
Fターム[3C045HA05]の内容
旋削加工 (1,671) | その他の構成部、補助具 (147) | 検出、測定、設定装置 (75)
Fターム[3C045HA05]の下位に属するFターム
刃先位置を測定、設定するもの (19)
工作物の位置を測定、設定するもの (13)
Fターム[3C045HA05]に分類される特許
1 - 20 / 43
ワーク加工システム
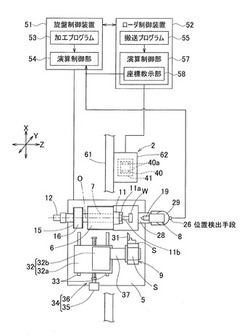
【課題】 搬出するワークの長さを、専用の計測時間を要することなく、加工サイクルの中で簡単な構成で個々に実測できて、種々異なる長さの加工済みワークをローダにより確実に搬出することができ、かつワークの違いに対する煩雑な教示が不要なワーク加工システムを提供する。
【解決手段】 旋盤1は主軸7およびテイルストック8を有する。ローダ2は、加工済みワークWの中間部を把持するチャック40が設けられたローダヘッド41を有し、旋盤1から加工済みワークWを搬出する。ワークWを主軸7の把持位置まで押し込んだときの心押軸19の位置を検出する位置検出手段26を設ける。ローダ制御装置52は、加工済みワークWを搬出するときに、位置検出手段26の検出値に基づいて定められた主軸軸心方向の位置にローダヘッド41が位置するようにローダ2の動作を制御する。
(もっと読む)
バイト切削装置

【課題】被加工物を保持する保持テーブルを有するバイト切削装置において、切削屑の厚みまで含んだ高さを保持テーブルの保持面の高さ位置と誤検出することを防ぐ。
【解決手段】バイト切削装置10の保持テーブル40は、保持部44の外周側が保持面より低く形成された切削屑落とし込み部43を有する枠体42と、切削屑落とし込み部43に配設され保持面45と同じ高さ位置の基準面を有する基準ピン46とを備え、保持テーブル40で保持された被加工物の上面高さ位置を検出するとともに基準ピン46の基準面高さ位置を検出することで被加工物厚みを検出する厚み検出手段50とを備える。厚み検出手段50は、被加工物接触部52bを有する被加工物高さ位置検出器52と、基準面接触ピン51bを有する基準面高さ位置検出器51とを備え、両検出器51,52による高さ位置の検出結果から被加工物の厚みを正確に算出することができる。
(もっと読む)
車輪旋盤
【課題】同期させて真上から下降させる検芯部などを用いず簡易な構成で車輪の輪軸中心と主軸中心を一致させることができ、しかも車輪の真上でなく車輪円周上の一点の位置、例えば高さ一定の移動測定部でその高さにある外縁の輪軸中心からの水平距離を測定することで、自動的に適正な持ち上げ必要量(リフタ必要移動量)を算出し上昇させれば、常に主軸に適正に固定でき、装置の簡素化なども可能で、組付け・調整工数の大幅な低減も見込める車輪旋盤を提供すること。
【解決手段】車輪1の外縁の一点を測定する外縁位置測定部5と、この測定値と、既知の寸法値とからリフタ必要移動量Hを算出するリフタ必要移動量演算部6を、車輪1を持ち上げるリフタ装置3の作動を制御するリフタ制御装置4に備えた車輪旋盤。
(もっと読む)
主軸装置
【課題】 構造を簡単化すると共に、回転初期の剛性を十分に確保し、なおかつ高速回転時においても予圧過大で過度の昇温を生じない主軸装置を提供する。
【解決手段】 主軸装置において、冷却流体供給路12に供給する流体の温度を調整する温度調整手段13を設けると共に、転がり軸受2の内外輪5,6およびハウジング7の温度をそれぞれ検出する温度検出手段15,16,17を設け、主軸1の回転速度を検出する回転速度検出手段18を設け、主軸1の回転速度に応じて、検出される内輪5の温度と、外輪6の温度の温度差が定められた温度差となるように、温度調整手段13により冷却流体供給路12に供給する流体の温度を調整し、所望の軸受予圧に調整する予圧調整手段14を設けた。
(もっと読む)
工作機械用荷重測定装置
【課題】極端に処理速度が速い高価なCPUを使用しなくても、複数の切削部22、22を円周方向に関して等間隔に設けた切削工具16を使用する、工作機械の主軸12に加わる荷重の平均値を、精度良く測定できる構造を実現する。
【解決手段】エンコーダ4aの外周面に検出部を対向させたセンサ組立体6cの出力信号の位相に関する情報に基づいて、前記主軸12に作用する荷重を求める。前記エンコーダ4aの被検出面は、円周方向の一部に、特性が円周方向に関して隣り合う部分と異なる複数組の被検出部を、それぞれ測定すべき荷重の作用方向に関して傾斜した状態で、円周方向に関して等間隔に設けている。前記切削工具16に設けられた切削部22、22の数mを、前記エンコーダ4aの被検出面に存在する被検出部の組数nで除した数m/nが、整数でない。
(もっと読む)
工具異常検知装置および検知方法
【課題】 1パス内で削り代が変化する加工においても工具異常が検出でき、かつ工具の刃先の欠けによって切削負荷が小さくなる場合の工具異常の検出も可能な工具異常検知装置および検出方法を提供する。
【解決手段】 工具7に作用する負荷を検出する負荷検出手段23と、1パス分の負荷検出手段23で検出される負荷の積算値を求める負荷積算手段24と、この負荷の積算値を基準値Sと比較して工具異常を判定する工具異常判定手段25とを備える。同じ加工を繰り返して順次行う過程で、現在のパスの直前の1回のパスの加工の積算値、または直前の複数回のパスの加工における積算値の統計処理結果を、前記基準値Sとして定める基準値生成手段26を設ける。
(もっと読む)
工作機械および変位計測器
【課題】 熱変位が生じても、主軸中心と刃物台間の距離を精度良く測定することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】主軸中心計測部22および刃物台基準位置計測部23を有する変位計測器20を主軸台5に設置し、刃物台8に被検出軸21を設ける。主軸中心計測部22は、主軸6の外周面に対する隙間を検出するギャップセンサSを、円周方向の少なくとも2箇所に有する。刃物台基準位置計測部23は、被検出軸21の外周面に対する隙間を検出するギャップセンサSを、円周方向の少なくとも2箇所に有する。前記各ギャップセンサ3の出力から、主軸中心Oおよび被検出軸の軸心を求め、主軸中心Oと刃物台8間の距離を計算する手段28を設ける。なお、刃物台基準位置計測部23は、センサターゲットとしても良い。
(もっと読む)
トルク検出機能をもった回転スピンドル
【課題】回転工具を用いた加工系において、加工トルクの検出機構を挿入すると、加工系の動特性がもとの状態とは異なってしまい、測定目的とは異なる振動加工状態での加工トルクを測定することになることや、加工トルクの検出波形に振動ノイズが重畳されてしまうことのために、高い周波数帯域まで正しく加工トルクを測定することが困難であった。
【解決手段】駆動主軸系と回転工具3を把持する副軸系とに分離して、この間にトルク検出系59を介在させた回転スピンドルとし、かつ駆動主軸系の慣性モーメントに対する副軸系の慣性モーメントを相対的に小さくしたこと、また駆動主軸11と副軸16との間を、ばねと捩り粘性抵抗を有する回転継ぎ手20により接続したことで、高い周波数帯域まで加工トルクを精度よく測定可能にしている。
(もっと読む)
工作機械
【課題】 主軸の軸心と工具の刃先間の主軸半径方向の距離を精度良く計測することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 第1基準位置P1に対する主軸半径方向の主軸軸心位置Oを計測する主軸側位置計測手段20と、第2基準位置P2に対する刃物台7の位置を計測する刃物側位置計測手段30とを設ける。主軸側位置計測手段20は、主軸半径方向に延びるスケール21および読取部22からなり、スケール基端および読取部22のいずれか一方を主軸台5等の主軸軸心Oの付近に設置し、他方を第1基準位置P1に設置する。刃物側位置計測手段30は、スケール31の基端および読取部32のいずれか一方を刃物台7等に設置し、他方を第2基準位置P2に設置する。
(もっと読む)
工作機械
【課題】 熱変位が生じても、主軸中心と工具刃先や刃物台との距離を精度良く測定することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 チャック17の回転中心に被検出軸21を設ける。刃物台18に、被検出軸21の周囲を取り囲み可能なセンサヘッド22を設ける。このセンサヘッド22に、被検出軸21の外周面に対する隙間を検出するギャップセンサSを複数箇所に設ける。これら各ギャップセンサSの出力から主軸6の中心位置を求めて主軸中心と刃物台8との距離を計算する主軸中心・刃物台間距離計算手段28を設ける。
(もっと読む)
被測定物位置検出装置及びその被測定物位置検出装置を備える切削機械
【課題】回転体である被測定物の熱変位により変位した位置を簡易な構成で且つ正確に検出し得る被測定物位置検出装置及びその被測定物位置検出装置を備える切削機械を提供する。
【解決手段】位置検出手段18がチャック12に連結したフランジ66に対向し、チャック12の熱変位により変位した位置を検出する。即ち、簡易な構成で且つ正確にチャック12の上記位置を検出し得る。また、位置検出装置18がチャックの熱変位に対応する位置を正確に検出するので、バイト25又は26を精度良く切削位置へ移動し得る。更に、チャック12の位置データなどを、回転するチャック12とは別部材である位置検出装置18を介して出力させることができるので、例えばブラシホルダーなどを不要にできる。
(もっと読む)
工作機械
【課題】計測器が進出位置や後退位置に配置されていることを把握する。
【解決手段】切削対象であるワーク12を把持する主軸2と、切削工具が取り付けられる取付部10を有する刃物台7と、ワーク12の寸法を計測するための計測器24と、計測器24を取付部10に取り付けると共に、刃物台7に近い後退位置と後退位置よりも遠い進出位置との間で計測器24を進退させる進退機構22を有する取付具20と、計測器24が進出位置、または、後退位置に配置されていることを検出する検出装置50とを備える。
(もっと読む)
工作機械
【課題】センサを適切に保護しつつ、ワークの直径を正確に計測できる工作機械を提供すること。
【解決手段】主軸2に把持されたワーク12を加工するタレット旋盤100であって、主軸2に対して進退自在であって、複数の工具取り付け面10を有するタレット刃物台7と、ワーク12の寸法を計測するためのセンサ24と、センサ24を保持し、複数の工具取り付け面10のうちの1つに取り付けられ、当該工具取り付け面10とセンサ24との間のタレット刃物台7の径方向の距離であるセンサ距離を伸縮させるアーム122と、センサ24の少なくとも一部の上方を覆うためのカバー125であって、タレット刃物台7に取り付けられたカバー125とを備え、カバー125には、センサ距離が伸縮することによりセンサ24の少なくとも一部がカバー125から出退する開口部125aであって、常時開口している開口部125aが形成されている。
(もっと読む)
工作機械および計測方法
【課題】従来より大きなワークの寸法の正確な計測を可能とし、かつ、小型化が可能な工作機械を提供すること。
【解決手段】主軸2に把持されたワーク12を加工するタレット旋盤1であって、主軸2に対して進退自在であり、複数の工具取り付け面10を有するタレット刃物台7と、ワークの寸法を計測するためのセンサ24と、センサ24を保持し、複数の工具取り付け面10のうちの1つに取り付けられ、当該工具取り付け面10とセンサ24との間のタレット刃物台7の径方向の距離であるセンサ距離を伸縮させる支柱22と、支柱22を制御することで、ワーク12の直径の両端であるP1及びP2の位置を計測させる制御部41とを備え、制御部41は、支柱22にセンサ距離を縮めさせた状態で、センサ24に、タレット刃物台7に近いP1の位置を計測させ、支柱22にセンサ距離を伸ばさせた状態で、センサ24にP2の位置を計測させる。
(もっと読む)
工作機械におけるスリップ検出装置
【課題】ワークの形状に拘わらず、ワークのスリップを確実に検出可能な工作機械におけるスリップ検出装置を提供する。
【解決手段】ワークWがスリップすると、ワークWとセンタ3との間に生じる摩擦熱に起因して温度上昇が生じることから、ワークWと共に回転し、回転中のワークWに当接してワークWの温度を測定する温度センサ11を主軸台1に設け、NC装置10のスリップ検出制御部22において上記温度上昇を検出することにより、ワークWのスリップを検出するようにした。したがって、従来のように近接スイッチにより検出可能な凹凸部をワークWに設けたりする必要がなく、ワークの形状に拘わることなくスリップを検出することができ、汎用性が非常に高い。
(もっと読む)
ワークの回転対称的な面の旋削加工のための方法及び装置
【課題】ワークの回転対称的な面の旋削加工のための方法及び装置を改善して、該方法及び装置によって旋条の生じない旋削を高い切削能力で可能にする。
【解決手段】旋削加工されたワーク(10)を測定し、該ワークの許容公差から外れている寸法偏差のある場合に、ワークホルダーと工具(12)とをワークの直径の方向で前記寸法偏差の半分だけ互いに相対的に送り調節する。
(もっと読む)
工作機械の熱変形補正のための推定方法
【課題】モータのステータ温度を独立した変位推定算定の物理変数として適用し加工精度の向上を図った熱変形補正のための推定方法の提供。
【解決手段】NC旋盤における移動時の駆動系稼動値、例えば主軸回転数により変化する補正値をこの駆動系稼動値を含む第1の推定式にもとづき送り軸の移動量として算出し推定する。これにNC旋盤の移動時の主軸モータステータ温度により変化する補正値を主軸モータステータ温度を含む第2の推定式にもとづき送り軸の移動量として算出し推定したものを加算して熱補正の推定値とする。
(もっと読む)
心押制御装置
【課題】心押台がワークを適正な押圧力で支持しているかを判定し、且つその制御を可能とする心押制御装置の提供を目的とする。
【解決手段】軸受にひずみゲージを取り付け、心押台がワークWを心押しして発生するひずみ量を測定することで、心押台がワークWを押圧している押圧力を直接判定することが可能となる。また、ひずみ量を心押制御部にフィードバックし、ワークの押圧力を適正な範囲内に心押制御することで、加工の際に心押台が適正な押圧力でワークWを支持し、軸受に過度な負荷をかけずにワーク加工を行うことが可能となる。
(もっと読む)
工作機械及び工作機械における誤差補正方法
【課題】心押位置のズレを補正可能で、装置を大型化することなく精度の高い加工を可能とする工作機械及び工作機械における誤差補正方法を提供する。
【解決手段】ワークのZ軸方向長さを求める第1工程と、心押台3がワークを支持する場合の心押台3の心押推力にもとづいて、心押台3がワークを心押しすることにより生じるワークの端面でのZ軸方向平面内における心押位置の変位量を求める第2工程と、ワークのZ軸方向長さと変位量とにもとづいて、主軸台2及び心押台3に支持されているワークのZ軸方向からの傾きを求める第3工程と、傾きにもとづいて、加工位置における補正量を求める第4工程とを実行する。
(もっと読む)
旋盤の制御装置
【課題】旋盤において、ワークに対するバイトの摩耗量や変位量を精度良く測定して加工位置を精度良く補正できるようにする。
【解決手段】チャック12の外周部には、各カメラ22及びレンズ29の位置誤差を測定するための基準ゲージ31,32が外径方向に突出するように取り付けられている。基準ゲージ31,32とバイト15,16とをそれぞれ1つずつカメラ22の視野に収めて撮像して画像処理し、その画像処理結果に基づいて加工位置を補正する。このようにすれば、基準ゲージ31,32の位置を基準にしてワーク(チャック12)に対するバイト15,16の摩耗量や変位量を精度良く測定して加工位置を精度良く補正することができ、ワークの加工精度を向上させることができる。
(もっと読む)
1 - 20 / 43
[ Back to top ]