
Fターム[3C039AA35]の内容
Fターム[3C039AA35]の下位に属するFターム
Fターム[3C039AA35]に分類される特許
1 - 11 / 11
揺動式剪断装置
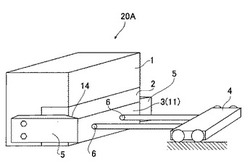
【課題】剪断刃を剪断装置本体に連結するクランプシリンダーロッドの折損を的確に防止することができる揺動式剪断装置を提供する。
【解決手段】剪断刃3(上剪断刃11)の鋼板進行方向8の前後の端部にそれぞれ隣接した位置に、剪断刃3(上剪断刃11)の鋼板進行前後方向への振れを防止するための振れ止め部材5が設けられている。
(もっと読む)
塗装鋼板のせん断加工方法

【課題】塗装鋼板にせん断加工を施す際、被加工板が比較的厚い塗膜を有する塗装鋼板であってもエナメルヘアの発生を抑制したせん断加工方法を提供する。
【解決手段】ダイ上に載置した塗装鋼板にパンチを押込んでせん断加工を行う際に、先端にコーナーRが付された予備パンチを押付けてせん断部位の塗膜厚を薄くした後にせん断用パンチを押込む。
材料の内側をせん断加工する場合には、前記予備パンチ及びせん断用パンチとして先端の平面部に凹部が形成されるものを用いる。
(もっと読む)
テーラードブランクの製造方法およびテーラードブランク用鋼板
【課題】生産管理が容易で良好な溶接品質が得られる、テーラードブランクの製造方法およびテーラードブランク用鋼板を提供する。
【解決手段】クリアランスが15%以上25%以下の金型で切断した端面を有する2枚の鋼板の前記端面を突き合わせ溶接して一体化したテーラードブランクの製造方法。2枚の鋼板の前記端面のせん断面比率が、いずれも25%以上である。
(もっと読む)
熱延鋼板切断方法及び熱延鋼板切断装置
【課題】固定刃と刃先にレーキ角が設けられた可動刃とによってこれらの間に配置された熱延鋼板を切断する際に、切断された熱延鋼板の切断面の形状を良好なものにすることができる熱延鋼板切断方法及び熱延鋼板切断装置を提供すること。
【解決手段】可動刃11を上下動させることによって熱延鋼板3を切断する。続いて、固定刃15に対する可動刃11のクリアランスが狭まるように可動刃11及び/又は固定刃15を移動させる。続いて、可動刃11を上下動させることによって先ほど切断された熱延鋼板3の端部3bの一部を再度切断する。これによって、再度の切断時に熱延鋼板3に作用する切断反力による熱延鋼板3の変形量を小さくすることができ、その結果、熱延鋼板3の切断面3cの凹みを小さくして切断面3cの形状を良好なものとすることが可能となる。
(もっと読む)
せん断端面の耐食性に優れるフェライト系ステンレス鋼板のせん断方法
【課題】耐食性処理を行わず大気環境中で使用されるフェライト系ステンレス鋼板のせん断端面の耐食性を向上させるせん断加工方法を提供する。
【解決手段】C:0.02%以下、Si:0.05〜0.8%、Mn:0.05〜1.0%、P:0.04%以下、Al:0.1%以下、Cr:20〜24%、Cu:0.3〜0.8%、Ni:0.05〜6.0%およびN:0.02%以下を含み、かつS:0.001〜0.1%を含有し、フェライト相の平均結晶粒径を5μm以上25μm以下とし、かつ鋼中に0.05μm以上〜1μm以下の粒径のMnSを1cm2当たり50〜400個存在させるフェライト系ステンレス鋼板のせん断加工時のクリアランスを12%以下とする。
(ここで、クリアランス(%)=(x/d)×100、x:刃と台の隙間(mm)、d:鋼板の厚み(mm))
(もっと読む)
厚鋼板の剪断方法及び剪断設備
【課題】厚鋼板の剪断方法および装置を提供する。
【解決手段】厚鋼板の剪断予定位置を深さ2mmまで表層焼入れして、硬化させた後、剪断刃を当て剪断を行う。表層焼入れ装置とマーキング装置とマーキング位置検出装置と搬送装置と剪断機を具備した厚鋼板の剪断設備であって、前記表層焼入れ装置は厚鋼板の剪断予定位置に表層焼入れを施し、前記マーキング装置は表層焼入れされた前記剪断予定位置にマーキングを施し、前記マーキング位置検出装置はマーキングが施された前記剪断予定位置を検出し、前記搬送設備は前記マーキング位置検出装置からの検出信号をもとに前記厚鋼板の剪断予定位置を前記剪断機の剪断位置まで搬送する。
(もっと読む)
帯状ワークの突合せ接合装置に用いる切断装置
【課題】 ピッチの異なるパイロット孔を夫々形成した数種類の帯状ワークに対応することができ、各帯状ワークを正確且つ容易に切断できると共に、取扱性や作業性、経済性等に優れた切断装置を提供する。
【解決手段】 パイロット孔Waを形成した帯状ワークWを切断して突合せ用溶接する帯状ワークWの突合せ接合装置に用いる切断装置1に於いて、切断装置1は、挿入穴9aを形成した雌型本体9と、雌型本体9の挿入穴9a内周縁部に着脱自在に取り付けた角柱形状の左右の切断下刃10と、挿入穴9a内に上下動自在に挿入れ、左右の切断下刃10との協働作用により帯状ワークWを切断する左右の切断上刃11aを備えた雄型11とから成り、各切断下刃10は、長手方向の四個所の稜線部が全て切断刃10aに形成されていると共に、各切断刃10aが左右の切断上刃11aに対向できるようにその向きを変えて雌型本体9に着脱自在に取り付けられる構成とする。
(もっと読む)
ギロチン式クロップシャー用交換上刃
【課題】ギロチン式クロップシャーの上刃およびその製造方法を提供する。
【解決手段】
刃幅方向に屈折点を挟んで、連続する二つの直刃の、刃元側の直刃のレーキ角を刃先側の直刃のレーキ角より大きくする。
(もっと読む)
フープ材カッター
【課題】フープ材カッターの製造コストを削減する。
【解決手段】一対のフープ材カッターを対向配置させ、その相互間を拡縮可能に構成して成り、前記一対のフープ材カッター相互間にフープ材を供給して該フープ材の両側端部を一対のフープ材カッターそれぞれにて別々に切断する。
(もっと読む)
厚鋼板の剪断割れ防止方法
【課題】厚鋼板の剪断割れ防止方法を提供する。
【解決手段】厚鋼板のスラブ製造時の水素レードル値、或いは水素レードル値から予測される圧延終了時の鋼板水素濃度CH0を元に、剪断時の水素濃度CHを計算により求め、CHが鋼板の材質毎に定められる許容値Climit以上の場合は剪断後、切断後の端部から、剪断機の上刃2と下刃3のクリアランス量d1以上を切断除去する。剪断機として、その上刃が、剪断方向に、その間に切欠部を有する2段で構成され、上刃の上段側と切欠部は、厚鋼板を切断後の端部を更に、少なくとも下刃と上刃の下段側とのクリアランス量に等しい長さで切断できるように設けられているものを用いたり、厚鋼板搬送方向に配置した複数の剪断機を用いる。
(もっと読む)
厚板を偏心駆動機構により横方向切断するためのシャー
本発明は、偏心駆動機構(8)を用いてローリング切断運動を行い、かつカッタ担持体1内に保持された上側カッタ(3)と、シャーフレーム(2)内に固定されて設けられた下側カッタ(4)とを備えた、特に鋼の厚板を横方向に切断するためのシャーであって、この場合、上側カッタ担持体(1)が、枢着するように支承された案内要素(5)により、シャーに取付けられているシャーフレーム(2)のスタンド(6)と可動に連結しており、所定の鋼板の縦方向寸法を周期的に送り込むための装置が、特に少なくとも一つの駆動ユニットの形でシャーに所属している様式のシャーに関する。シャーの安定性とそれに関連して切断の品質は、シャーが、各々上側トラバース(7)と下側トラバース(7‘)により閉鎖されて形成されたシャーフレーム(2)の、側方のスタンド(6,6’)の間に設けられており、このシャーフレームの上側領域内には、上側カッタ(3)の偏心駆動機構(8,8‘)が不動に固定され、そしてこのシャーフレームの下側領域内には、下側カッタテーブル(9)がスタンド(6,6‘)間で不動に固定され、
ならびに下側駆動ローラ(12,12’)の支承部(10,10‘)と駆動機構(11)が設けられていることにより改善される。 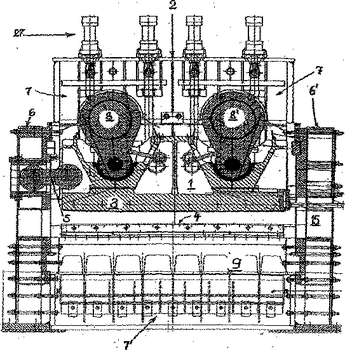 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]