及び穴位置データを入力するデータ入力手段と、2つのレンズ保持軸でレンズを保持させるためにそれぞれに取り付けられる保持部材であって、レンズの屈折面を前後逆に保持させるために各レンズ保持軸に取り替え可能な保持部材と、レンズ後面から穴加工を行う後面加工モードを指定する手段と、後面加工モードが指定されたときに穴位置データを左右反転し、反転した穴位置データに基づいて前記穴加工手段を制御してレンズ後面から座繰り穴の加工を行う穴加工制御手段とを備える。
(もっと読む)
切削工具及びインサート
【課題】 工具本体先端部外周に備えられた切刃の工具本体径方向外側への突出量を、端面角度を変動させることなく精度良くしかも簡単に調整できる切削工具及びこの切削工具に使用されるインサートを提供する。
【解決手段】 工具本体11の先端面に軸線を中心とした装着孔16が軸線Oに沿って穿設され、装着孔16に軸状の穴加工工具71が装着されるとともに、工具本体11の先端側外周に切刃が配置された切削工具10であって、工具本体11の先端側には取付軸部15が具備され、取付軸部15には、装着孔16が貫通されているとともに、軸線Oに垂直な断面において、取付軸部15の外周面は、その中心が軸線Oに対して偏芯した円形とされており、取付軸部15の外周には、前記外周面に摺接する断面円形の内周面を有するリング部材31が前記中心回りに回転自在かつ任意の回転位置で固定可能に装着され、リング部材31に切刃が設けられたことを特徴とする。
(もっと読む)
眼鏡レンズ加工装置
【課題】 2次元座標系で指定された穴位置等を矛盾無く3次元のレンズ屈折面上に配置し、適切な加工が行えるようにする。
【解決手段】 眼鏡レンズにリムレスフレームを取り付けるための取り付け穴を加工するための穴加工工具と、穴加工工具をレンズ屈折面に相対的に移動して穴加工する穴加工機構と、を備える眼鏡レンズ加工装置において、眼鏡レンズに加工される穴位置データを入力する手段と、眼鏡レンズの玉型形状データを入力する手段と、穴加工される眼鏡レンズの屈折面形状を測定する測定手段と、測定された屈折面形状に基づいて入力された穴位置データをレンズ屈折面のカーブに沿った寸法の穴位置データに補正する穴位置演算手段と、補正された穴位置データに基づいて穴加工機構の動作を制御して穴加工させる穴加工制御手段と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 穴開け工具の折れにより、不良レンズが連続して発生することを防止する。
【解決手段】 眼鏡レンズにリムレスフレームを取り付けるための穴を穴開け工具によって加工する穴開け機構をもつ眼鏡レンズ加工装置は、穴開け工具の折れの有無を検知する検知手段を備える。検知手段は、穴開け工具の先端に接触させる接触子を穴開け工具の先端に相対的に接触させる移動手段と、接触子の動きを電気的に検知する検知器とを備え、検知器を穴開け工具が配置された加工室外に配置したことを特徴とする。
(もっと読む)
レンズにドリル作業する装置及びその方法
レンズを保持するシステムによって保持されたレンズにドリルで穴開けするためのレンズにドリルで作業する装置であって、土台と、旋回式ドリル支持アームを備え、前記旋回式ドリル支持アームは、ドリルが作業領域から離れている引っ込んだ位置から、レンズ表面の法線に適切な角度で、レンズに作業するための伸ばした位置まで旋回することを特徴とする。ドリルモータが旋回式ドリル支持アームに取り付けられ、ドリルモータから離れ、旋回式ドリル支持アームに取り付けられたドリルを駆動する。ドリルは、伸ばした位置でドリル作業を行なう間、同じ状態を保っている。好ましい態様においては、ドリル機は、レンズ切削機にボルト付けされたモジュール式ユニットであり、ドリル作業能力を備えたパターンのない切削機の技術の無駄のない合理化されたものである。 (もっと読む)
1 - 16 / 16
[ Back to top ]