
Fターム[3C043BA08]の内容
Fターム[3C043BA08]に分類される特許
1 - 20 / 34
貫通電極付きセラミック基板の研削方法
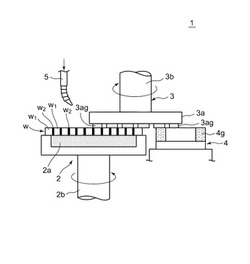
【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
硬質基板の研削方法

【課題】 硬質基板を損傷させることなく研削可能な硬質基板の研削方法を提供することである。
【解決手段】 硬質基板の研削方法であって、チャックテーブルの保持面で硬質基板を保持する保持工程と、研削送り手段を作動して該チャックテーブルに保持された硬質基板の上面より研削砥石の研削面が僅かに下になる様に研削手段を位置づける研削手段位置付け工程と、該研削ホイールを回転させるとともに位置付け手段を作動して該チャックテーブルを回転させながら該チャックテーブルを研削位置まで移動する移動工程と、該研削送り手段を作動して所定の研削送り速度で該チャックテーブルに保持された硬質基板を研削する研削工程と、硬質基板が所望の厚みに達した際研削を終了する研削終了検出工程と、を具備したことを特徴とする。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
ガラスの製造方法
【課題】本発明は、従来と比較して表面における傷の発生を抑制したガラスの製造方法を提供する。
【解決手段】ガラス基板の表面を研磨処理する研磨工程と、前記研磨処理されたガラス基板をウェットエッチングするエッチング工程と、を含んでなるガラスの製造方法において、前記研磨工程は、平均砥粒径(又はD50)が0.05〜2.0μmである研磨砥粒を用い、硬度(ショアA硬度)が30〜80の研磨パッドにより0.02〜15kPaの研磨圧で研磨処理するガラスの製造方法。
(もっと読む)
リチウムタンタレートの加工方法
【課題】 加工品質の悪化や加工不良、ウエーハの破損を抑制可能なリチウムタンタレートの加工方法を提供することである。
【解決手段】 リチウムタンタレートを研削又は研磨するリチウムタンタレートの加工方法であって、リチウムタンタレートをチャックテーブルで保持する保持ステップと、該チャックテーブルで保持されたリチウムタンタレートを加工手段で研削又は研磨する加工ステップとを備え、該加工ステップでは、低温の加工水をリチウムタンタレートと該加工手段へ供給しつつ、研削又は研磨を実施する。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型仕上げ研削砥石10g,10gでそのブロックの四隅R面および四側面を仕上げ研削加工する面取り加工して表面平滑度の優れた角柱状インゴットブロックを製造する複合面取り加工装置1。
(もっと読む)
硬質基板の研削方法および研削装置
【課題】サファイア基板や炭化珪素基板等の硬質基板であっても研削砥石による所謂食いつきを良好にして滑りを防止することにより破損させることなく所定の厚みに形成することができる硬質基板の研削方法および研削装置を提供する。
【解決手段】硬質基板の被加工面を研削して所定の厚みに形成する硬質基板の研削方法であって、硬質基板の被加工面に傷を付けて梨地面に形成する梨地加工工程と、梨地加工工程が実施された硬質基板の被加工面をダイヤモンド砥粒を主成分として構成された研削砥石によって研削し、所定の厚みに研削する研削工程とを含む。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
被加工物の研削方法
【課題】研削トラブルを発生することなくモース硬度9以上の被加工物を研削可能な研削方法を提供する。
【解決手段】被加工物を保持するチャックテーブルと、被加工物を研削する研削砥石を有する研削ホイールと、スピンドル及び該スピンドルを回転駆動するモータとを含む研削手段と、研削送り手段とを備えた研削装置を用いて、モース硬度9以上の被加工物の破砕層を研削して除去する被加工物の研削方法であって、該チャックテーブルで被加工物を吸引保持する保持工程と、該研削手段を研削送りして該チャックテーブルで保持された被加工物の破砕層を研削するとともに、研削中の該モータの負荷電流値を計測する研削・負荷電流値計測工程と、研削中の該モータの負荷電流値が規定負荷電流値に達したか否かを判定する負荷電流値判定工程と、該モータの負荷電流値が該規定負荷電流値に達した際に研削送りを停止する研削送り停止工程と、を具備したことを特徴とする。
(もっと読む)
半導体装置の製造方法
【課題】近年では、サポート部材に半導体ウエハを固定した状態でバック・グラインディング工程等を行うことが検討されている。しかし、使用するキャリアや、このキャリアに半導体ウエハを固定するために使用する接着剤層には、厚さのバラつきが生じている。そのため、このようなキャリアに接着剤を介して半導体ウエハを固定し、バック・グラインディング工程を行うと、薄く加工された半導体ウエハの平坦度が低下する
【解決手段】本願発明は、ウエハの表面にサポート部材を張り合わせた状態(ウエハ・サポート部材複合体)で、ウエハの表面を研削して薄膜化するに際して、あらかじめ、ウエハと張り合わされたサポート部材の裏面を研摩又は研削することにより、ウエハ・サポート部材複合体を平坦化するものである。
(もっと読む)
両頭平面加工装置
【課題】搬送路に加工する被加工物を直列に配置し、搬送路を挟んで対向配置した一対の砥石を回転させ、被加工物を研削する加工装置は、上記搬送路は砥石間に一列しか配置できなかった。
【解決手段】間隙を形成して対向配置し同方向に回転する円盤状の一対の砥石2と、前記間隙内に前記一対の砥石2の対向方向と直交する方向に複数段配置し、前記間隙内において被加工物6を直線的に通過させる搬送路3,4と、前記被加工物6を前記間隙内に搬入する搬入ローラ7と、を設けたことを特徴とする両頭平面加工装置1とする。
(もっと読む)
傾斜角調整装置及びワーク装着装置
【課題】微少角度の調整を高精度で容易にできると共に、調整後の装置全体の剛性を十分に確保することができるようにする。
【解決手段】ワーク装着面4を有するワーク装着体24と、このワーク装着体24を回転自在に支持する回転体7とを備え、回転体7はその軸心に対して傾斜する傾斜角調整面8を有し、ワーク装着体24はワーク装着面4の反対側にワーク装着面4に対して傾斜し且つ回転体7の傾斜角調整面8に面接触する傾斜角調整面9とを有し、回転体7に傾斜角調整面8,9に対して略垂直にワーク装着体24側へと突出してワーク装着体24を相対回転自在に支持する傾斜角調整軸36を設け、回転体7とワーク装着体24とを傾斜角調整軸36廻りに回転調整可能に結合する結合手段14を備え、回転体7とワーク装着体24とを傾斜角調整面8,9に沿って傾斜角調整軸36廻りに相対回転させてワーク装着面4の傾斜角を調整する。
(もっと読む)
傾斜角調整装置及びワーク装着装置
【課題】微少角度の調整を高精度で容易にできると共に、調整後の装置全体の剛性を十分に確保することが可能であり、操作性、精度性及び剛性に優れたものとする。
【解決手段】ワーク装着面を有するワーク装着体と、このワーク装着体を回転自在に支持する回転体とを備え、この回転体はその軸心に対して傾斜する傾斜角調整面を有し、ワーク装着体はワーク装着面の反対側にこのワーク装着面に対して傾斜し且つ回転体の傾斜角調整面に面接触する傾斜角調整面を有し、回転体の軸心上の球面中心廻りに両傾斜角調整面に沿ってワーク装着体と回転体とを回転調整可能に結合する球面結合手段を設け、両傾斜角調整面に沿って球面中心廻りに回転体とワーク装着体とを相対回転させてワーク装着面の傾斜角を調整する。
(もっと読む)
液晶表示装置用カラーフィルタの研磨装置
【課題】研磨プレートを加圧しながら偏心回転と揺動させガラス基板上を移動させる研磨装置にて、偏荷重によって研磨量に差をもたらすことのない液晶表示装置用カラーフィルタの研磨装置を提供する。
【解決手段】1)研磨プレート12上の長辺両端部上に加圧印可機構K3、K7が、長辺両端部下に逆圧印可機構K11、K15が長辺方向に複数対が設けられ、2)研磨プレート上には加速度センサー11が設けられ、3)a)研磨プレートを移動させる方向の加速度を加速度センサーによって検出し、b)加速度により発生する偏荷重Hに応じて、加圧印可機構及び逆圧印可機構を作動させ偏荷重の影響を防ぎながら研磨する研磨装置。
(もっと読む)
研磨装置
【課題】研磨部材表面の平面度を向上させることが可能な研磨装置を提供する。
【解決手段】研磨装置は、保持機構に保持された研磨部材の表面を研削して当該表面の平面度を修正する研削ユニット50を備え、この研削ユニット50は、研磨部材の表面を部分的に研削可能なドレスヘッド部110と、研磨部材の表面形状を測定する測定部90と、ドレスヘッド部110を研磨部材の表面と略平行な水平方向に移動させる水平移動機構60と、測定部90により測定された表面形状に応じてドレスヘッド部110を移動させるように水平移動機構60の作動を制御する制御部とを有して構成される。
(もっと読む)
載置台の製造方法
【課題】基板を高速処理可能な基板搬送処理装置を提供する。
【解決手段】基板7が載置される載置台40は、板状本体41と、板状本体41の裏面に形成された凹部45とを有している。載置台40は、凹部45が形成される前に比べて軽量になっているから、高速移動させる場合でも、モーターの負担が少なく、ランニングコストが安い。板状本体41はグラナイトで構成されているから、研磨により載置面46を平滑にすることができる。載置面46は、支持軸25で実際に支持された状態で研磨されるから平面になり、基板7の位置決め精度が高い。
(もっと読む)
セラミックス多孔質体及びその研磨加工方法
【課題】表面が平滑で高精度な研磨面であるセラミックス多孔質体およびその製造方法の提供。
【解決手段】多数の粒子で構成されるセラミックス多孔質体の表面を、固定砥粒からなる砥石を用いて研磨するセラミックス多孔質体の研磨加工方法に関し、セラミックス多孔質体の形状が円筒状である場合、(幅広の)ベルト式の砥石6を取り付けたゴム製の回転軸a(2)と、ゴム製の回転軸b(3)と、を平行に配置し、それら回転軸aと回転軸bとの間に、支持部c(図示せず)で下面を支持してセラミックス多孔質体7を通し、回転軸a、回転軸bを回転させながら、セラミックス多孔質体を送り出して(A)その表面を研磨する。また、多孔質体の形状が平面及び曲面を含む場合、ラップ盤を使用し、研磨砥粒を固定した砥石を取り付けて、その砥石にセラミックス多孔質体を押し当てつつ、テーブルを回転させて、セラミックス多孔質体の表面を研磨する。
(もっと読む)
研磨装置用の研磨工具および研磨方法
【課題】内径部を有する円板状の研磨材を備えた研磨工具でガラス基板を研磨後、研磨材の内周の摩耗量が極端に小さかったり、大きかったりすることがあり、研磨材の表面を修正加工する必要が生じ、またガラス基板を目的形状に研磨できない場合がある。
【解決手段】中心に内径穴15cが形成された円板状の研磨材15dを工具保持円盤15bの片面側に固定し、工具保持円盤15bを研磨装置により回転させて研磨材15dに当接する被研磨部材の表面を研磨する研磨装置用の研磨工具において、円板状の研磨材15dは、前記内径穴15cの内径に対する外径の比である内外径比を10%以上、20%以下とした。
(もっと読む)
基板の薄厚平坦化加工装置
【課題】基板研削加工時、割れやクラック発生の機会が稀な基板の薄厚平坦化加工装置の提供。
【解決手段】インデックス型回転ポーラスセラミック製ロータリーチャックテーブル上に載置された基板表面に平面粗研削装置100の回転/直動可能な砥石軸に軸承されたカップホイール型砥石14を摺擦させて粗研削加工した後、ついで、粗研削加工基板表面に仕上加工装置200の回転/直動可能なツール軸に軸承された仕上加工ツールを摺擦させて基板表面を仕上加工する薄厚平坦化加工装置であって基板表面加工時の砥石軸およびツール軸の基板への切り込みが、回転/直動アクチュエータの駆動により行われる。
(もっと読む)
放熱基板の製造方法および放熱基板
【課題】放熱性を向上し、デバイスを形成でき、基板の厚みの制御性を向上できる、放熱基板の製造方法および放熱基板を提供する。
【解決手段】本発明の放熱基板10bの製造方法は、以下の工程を備えている。まず、0.4μm以上300μm以下の深さと、5μm2以上の面積とを有する凹部11a1が形成された第1の主面11aと、第1の主面11aと反対側の第2の主面11bとを含むとともに、ダイヤモンドを含まない材料よりなる基板11が準備される。そして、気相法により第1の主面11a上に、凹部11a1の深さ以上の厚みのダイヤモンド層13が成長される。そして、凹部11a1の内部に位置するダイヤモンド層13の凸部13a1を研磨のストッパとして用いて、第2の主面11bが研磨される。
(もっと読む)
1 - 20 / 34
[ Back to top ]