
Fターム[3C047BB01]の内容
研削機械のドレッシング及び付属装置 (4,541) | 一般砥石車のドレッシング (456) | 砥面が平面である砥石車 (131)
Fターム[3C047BB01]の下位に属するFターム
両頭平面研削盤用 (10)
Fターム[3C047BB01]に分類される特許
1 - 20 / 121
貫通電極付きセラミック基板の研削方法
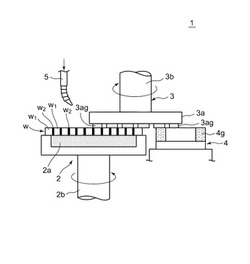
【課題】 貫通電極付きセラミック基板の研削加工速度を向上させる。
【解決手段】 貫通電極付きセラミック基板(ワーク)wのカップホイール型研削砥石3aによる研削加工作業と一緒に前記カップホイール型研削砥石3aの刃先3agをドレッサー4の成形砥石4gでインプロセスドレッシング作業を行う。
(もっと読む)
超砥粒焼結体研磨パッチおよびその製造方法

【課題】 本発明の課題は、パッドコンディショニング用焼結体等の、超砥粒焼結体からなる研磨パッチであって、円形の焼結体素材から、最も無駄なく切り出すことの出来る研磨パッチを提供することである。
【解決手段】 本発明の研磨パッチは、円形の超砥粒焼結体素材を、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。
都合8枚の研磨パッチ素材は合同であり、パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
合同なパッチはさらに円弧状辺と同心円をなす線に沿って分割した、複数組の8枚の合同なパッチとしてもよい。
さらに本発明は、そのような研磨パッチの製造方法、およびそれらを用いた研磨工具を含む。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
研削装置
【課題】砥石のドレスを適切なタイミングで、かつ適切なドレス量で行う。
【解決手段】ある実施の形態における研削装置は、保持テーブル3に保持されたワークWを研削加工する砥石72を含む工具7とこの工具7を回転可能に支持する回転スピンドル622とを有する加工手段と、砥石72を目立てするドレス手段9とを備える。ドレス手段9は、ドレス面911を有するドレス部91と、このドレス部91を、研削加工中の砥石72にドレス面911が接触する作用位置と研削加工中の砥石72にドレス面911が接触しない非作用位置とに選択的に位置付ける移動部92と、回転スピンドル622の回転に供される電流値を検出する電流検出部93と、電流検出部93によって検出された電流値が予め設定された閾値を超えたときにドレス部91を作用位置に位置付けるように移動部92を制御する制御部94とを有する。
(もっと読む)
研削砥石及び研削砥石のドレッシング方法
【課題】
精密研削用の研削砥石において、溝を切削する場合に比べ、製造手間やコストが抑えられ、また、研削砥石の回転方向に対する左右でバランスよく研削することができ、精度の高い研削が可能な研削砥石及び研削砥石のドレッシング方法を提供することにある。
【解決手段】
略台形で板状の砥石シートを、所定間隔をおいて台金に貼付して砥石層を形成し、また、砥石シートの回転方向に対する進入側の角部の粒度が、砥石シートの面部分より粗いことを特徴とする。
(もっと読む)
ウェーハの加工方法
【課題】切削ブレードの目詰まりを低減できるウェーハの加工方法を提供すること。
【解決手段】ウェーハ1の裏面をウェーハ1の外径と同一或いは大きい外径を有するドレッシングボード21の表面に接着剤22によって貼着するドレッシングボード貼着ステップと、ドレッシングボード21が裏面に貼着されたウェーハ1の表面側からドレッシングボード21の厚さ方向中間部までの切り込み深さでウェーハ1を分割予定ラインに沿って切削する切削ステップと、ウェーハ1の裏面に貼着されているドレッシングボード21及び接着剤22を研削し、ドレッシングボード21及び接着剤22をウェーハ1の裏面から除去するドレッシングボード除去ステップと、からなることを特徴とする。
(もっと読む)
仕上研削装置および仕上研削方法
【課題】後工程におけるラップ仕上における取り代を少なくして、ラップ仕上に要する時間およびスラリー使用量を抑える。さらに、研削砥石の寿命を長くする。
【解決手段】粗研削された基板(W)の表面を仕上研削する仕上研削装置(2)は、基板を研削する研削砥石(12)を備えていて回転可能な研削部(10)と、研削部の研削砥石に対面して配置されていて、基板を保持しつつ回転可能なチャック(20)と、研削部をその回転軸に沿ってチャックに向かって送込む研削送り部(15)と、研削送り部が前記研削部を送込む送り量に応じて、前記研削砥石に対する前記基板の研削比を変更する研削比変更部(30、35)とを含む。
(もっと読む)
ドレッサ付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できるドレッサ付き複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、第一研削砥石車26aを備える砥石ヘッドと第二研削砥石車26bを備える砥石ヘッドの一対で研削加工するドレッサ付き複合平面研削装置1であって、前記研削砥石車26a,26bはワークテーブル31後端の略中央部に据え付けたロータリードレッサ40で寸法精度よくドレス成形可能である。砥石車の交換が不要であるのでワークの研削加工時間が短縮できる。
(もっと読む)
ワーク支持装置付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと第一研削砥石車26aの直径方向と第二研削砥石車26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の第一砥石軸の中心点25aと第二砥石軸の中心点25bから等距離の位置に砥石車26a,26bを配置してなり、ワークテーブル31上にワーク軸チルト機構を備えるワーク支持装置33を搭載した複合平面研削装置1。砥石車の交換をすることが不要であり、研削加工時間を短縮できる。ワークをチルト機構32により傾斜させることによりV溝研削加工やR面研削加工も可能である。
(もっと読む)
研削装置及び研削方法
【課題】研削作業と並行して、研削砥石の研削面に対して常にほぼ同等の圧力でドレッサーボードを当接させてドレッシング作業を行うことを可能とする。
【解決手段】ドレッシング手段1を構成する位置付け機構11が、保持テーブル10に保持されたドレッサーボード8をチャックテーブル2の保持面20よりも上方の所定位置Z2に位置付け、保持テーブル10と位置付け機構11との間に介在する押圧部材13が保持テーブル10を下方から押圧した状態で研削砥石310のドレッシングを行い、規制部材12によって保持テーブル10が水平方向に揺動するのを規制することにより、簡単な構成で、ドレッサーボード8を研削砥石310の研削面310aに当接させ、ドレッシングと並行して被加工物Wの研削を行うことができる。
(もっと読む)
研磨工具
【課題】
パッド表面を平坦化する工具において、カットレート及び平坦度の向上を同時に達成可能にすること。
【解決手段】
円形面上に複数個の研磨単位を配設した回転研磨工具において、該円形面内の円周上に、被加工材に食い込んで切り込みを行う超砥粒で構成される研磨単位群を含有する1乃至複数個の区画から成る切り込み部と、該切り込み部の切り込みによって解された被加工材を削り取る研磨単位群を含有する1乃至複数個の区画からなる均し部とを設ける。
(もっと読む)
スキージ研磨装置
【課題】砥石の研磨面に付着した研磨カスを良好、かつ均一に取り除くことができるスキージ研磨装置を提供する。
【解決手段】スキージ研磨装置において、スキージを取付けて固定させる取付け台と、スキージの長手方向に移動する砥石96と、砥石96の研磨面96aに付着した研磨カスを取り除くクリーニングユニット1とを備えたスキージ研磨装置である。クリーニングユニット1は、粘着テープ13が巻かれた供給テープ12と、供給テープ12を軸支する供給軸10と、供給テープ12から供給された粘着テープ13を巻取る巻取りホルダ21と、巻取りホルダ21を軸支する巻取り軸20と、供給テープ12と巻取りホルダ21との間において、粘着テープ13の粘着面13bを砥石96の研磨面96aに押圧するローラ31と、ローラ31を軸支するローラ軸30とを有している。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
研磨装置及び方法、並びに、ドレッシングユニットの性能試験方法
【課題】研磨パッドとドレッシング部材とを接触させてドレッシング処理を行う際に、自励振動を防いで研磨パッドのドレッシングを確実に行い、パッド表面の研磨面の再生を行うことができるドレッシングユニットを備えた研磨装置を提供する。
【解決手段】本発明に係る研磨装置は、研磨テーブル上の研磨パッドに基板を押圧して研磨する基板保持ユニットと、該研磨パッドにドレッシング部材を接触させて該研磨パッドを目ならしするドレッシングユニットを備え、さらに該ドレッシングユニットは、ドレッシングユニット本体を内部に収容する容器と、該容器の上に載置される錘と、を備えている。
(もっと読む)
板状物の研削方法
【課題】 研削不良を引き起こすことなく、また板状物を破損させることのない板状物の研削方法を提供することである。
【解決手段】 板状物の研削方法であって、支持体上に板状物を配設するとともに、該板状物の外周に外的刺激により硬化する機能を有する目立て材入り樹脂を配設する配設ステップと、外的刺激により該目立て材入り樹脂を硬化する硬化ステップと、研削砥石を用いて該支持体上に固定された板状物を該目立て材入り樹脂とともに研削する研削ステップと、該研削ステップを実施した後、該支持体上から板状物を剥離する剥離ステップと、を具備したことを特徴とする。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
研磨パッドのドレッシング方法
【課題】短時間で研磨パッドの研磨能力を安定化することができる研磨パッドのドレッシング方法を提供する。
【解決手段】被加工物を保持するチャックテーブルと、チャックテーブルに保持された被加工物を研磨する研磨パッドを備えた研磨手段と、研磨パッドに研磨液を供給する研磨液供給手段とを具備する研磨装置における研磨パッドのドレッシング方法であって、硬質基板の表面に複数の溝が形成されたドレッシングボードをチャックテーブル上に表面を上側にして保持するドレッシングボード保持工程と、チャックテーブルを回転し研磨パッドを回転するとともに研磨パッドに研磨液を供給しつつ研磨パッドによってドレッシングボードの表面を研磨するドレッシング工程とを含む。
(もっと読む)
半導体装置の製造方法、研削装置、及び砥石
【課題】半導体装置の製造方法、研削装置、及び半導体基板研削用砥石において、仕上がりの表面粗さが異なる複数の研削工程を効率的に行うこと。
【解決手段】
第1の砥粒45aを含む第1の研削層41と、第1の砥粒とは粒径が異なる第2の砥粒45aを含む第2の研削層42とが積層された砥石45を用意する工程と、
砥石45の第1の研削層41に半導体基板Wを摺接させ、第1の研削層41により半導体基板Wを研削し、第1の研削層41が消失したら砥石45の表面に表出した第2の研削層42により引き続き半導体基板Wを研削する工程とを有する半導体装置の製造方法による。
(もっと読む)
研磨パッドの表面加工方法およびそれによって得られる研磨パッド
【課題】特定の起毛層を安定化して製造することが可能となり、得られる研磨パッドはスクラッチの発生が少なく、高い研磨レートを有し、ブラシによるコンディショニングとの組み合せに適する研磨パッドを提供する。
【解決手段】長繊維絡合体と高分子弾性体とから形成された研磨パッドの表面加工方法において、砥粒番手が40番〜80番の砥粒を含むシートを用いて研削処理を行い、研削処理後の表面が、平均直径5〜40μm、平均起毛長50〜300μmの極細繊維束からなる起毛層を形成することを特徴とする研磨パッドの表面加工方法。
(もっと読む)
パッド・コンディショニングに適した研磨工具及びこれを用いた研磨方法
【課題】
工程制御が容易でかつ工具寿命の向上も達成可能なコンディショニングのための工具を提供すること。
【解決手段】
(1) 剛性基板が平面状の円形表面を有し、該基板に、該円形表面に関して一定レベル内に位置する平坦な頂面を持つ切れ刃を複数個固定配置した研磨工具であって、該頂面は複数個の直線状稜線に囲まれかつ該稜線を介して工具軸方向に延びた側面と隣接し、切れ刃の少なくとも頂部が焼結ダイヤモンドで構成されていることを特徴とする研磨工具。
(2) 前記研磨工具を用いて被加工物材料を除去する研磨方法において、上記切れ刃を被加工物の表面へ押圧することにより被加工物表面に押圧方向へ変位した変形部分を生ぜしめ、さらに切れ刃頂部の直線状稜線を該変形部分に対して相対的に運動せしめることによって変形部分と残部との境界における被加工物材料を除去することを特徴とする研磨方法。
(もっと読む)
1 - 20 / 121
[ Back to top ]