
Fターム[3C050AC01]の内容
平削り、ブローチ、やすり、リーマ、その他 (639) | 駆動、運動制御 (45) | テーブルに関して (10)
Fターム[3C050AC01]に分類される特許
1 - 10 / 10
被加工物のバイト切削方法
【課題】被加工物毎にバイト工具が過度に切り込むことを防止して、被加工物の被切削面の品質悪化やバイト工具に生じる欠けや異常磨耗を防止する被加工物のバイト切削方法を提供する。
【解決手段】チャックテーブル32で保持された被加工物11の第1領域17aの上面高さと第2領域19aの上面高さをそれぞれ複数点において検出し、第2領域の上面高さの最高位置から第1領域の上面高さの最低位置を減じた値を余剰厚みとして算出する。そして、バイト切削工具が一回の回転で被加工物に切り込める最大切り込み量と余剰厚みとから余剰厚みを除去するのに必要な切削回数を算出し、この切削回数に基づいてバイト切削工具を動作させ余剰厚みを除去し、更にバイト切削工具を動作させて被加工物を切削し、最低位置から所定厚み減じた厚みに被加工物を切削加工する。
(もっと読む)
バイト切削装置

【課題】 被加工物毎に厚みばらつきが大きくても切削の都度切削プログラムを作成する必要がないバイト切削装置を提供することである。
【解決手段】 チャックテーブルの保持面の高さ位置とチャックテーブルで保持された被加工物の上面の高さ位置とを測定する高さ位置測定手段と、切削送り手段と切り込み手段とを制御する制御手段とを備えたバイト切削装置であって、制御手段は、高さ位置測定手段で測定した被加工物の上面の高さ位置とチャックテーブルの保持面の高さ位置とから被加工物の最大厚みを算出する被加工物最大厚み算出部と、被加工物の最大厚みと仕上げ厚みとから被加工物の除去厚みを算出する除去厚み算出部と、最大切り込み量と被加工物の除去厚みとから切削回数を算出する切削回数算出部と、切削回数算出部で算出された切削回数に基づいて、切削送り手段と切り込み手段とを作動させる切削制御手段とを含んでいる。
(もっと読む)
直線溝加工方法および直線溝加工装置
【課題】長い直線溝を繋ぎ加工するための加工装置を提供することである。
【解決手段】工具3を取り付けたスライダ1とスライダ1をガイドする直線ガイド2で構成された往復運動装置を有し、スライダ1を直線ガイド2に沿って往復運動させ、テーブル4に固定されたワークWに工具3により直線溝を加工する加工装置において、工具3をスライダ1の往復運動方向と直交する方向に切り込み駆動する工具切り込み駆動手段と、テーブル4をX軸方向に移動させる第1の駆動手段と、テーブル4をY軸方向に移動させる第2の駆動手段と、前記往復運動装置をX軸とY軸と直交するZ軸方向に移動させる第3の駆動手段と、を備え、スライダ1の往復運動方向とX軸方向とが同じ方向となるように往復運動装置とテーブル4とを位置決めし、スライダ1の往復運動とテーブル4のX軸方向の移動との組み合わせにより工具3またはテーブル4のストロークより長い直線溝をワークWに加工する直線溝加工装置。
(もっと読む)
ビームブランク鋳片の切断ノロ除去装置
【課題】 強固に付着した切断ノロを除去するのに十分な強度を有し、しかも、設備が小型で保守メンテナンスが容易であり、且つ、ビームブランク鋳片が切断ノロ除去装置に対してずれて搬送されても、そのビームブランク鋳片の切断ノロの除去が可能である、ビームブランク鋳片の切断ノロ除去装置を提供する。
【解決手段】 上記課題を解決するための切断ノロ除去装置1は、ビームブランク鋳片13の切断面凹部13dに嵌合する形状を有する主バイト2と、該主バイトに取り付けられた、上下方向の摺動が可能な先行バイト3と、該先行バイトを主バイトに対して上方に突出させる押上部材4と、前記主バイトを幅方向摺動可能に取り付ける刃物台座5と、前記主バイトを該刃物台座の中心位置に復元させる復元部材6と、前記刃物台座を上下方向に移動させる昇降装置7と、を備える。
(もっと読む)
ルーツロータの加工方法
【課題】生産性を向上させることができるルーツロータの加工方法を提供すること。
【解決手段】数値制御式加工装置の主軸6の仮想中心線cの周りに、2本の荒引き加工バイト17,27と1本の荒引き・仕上げ加工兼用バイト22を各々の刃部が同仮想中心線側になるように配置し、3葉ルーツロータをかたどったワークwのローブrに各バイトの刃部を夫々対応させた状態において、同ワークwを回転させることなく仮想中心線方向に往復移動させつつ各ローブrの中心線に対して所定角度範囲(例えば90度)の周面を同時に荒引き加工し、ついでワークwを180度回転させてから残りの3箇所の周面を対応する各々のバイトにより同時に荒引き加工することにより少なくとも1回の全周面の荒引き加工を施し、さらにワークwを所定角度ずつ回転させると共に仮想中心線方向に往復移動させつつ荒引き・仕上げ加工兼用バイト22のみで全周面の仕上げ加工を施す。
(もっと読む)
バイト加工方法及びバイト加工装置
【課題】 バイトに対し相対的にワークをXY平面上で往復動させて該ワークの表面を加工するバイト加工方法及びバイト加工装置における加工効率の向上を図る。
【解決手段】 バイト25をワーク13の上面であるXY平面に垂直なZ軸を回転中心とするC軸により反転可能に取り付け、図5(イ)に示すように、バイト25の向きをC軸の回転によりワーク13の往動時における加工に対応すべく設定し、ワーク13を往動させて往動時の加工を行う。次に、図5(ロ)に示すように、バイト25の向きを反転させてバイト25の向きをワーク13の復動時における加工に対応すべく設定し、ワーク13を復動させて復動時にも加工を行う。
(もっと読む)
切削加工装置および切削加工方法
【課題】 表面に加工部分と非加工部分が設けられた基板を、バイトの損傷等を生じさせずに円滑に切削加工する。
【解決手段】 バイトが加工部分に点b0で当接すると、AEセンサがそれを検出し、その検出信号がCPUに入力される。すると、CPUは、その時点におけるチャックテーブルの位置を認識し、バイトの回転半径r、加工部分3の幅a、加工部分3の縁から非加工部分4の縁までの距離b、非加工部分4の奥行きx、および非加工部分4の幅yをRAMから読み出し、数1の式によりバイトが非加工部分4の加工を開始する送り量b1を算出する。次いで、CPUは、チャックテーブルを点b0の位置から距離b1離間した位置の僅かに手前まで送って停止させ、バイトが非加工部分4を切削するのを阻止する。
【数1】 (もっと読む)
(もっと読む)
ガイドレール加工装置および加工方法
【課題】 ガイドレールを一方向に移動させる場合のみにこのガイドレールの表面を切削する切削方法と比較して、ガイドレールの加工の際の工程数を半減させることができ、またガイドレールの加工に必要な消費電力を低減させることができるガイドレール加工装置および加工方法を提供する。
【解決手段】 ガイドレール加工装置は、ガイドレールGを載置するとともにこのガイドレールGの長手方向に往復移動する載置台10と、ガイドレールGの表面を切削するための第1の切削器30および第2の切削器40とを備えている。ガイドレールGを載置した載置台10が一の方向に移動するときに第1の切削器30がこのガイドレールGの表面を切削する。一方ガイドレールGを載置した載置台10が一の方向と逆方向である他の方向に移動するときに第2の切削器40が当該ガイドレールGの表面を切削する。
(もっと読む)
超音波加工装置および超音波加工方法
【課題】 被加工物と工具機構部を相対的に移動させて広い範囲での表面加工を高速で実現できる超音波加工装置の提供を目的とする。
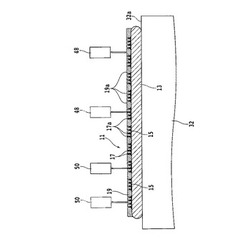
【解決手段】 本発明にかかる超音波加工装置は、被加工物を載置させる載置台と、該載置台上に載置された被加工物の表面を加工する櫛歯状の先端部を有した工具機構部と、発生させた超音波振動を前記工具機構部に伝達する超音波振動発生部と、前記被加工物及び前記工具機構部の少なくとも一方を前記被加工物の搬送方向に対して交差する方向に移動させる位置変動部とを有し、被加工物の搬送に伴って搬送方向に対して交差する方向にも超音波加工を施すことができ、正弦波パターンや鋸歯状パターンを透明樹脂板表面に効率良く形成できる。
(もっと読む)
切屑破砕装置を備えた外部ビードトリミング工具
切屑破砕装置を備えたビードトリミング工具(ビードトリマー)であって、一端部にスルーホール(3)を有する支持体(2)を備え、切削動作中に外部溶接ビードを(20)を除去し、かつ生じた切屑(21)をスルーホール(3)を通って導くように配設、調整された切削要素(4)がスルーホールの入口端部に設けられ、スルーホール(3)の出口端の近傍には、切屑の細断手段(5)が設けられ、スルーホール(3)から来る切屑を細断する。 (もっと読む)
1 - 10 / 10
[ Back to top ]