
Fターム[3C039AA31]の内容
Fターム[3C039AA31]の下位に属するFターム
V形又はL形エッジを持つ刃物による剪断 (1)
特定目的、用途を持つ板状体の剪断 (30)
刃物が板状体表面に垂直に移動 (38)
刃物が曲面内で移動するもの (1)
Fターム[3C039AA31]に分類される特許
1 - 6 / 6
アモルファス鉄心製造方法及び製造装置
【課題】
アモルファス鉄心製造工程のひとつであるアモルファスシート材の切断工程において、切断回数や重ね合わせ枚数が増えることによって切断刃である上刃と下刃が摩耗して切断に支障をきたしていた。
従来は、摩耗した上刃と下刃を取外し、研磨した後、再び上刃と下刃を取り付けていたが、研磨した量によって切断刃の厚みが薄くなり、上刃と下刃のクリアランスが広くなっていった。このクリアランスを修正すべくスペーサを入れるなどして適正なクリアランス量に調整する必要があり、調整作業に多くの時間を要していた。
【解決手段】
本発明は、切断装置において、上刃と上刃を固定する上刃固定板と、下刃と下刃を固定する下刃固定板とを有し、上刃は上刃固定板に外側よりボルトで締め付け固定し、下刃は下刃固定板に上刃の取り付け方向と逆方向に外側よりボルトで締め付け固定して取り付けることを特徴とする。
(もっと読む)
テーラードブランク材の製造方法

【課題】突き合わせて接合する二枚のブランク材同士の隙間を溶接線方向にわたり均一化し、溶接線が曲線状の場合であっても溶接精度・品質を確保できるテーラードブランク材の製造方法を提供する。
【解決手段】切端材S1,S2分の切り代を見込んである二枚のブランク材P11,P12を予め用意し、溶接時における突き合わせ部位の両側で切端材S1,S2分の切り代だけ互いにオーバーラップするように重ね合わせた状態で上記突き合わせ部位に相当する部分を切断線8としてブランク材P11,P12を同時に切断する。切端材S1,S2を除いた切断後のそれぞれの板材P1,P2の切断線8に相当する切り口3,4同士を突き合わせて、当該突き合わせ部位を溶接線としてレーザ溶接を施す。
(もっと読む)
塗装鋼板のせん断加工方法
【課題】塗装鋼板にせん断加工を施す際、被加工板が比較的厚い塗膜を有する塗装鋼板であってもエナメルヘアの発生を抑制したせん断加工方法を提供する。
【解決手段】ダイ上に載置した塗装鋼板にパンチを押込んでせん断加工を行う際に、先端にコーナーRが付された予備パンチを押付けてせん断部位の塗膜厚を薄くした後にせん断用パンチを押込む。
材料の内側をせん断加工する場合には、前記予備パンチ及びせん断用パンチとして先端の平面部に凹部が形成されるものを用いる。
(もっと読む)
スイング式加工装置
【課題】簡素な構成でありながらも正確な転動軌跡を実現でき、そのため精度の高い加工を行うことが可能なスイング式加工装置を提供する。
【解決手段】ベース1側に支持された下型22と、可動体3に取り付けられると共に円弧状加工面を備えた上型21とを有し、下型22に対して上型21を転動運動させることで被加工体の加工を行なうスイング式加工装置である。可動体3の両端側にそれぞれガイド溝7、7を設ける一方、ベース1側に支持された一対のガイドピン6、6を上記各ガイド溝7、7に嵌入する。各ガイド溝7は、上型21が転動運動したときに上記ガイドピン6が可動体3に対して相対移動する移動軌跡に沿って形成する。
(もっと読む)
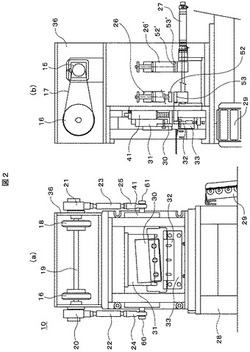
切断装置
本発明は、上部ナイフの第一の切断ブレード(2)および下部ナイフの第二の切断ブレード(3)、並びに少なくとも二の回転可能に駆動可能なカムシャフト(10,11)を有する駆動装置を有する切断装置(1)であって、前記カムシャフトが連結要素(8,9)により少なくとも第一の切断ブレードと接続されており、その際、連結要素(8,9)のうち少なくとも一が、長さ可変で調節可能であるよう形成されている切断装置に関する。 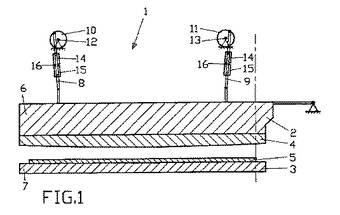 (もっと読む)
(もっと読む)
耐割れ特性に優れた高強度鋼薄板の加工方法及び切断加工用切断刃
【課題】590MPa以上の引張強度を有する薄鋼板に、打ち抜き加工や切断加工を行った加工端部の耐割れ特性を改善する加工方法、高強度薄鋼板およびそれで構成される部品を提供する。
【解決手段】590MPa以上の引張強度を有する薄鋼板を打ち抜き加工又は切断加工行う際に、刃元から刃先端部方向にかけて刃元の曲率半径又は幅より0.01〜3.0mm連続的に減少し、その高さが前記薄鋼板の板厚の1/2以上100mm以下である段差部を有する切断刃を用いて打ち抜きまたは切断加工を行うことを特徴とする耐割れ特性に優れた高強度鋼薄板の加工方法。この加工方法によれば、加工された打ち抜き加工又は切断加工の加工端面における残留応力が、500MPa以下の引張応力、又は圧縮の残留応力である高強度鋼薄板を得ることができる。
(もっと読む)
1 - 6 / 6
[ Back to top ]