
Fターム[3C045DA08]の内容
Fターム[3C045DA08]に分類される特許
1 - 12 / 12
穴内面の加工方法とこれに用いる加工具
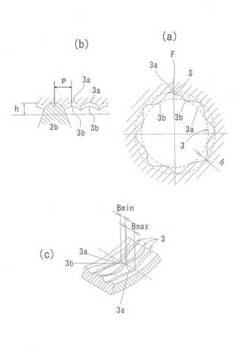
【課題】穴内面の回転加工具による中ぐり加工上、加工具を巧みに利用して穴の周方向および長手方向双方に滑らかに繰り返す油保持および耐摩耗性に有利な微細な凹凸を簡単かつ安価に形成する。
【解決手段】摺動する部材を受ける穴1の内面を加工具2が回転しながら穴1の長手方向に進み切削することで、穴1の内面を加工する穴1の内面の加工方法であって、加工具2の回転により穴1内面の周方向に発生する切削深さの増減変化が、複数あり、かつ、加工具2の1回転による加工始点Sと加工終点Bとで穴1内面の周方向にずれるように規制して加工を行い、上記の課題を解決する。
(もっと読む)
ねじ旋削方法、およびその方法に用いるねじ旋削制御装置

【課題】通常の工具を用いて下準備を必要とすることなく短時間の内に容易に種々のリード角を有するねじ溝の旋削加工を行うことが可能なねじ旋削方法を提供する。
【解決手段】複合加工旋盤1は、NC装置によって、支持台3、スライド台8、昇降台9、主軸台10、心押台11、および交換アーム7等の動作を制御するようになっている。そして、主軸台10および心押台11によってZ軸周りに回転させたワークWに、工具台4に保持された切削工具5を押し当てながら、支持台3をZ軸方向へ移動させ、ワークWに対して切削工具5を相対移動させることによって、ワークWにねじ溝を旋削することができるようになっている。また、ねじ溝の旋削の際には、ねじ溝のリード角に応じて、切削工具5を工具主軸周りに回転割出しさせることができるようになっている。
(もっと読む)
センタレス研削用調整車の製造方法、調整車、円錐ころの製作方法
【課題】 加工設備の低減を図ることができ、且つ、ねじのリード、ねじ底面の幅、角度等に応じた種々な調整車を容易に且つ能率良く加工することができ、所望の加工精度を得ることができるセンタレス研削用調整車の製造方法、調整車、円錐ころの製作方法を提供する。
【解決手段】 センタレス研削用の調整車1であって、螺旋状に続く案内用のねじ溝2を外周に有し、このねじ溝2の各周の底面2aが円錐形状部を成し、円錐形状部間に鍔部3を有し、調整車軸芯L1回りに回転駆動されて円錐形状ワークをねじ溝2の底面2aに転接させる調整車1を製造する方法である。ねじ溝2の底面2aを仕上げ加工する仕上げ過程において、数値制御式の旋盤4により、ねじ溝2の底面2aの一部の軸方向幅を有する切刃を有する切削工具5を用いて、ねじ溝2の底面2aを軸方向の一部ずつ順次仕上げ加工する。
(もっと読む)
粗面加工方法及び粗面加工装置
【課題】突部を除去した後の破断面の高さを均一化して、その後の溶射皮膜を形成する際の溶射量の無駄を抑える。
【解決手段】円形の穴5の内面に対し切削工具11を用いて螺旋状の溝である谷部19を形成する螺旋溝形成工程と、切削工具11での螺旋溝形成により発生する山部29の先端を、破断工具13を用いて螺旋状の溝に沿って相対移動させることで破断して除去する突部破断工程と、を有する。
(もっと読む)
加工装置
【課題】設備コストを抑え、製造時の手間を省くことができる加工装置を提供する。
【解決手段】インサートチップ3Bにより、軸部材Wにねじ軸Sの外周Sbの切削加工を行うと共に、インサートチップ3Aにより、軸部材Wにねじ溝Saの切削加工を行うので、従来技術のように前加工でフランジ等を加工したり、外径を仕上げ加工する必要がなく、設備コストを抑えることができ、ねじ軸Sの製造の手間を省くことができる。
(もっと読む)
ロール表面加工方法および装置
【課題】より少ないデータ量でロールの表面に微細な凹凸のパターンを加工できるロール表面加工方法および装置を提供する。
【解決手段】バイト36に対するロールWの割出(C軸) 及びロールWの軸方向(Z軸) 位置の位置決めを行うことにより、ロールWの表面対するバイト35の加工開始位置を設定し、リード角に応じたC−Z軸補間を行うこうことにより、ロールWを予め設定された速度で回転させながら同時にバイト36とロールWを予め設定された速度でロールWの軸方向へ相対的に移動させ、バイト36によりロールWの表面に溝を加工する。
(もっと読む)
精密ロール旋盤
【課題】ロールの表面に、三角ピラミッドのような立体形状パターンを高精度に加工できるようにする精密ロール旋盤を提供する。
【解決手段】刃物台33は、ロールに螺旋溝を切削するために、バイト36の刃先のすくい面が螺旋溝の方向と直角になるようにバイトを旋回させるバイト旋回軸(A軸)を設ける。
(もっと読む)
装飾板の製造方法および製造装置
【課題】平面楕円形状の挽き目模様を形成する際に、放射状に均一な光沢の外観にすることができる装飾用溝の製造方法を提供すること。
【課題手段】被加工物の表面を切削することにより、渦巻き状でかつ平面略楕円形状の装飾用溝7が形成された装飾部を備えた装飾板の製造方法である。装飾板を回転させ、その装飾部の外周部または内周部に、装飾用溝切削用のバイト22Aを当て、このバイト22Aを装飾板の1回転に伴って装飾板の回転半径方向に往復運動させながら、徐々に装飾部の内周部側または外周部側に移動し、前記平面略楕円形状の装飾用溝7を渦巻き状に形成する。バイト22Aは、刃先の正面形状が三角形とされるとともに、その刃先における外周側の逃げ角を、バイト22Aの進行方向とそのバイト22Aで形成される略楕円状の装飾用溝の接線方向との最大ずれ角分だけ少なくとも増加させたバイトを用いる。
(もっと読む)
ナットの製造方法、ボールねじ
【課題】転動体が転動するための転動溝を有するナットを、必要な寿命を備えつつ、短時間で製造する。
【解決手段】ナット2の内周面に螺旋状に形成されるボール転動溝2aを、ボール3との接触面となる部分2Aの表面粗さがそれ以外の部分の表面粗さよりも小さくなるように切削加工を施して仕上げる。
(もっと読む)
長尺部材の端部加工方法およびその装置
【課題】 加工精度を維持したまま生産性の向上を図る。
【解決手段】 切削すべきねじ部よりも中央部寄りの、油井管Pの一方端近傍を所定の間隔を存して配置されたフロントチャック12aとリアチャック12bによって芯出し保持する。その後、この芯出し保持した油井管Pの他方部を、この油井管Pの両側に配置される上下2個で対をなすサポートローラ13a〜13dを、それぞれ回転する油井管Pに対して一体として個別に接離移動させて追従させながら、前記ねじ部の切削加工を行う。
【効果】 長尺の油井管の継手用ねじ加工が、高速で、しかも高精度に行えるようになる。
(もっと読む)
ねじ切り加工装置
【課題】不完全ねじ部の長さを短縮でき、主軸回転数を上げてねじ切り加工の総加工時間を短縮することができるねじ切り加工装置を提供する。
【解決手段】
数値制御旋盤10は主軸20と、主軸モータ230と、主軸20に対して相対移動自在な刃物台340と、主軸20と平行な軸方向に刃物台340を駆動するZ軸送りモータ320と、主軸20と垂直な軸方向に刃物台340を起動するX軸送りモータ350とを備える。数値制御旋盤10は主軸20に保持されたワークWに対して刃物台340を相対移動させ、加工工具400によりワークWに有効ねじ部と不完全ねじ部を有するねじを形成し得る。NC装置100は不完全ねじ部を加工する場合の主軸回転数を有効ねじ部を加工する場合の主軸回転数よりも小さくなるように主軸モータ230を制御し、Z軸送りモータ320と、主軸モータ230を同期補間して制御する。
(もっと読む)
相互に方向付けられたねじ切り要素を備える円筒状構成部品およびその製造方法
本発明による方法では、円筒状構成部品(10)の両端部でそれぞれ連続するねじ切り要素を機械加工した後に、第2の方位ゲージが第2のねじ切り要素にねじ込まれて、ゲージ上のマーク(4)が構成部品上に描かれた方位マーク(11)と位置合わせされるか否かをチェックし、第1の要素が機械加工された後に、第1の方位ゲージが、このゲージに設けられたマークと軸方向位置合わせした後者にねじ込まれる。もしそうでなければ、第2の要素の機械加工が、それに対応して変化するパラメータを使って繰り返される。掘削や炭化水素井戸の動作に適用。 (もっと読む)
1 - 12 / 12
[ Back to top ]