
Fターム[3C047AA11]の内容
研削機械のドレッシング及び付属装置 (4,541) | ドレッシング一般 (865) | 砥粒再生メカニズム (27)
Fターム[3C047AA11]の下位に属するFターム
ドレッサの材質 (19)
Fターム[3C047AA11]に分類される特許
1 - 8 / 8
砥石成形方法および研削盤
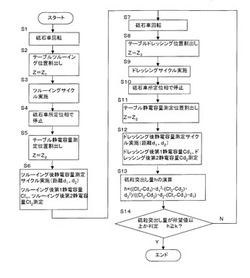
【課題】砥石成形工程中においても使用可能な砥粒突出し量測定方法を備えた砥石成形方法および研削盤を提供する。
【解決手段】メタルボンド砥石車のツルーイング後に、成形面fから鉛直方向にd1離離れた静電容量センサと所定成形面間の静電容量である第1静電容量Ct1と、成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第2静電容量Ct2を測定する。ドレッシング後に、所定成形面fの位置から鉛直方向にd1離れた静電容量測定装置と所定成形面f間の静電容量である第3静電容量Cd1と、所定成形面fから鉛直方向にd2離れた静電容量測定装置と所定成形面f間の静電容量である第4静電容量Cd2を測定する。ドレッシング後の砥粒突出し量hを、式h=((Ct1−Cd1)・d12−(Ct2−Cd2)・d22)/((Ct2−Cd2)・d2−(Ct1−Cd1)・d1)で算出する。
(もっと読む)
研削方法および研削盤

【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
ドレッシング状態判定方法
【課題】所望の砥石真直形状が達成できたか否かを判定することのできるドレッシング状態判定方法を提供する。
【解決手段】ドレッシングの際に発生する超音波と、予め定められた複数の標本線との交差点数をMTシステムのT法における微分特性として取得すると共に、各交差点の内、交差点の位置を上回る位置に超音波が存在する交差点間の間隔の和をMTシステムのT法における積分特性として取得し、複数の標本線の内、予め定めら有効標本線における微分特性及び積分特性について、所定の単位空間データによって規準化し、その規準化された微分特性及び積分特性を基にドレッシングによる砥石真直度の推定値を算出し、算出された推定値が所定のしきい値を満足する場合に所望のドレッシング状態に達したと判定するものである。
(もっと読む)
定盤の研磨レート修正方法、研磨レート修正システム、および、磁気ヘッド製造方法
【課題】
定盤の研磨レートを均一化する技術を提供する。
【解決手段】
磁気ヘッドの製造工程の最終浮上面研磨加工に用いる研磨定盤の作成において、研磨定盤の研磨面内の研磨レート分布を事前に測定し、測定した研磨レートの分布に従って研磨レートの修正を行う研磨レート修正システムを提供する。研磨レート修正システム700は、研磨レートが所定の値よりも大きな位置の研磨レートを下降させるコンディショニング装置20と、研磨レートが所定の値よりも小さな位置の研磨レートを上昇させるドレッシング装置30と、研磨レートの分布を検出して、前記両装置を制御する研磨レート修正装置700と、を含む。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及び固定砥粒ツールの表面修正方法
【課題】固定砥粒ツールが表面に形成された定盤を研削面として新規に使用する場合、固定砥粒ツール表面には、固定砥粒ツール形成時に生じた形状の凹凸、定盤表面の形状等により、数十μmのうねりがある。そのうねりを効率よく除去することを課題とする。
【解決手段】定盤上に形成されたダイヤモンド粒子を含む固定砥粒ツールに、固定砥粒砥石を押し付け、研削液310を循環して供給しながら定盤と固定砥粒砥石とを相対的に移動させて、固定砥粒ツールの表面を修正する方法であって、固定砥粒砥石から遊離化した遊離砥粒の研削液中の濃度が実質的に一定になるよう濃度調整部330により濃度調整する。研削液中の遊離砥粒の濃度を一定に保つので、修正レートを適切な値に一定に保つことができる。
(もっと読む)
ホーニング砥石の成形方法及び成形装置
【課題】ばらつきがなく、良品を加工するホーニング砥石の成形方法を提供する。
【解決手段】加工品を研削するホーニング砥石の成形方法であって、ホーニング砥石によって加工品が研削されたときに排出された切粉の大きさに基づいて成形砥石の砥粒径を選択し、ホーニング砥石の外形寸法を成形した後、選択した成形砥石を用いてホーニング砥石の表面状態を成形する。表面状態の成形により、ホーニング砥石の表面は、砥粒が目立てされ、砥粒の一方にチップポケットが形成され、他方にボンドテールが形成される。
(もっと読む)
超砥粒工具
【課題】高精度総型加工に対応したロータリドレッサにおいて、ドレッシング抵抗を低減すること、およびショルダー部の研削焼けを防止する。
【解決手段】粒度の異なる複数の超砥粒層2、3を設け、隣接する超砥粒層は、一方の超砥粒層が他方の超砥粒層に侵入するように形成する。ロータリードレッサ1においては、細かい表面粗さを要求される部分には、それを満足できるダイヤモンド粒度を適用し、その他には許容される限り粗粒のダイヤモンド砥粒を適用する。ショルダー部が存在する場合は、その部分の粒度を他よりも粗くし、ドレッシング抵抗を低く、さらに成形された砥石4で工作物を研削加工する際に研削焼けを発生させない。
(もっと読む)
歯車研削装置及び砥石のドレッシング方法
【課題】ドレッサの空振りサイクルを低減すると共に、砥石とドレッサとの当たり合わせ作業を容易にすることにより、作業性及び生産性を向上させることができる歯車研削装置及び砥石のドレッシング方法を提供する。
【解決手段】異なった歯形形状の歯車を段取替えするときに、前の砥石形状と次の砥石形状を比較し、ドレッサの初回切り込み時に、前の砥石形状の最もドレッサ側の部位にドレッサが当接するように砥石を退避させる。
(もっと読む)
1 - 8 / 8
[ Back to top ]