
Fターム[3C058BB04]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御 (755) | 制御手段 (548) | 流体圧制御 (48)
Fターム[3C058BB04]に分類される特許
1 - 20 / 48
研磨装置
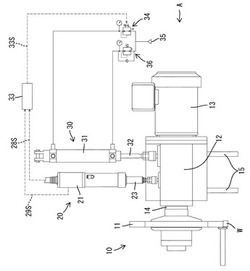
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
研磨装置および方法

【課題】半導体ウエハ等の基板の研磨中に研磨パッドに気体を吹き付けて研磨パッドの表面(研磨面)の温度を制御することにより、ディッシングやエロージョン等を防止して段差特性の向上を図ることができるとともに研磨レートの向上を図ることができる研磨装置および方法を提供する。
【解決手段】研磨パッド2に向けて気体を噴射する少なくとも1つの気体噴射ノズル22と、少なくとも1つの気体噴射ノズル22を保持するとともに気体噴射ノズル22に気体を供給する気体供給部20とを備え、少なくとも1つの気体噴射ノズル22の直下の点P1,P2を通り、研磨パッド2の回転中心を中心とする同心円C1,C2を描き、同心円C1,C2上の直下の点P1,P2における接線方向を研磨パッド2の回転接線方向と定義すると、少なくとも1つの気体噴射ノズル22の気体噴射方向は、回転接線方向に対して研磨パッド2の回転中心側に傾いている。
(もっと読む)
研磨パッドの温度調整機構を備えた研磨装置
【課題】速やかに研磨パッドの表面温度を目標温度にまで上昇させることができる改良されたパッド接触部材を備えた研磨装置を提供する。
【解決手段】パッド温度調整機構は、研磨パッド3の表面に接触するパッド接触部材11と、温度調整された液体をパッド接触部材11に供給する液体供給システム30とを有する。パッド接触部材11は、その内部に第1の液体流路21と第2の液体流路22を有し、これらは直列に接続されている。第1の液体流路21と第2の液体流路22には、研磨テーブル2の半径方向に対して略垂直に延びる複数のバッフル25がそれぞれ配置される。
(もっと読む)
研磨装置
【課題】同心状の押圧領域において、その境界領域の圧力分布を連続的に変化させることができ、ワークのより均一な研磨を行うことができる研磨装置を提供する。
【解決手段】ワーク30を保持する研磨ヘッド14と、定盤12と、研磨ヘッド14と定盤12とを相対的に運動させる運動機構とを備える研磨装置10であって、研磨ヘッド14が、側壁部を有する保持プレート22と、保持プレート22に固定され、下面でワーク30に当接して定盤12の研磨面へ押圧可能な弾性膜部材28と、保持プレート22の下面側および弾性膜部材28の上面との間に形成され、流体供給手段によって所定圧力の流体が供給され、弾性膜部材28を押圧する圧力室と、該圧力室内を外周側と内周側に仕切り、シールリップ38が弾性膜部材28に傾斜して当接するシールリング36と、シールリング36によって仕切られた各圧力室40、42に個別に流体を供給する流体供給手段とを具備することを特徴とする。
(もっと読む)
エッジ研磨形状コントロール可能エアフロート研磨ヘッド
【課題】単一の研磨ヘッドでリムリングの径と幅を可変とし、また最外周部のリングは局所加圧を行うゾーンリングとして研磨対象ウェーハのエッジ形状を効率よくコントロール可能とするエッジ研磨形状コントロール可能エアフロート研磨ヘッドを提供することを目的とする。
【解決手段】本発明は上記目的を達成するために、バックプレート20下面に、圧力エア層19の外周部を形成するためのリムリングの複数個21a〜21cをバックプレート20下面に対し各別に進退自在で且つ常時後退傾向を付与して同心状に連設し、複数個のリムリング21a〜21cのうちのいずれかもしくは相隣るリムリングの複数個をバックプレート20下面から突出させることによりリムリングの径及び/又は幅を可変としてウェーハWのエッジ研磨形状をコントロール可能に構成したエッジ研磨形状コントロール可能エアフロート研磨ヘッドを提供するものである。
(もっと読む)
シリンダボアの研削加工装置
【課題】研削工具の構造や加工時の制御の複雑化を抑制しつつ、シリンダボアの内周面を任意の非真円形状に成形可能なシリンダボアの研削加工装置を提供する。
【解決手段】移動制御部39は、所定の経路に従って研削工具29を移動させ、回転制御部38は、研削工具29を回転させ、温度制御部41は、研削工具29へ流入する前の研削液の温度を、所定の経路における研削工具29の位置に対応して予め設定された目標温度に近づけるように制御し、研削作用面部56がシリンダボア43の内周面43aと接触することにより、シリンダボア43の内周面43aを研削する。
(もっと読む)
ポリッシング装置及び方法
【課題】半導体ウエハの周縁部における研磨量の過不足を防止し、より平坦度の高い研磨を行うことができ、また半導体ウエハの周縁部の研磨量を意図的に増減することができるポリッシング装置及び方法を提供する。
【解決手段】ポリッシング対象物を保持するトップリング1を回転させる際の軸中心となるトップリングシャフト8の周囲に別個に設けられ、ポリッシング対象物を研磨する際、トップリングシャフト8とは一緒に回転しないよう構成された部材21を備え、トップリング1の周囲に上下動自在に配置されたガイドリング3に押圧力を与えるための流体圧を調節する第2のレギュレータR2からガイドリング押え20を介してガイドリング3へ行われる押圧力の伝達が、トップリングシャフト8の周囲に別個に設けられた部材21を介して行われる。
(もっと読む)
研磨ヘッド及び研磨装置
【課題】ワークの研磨において、安定して一定の高平坦度、高研磨代均一性が得られ、かつ、45nm以上の微小なパーティクルの少ないワークを得ることができ、粗研磨加工工程にも仕上げ研磨加工工程にも使用できる研磨ヘッド及び研磨装置を提供する。
【解決手段】少なくとも、研磨ヘッド本体の下部に、円盤状の中板に保持されるラバー膜と、該ラバー膜の周囲に設けられる円環状のガイドリングとを具備し、ラバー膜の下面部にワークの裏面を保持し、ワークの表面を定盤上に貼り付けた研磨布に摺接させて研磨する研磨ヘッドにおいて、ガイドリングの下面が研磨中に研磨布に接触しないようにして、ガイドリングと中板とを保持し、研磨ヘッド本体と弾性膜を介して連結されるベース部材を有し、該ベース部材は、その上面の一部が研磨ヘッド本体と接触することでアキシャル方向の変位が制限され、かつ弾性膜により研磨中にラジアル方向に変位可能な研磨ヘッド。
(もっと読む)
切削部材の研削装置
【課題】支持部と該支持部の端部に沿って取付けられた刃部とを備えた切削部材の支持部のみを研削して、刃部の切削面を支持部の先端面よりも外方に位置させるようにする研削装置を提供する。
【解決手段】切削部材1を研削する研削装置10であって、前記切削部材1が、支持部4と、該支持部の端部に沿って取付けられた刃部2とを備えてなり、前記研削装置10が、外周面が研削部であって回転駆動される円盤状の研削部材14と、前記研削部材の外周面と前記切削部材とを当接させるように前記切削部材を支持する支持機構18と、を備え、該支持機構は、前記切削部材を保持する保持部材20と、該保持部材を移動させる移動装置22とを備え、前記切削部材の支持部のみが前記円盤状の研削部材の外周面に当接するように前記切削部材を前記研削部材に対して移動できるものである研削装置。
(もっと読む)
ウェーハの研磨方法および研磨装置
【課題】ウェーハ周縁部でのダレを防止し、直径300mm以上のウェーハであっても高平坦度ウェーハが実現可能なウェーハ片面研磨技術の提供。
【解決手段】ウェーハの一方の面を片面研磨する方法であって、研磨布を具えた回転定盤面に対して該ウェーハの他方の面を押圧する圧力のうち、ウェーハ端縁よりも幾分ウェーハ中心側にある、ウェーハの他方の面の所定の環状領域の一部または全面に対して加える第1圧力と、ウェーハの他方の面の残りの領域に加える第2圧力とを、個別に制御することにより、該ウェーハの所定の端縁部の研磨量を制御することを特徴とする、ウェーハの片面研磨方法。
(もっと読む)
研磨方法
【課題】CMP工程における膜剥がれを抑制すると共に、研磨圧力の低下に伴う減少した研磨速度を高めることが出来る技術を提供することである。
【解決手段】基板に対してCMPを施して加工するCMP方法であって、前記CMPに際して、前記基板の中央部において加える圧力を0.05〜1.5psiとなし、前記基板の外周に配置したリテーナリングに加える圧力を、前記基板の中央部において加えた圧力の3〜15倍とする。
(もっと読む)
研磨方法、板状の被研磨部材及び微細転写用のスタンパ
【課題】光ディスクなどの年輪状痕等を低減可能とする。
【解決手段】チャンバ15により区画されたラッピングプレート32上に被研磨部材であるスタンパ1の被研磨面である裏面1bを接触させ、ラッピングプレート32の回転駆動により前記裏面1bを研磨する研磨方法であって、チャンバ15内に、ゲージ圧力を0.01MPaから0.5MPaの間に設定した圧縮空気を導入して前記スタンパ1を前記ラッピングプレート32へ押圧する。ラッピングプレート32を回転駆動することと、チャンバ15内に供給する加圧流体のゲージ圧力を0.01MPaから0.5MPaの間に設定することとの協働によりスタンパ1の裏面1bのRaの値を0.02以下とすることを特徴とする。
(もっと読む)
鏡面研磨装置、その加圧ヘッド及び鏡面研磨方法
本発明は、鏡面研磨装置、その加圧ヘッド及び鏡面研磨方法に関するもので、加圧ヘッドのボディー(20)と、前記ボディーの一面に具備されて、前記ボディーから被研磨体に伝達される圧力を調節するエアバッグ(50)と、前記ボディーの一面の周縁に具備されるリング状のパッド(16b)と、を含んでなることを特徴とする、鏡面研磨装置の加圧ヘッドを提供する。  (もっと読む)
(もっと読む)
シリンダブロックの加工方法および加工用治具
【課題】シリンダブロックの形状のバラツキにかかわらず、シリンダボアに対する仕上げ加工によってシリンダボアに対してエンジン実働時に生じるボア変形を相殺するような変形を与えることができ、エンジン実働時におけるシリンダボアの真円度の低下を抑制することができるシリンダブロックの加工方法を提供する。
【解決手段】シリンダボア4に、シリンダボア4が非真円形状となる所定の変形を与えた状態で、シリンダボア4について所定の真円度を得るための仕上げ加工を行う加工方法において、シリンダブロック1に対して、シリンダボア4に所定の変形を与えるための荷重である変形荷重を付与するとともに、ボア壁面4aのボア径方向の変位量について、所定の変形に応じてあらかじめ設定される目標値と、前記変位量を検出することにより得られる検出値との比較による差に基づくフィードバック制御を行うことにより、前記変形荷重の大きさの調整量を制御する。
(もっと読む)
半導体集積回路装置の製造方法
【課題】Cu-CMP工程においては、ウエハの大口径化に伴い、ウエハ内の研磨特性の均一化のためマルチ・ゾーン型加圧室を有する研磨ヘッドが主流となっている。ところが、本願発明者らが検討したところによると、このような構造の研磨ヘッドで、ダマシン配線等のメタルCMPを実施すると、複数の加圧室(各ゾーン)間で、圧力の立ち上がりが不均一となるため、研磨時間の主要部に至っても、各ゾーン間の不均一が解消しない場合があり、それによって、配線間ショート等の不良が発生することが明らかとなった。
【解決手段】本願発明は、マルチ・ゾーン型加圧室を有する研磨ヘッドを用いて、ダマシン配線等のメタルCMP処理を行う際に、各ゾーンの気圧の立ち上げを非同時的に行うことによって、全ゾーンの加圧状態の速やかな収束を図るものである。
(もっと読む)
シリコンウェーハの研磨方法
【課題】本発明の目的は、所定の固定砥粒を有する研磨パッドの表面に、実質的に砥粒を含まない研磨液を塗布し、シリコンウェーハに対し前記研磨パッドを相対的に摺動させることで、シリコンウェーハ表面を研磨するシリコンウェーハの研磨方法であって、良好な研磨速度及び研磨精度を有し、特に大口径のウェーハに対しても、優れた平坦度を維持することができる研磨方法を提供することにある。
【解決手段】前記シリコンウェーハ表面と前記研磨パッドの表面との間に供給される前記研磨液がハイドロプレーン層を形成し、該ハイドロプレーン層の厚みを制御することにより、前記シリコンウェーハ表面の研磨状態を変化させることを特徴とする。
(もっと読む)
可撓膜を有するケミカルメカニカルポリシングシステム用キャリアヘット
【課題】研磨スループットを最適化すると同時に所望の平坦度と仕上げを提供する。
【解決手段】ベースに結合されて第1チャンバ、第2チャンバ、および第3チャンバを画成する可撓部材を有するキャリヤヘッド。可撓部材の下面は、第1チャンバに関連する内側部分、その内側部分を囲むとともに第2チャンバに関連する実質的に環状の中間部分、およびその中間部分を囲むとともに、第3チャンバに関連する実質的に環状の外側部分を有する基板受け面を提供する。外側部分の幅は中間部分の幅よりも明らかに小さくてよい。キャリヤヘッド200はまた、駆動軸に結合されたフランジ150と、そのフランジ150をベースにピボット式に結合するジンバルとを含んでもよい。
(もっと読む)
ウェーハ研磨装置及びウェーハ研磨方法
【課題】ウェーハの不連続な研磨形状の発生を防ぎ、滑らかな研磨形状になるようにすることができるウェーハ研磨装置を提供する。
【解決手段】ウェーハWを研磨パッド20に摺接させて、相対運動させながら研磨を行うウェーハ研磨装置において、ウェーハWを研磨パッドに押し付ける圧力をウェーハWの裏面から可撓性シート50を介して加える圧力付与機構を有した研磨ヘッド20を備えるとともに、可撓性シート50は、ウェーハWの裏面内でウェーハWに圧力を与えるウェーハ内領域部53Aと、該ウェーハ内領域部53Aの撓み剛性よりも弱い撓み剛性を持ち、かつ、該ウェーハ内領域部53Aの外周外側に設けられたウェーハ外側領域部53Bとを有してなる構成とした。
(もっと読む)
研磨装置の研磨面加熱、冷却装置
【課題】被研磨物の研磨時、研磨装置の定盤に取付けた研磨パッドや砥石の研磨面を冷却又は加熱する研磨装置の研磨面加熱、冷却装置を提供すること。
【解決手段】研磨装置の研磨面加熱、冷却装置であって、被研磨物の研磨時、研磨面に対向して配置される熱交換体20を備え、熱交換体20は内部に熱交換媒体を通す熱媒体流路33が形成されており、研磨面に対向する底面の全部又は一部が前記研磨面の進行方向に向かって上方に離間するように所定角度傾斜した傾斜面又は複数の段差面となっており、被研磨物の研磨時、研磨面と熱交換体底面20との間に流入する研磨液(スラリー等)により熱交換体20は揚力を受けると共に、研磨面と熱交換体内の熱交換媒体流路を流れる熱交換媒体の間で熱交換を行い研磨面を加熱又は冷却する。
(もっと読む)
基板処理装置
【課題】半導体装置の製造工程などにおいて、基板の周縁部等に発生する表面荒れや基板の周縁部等に付着し汚染源となる膜を効果的に除去することができる基板処理装置を提供する。
【解決手段】研磨テープ21と、基板Wを回転させる機構と、回転する基板のベベル部に研磨テープ21を押圧する研磨ヘッド41とを備え、研磨ヘッド41は、二つの突出部42a,42bを有した支持部42と、二つの突出部42a,42bの端部の間に張設され研磨テープ21を支持するための弾性部材43と、基板の径方向に研磨ヘッド41を移動させるためのエアシリンダ45とを備え、研磨ヘッド41の支持部42をエアシリンダ45により基板の径方向に移動させ、弾性部材43を延ばして弾性部材43に張力を発生させ、この張力により一定の力で研磨テープ21を基板のベベル部に押圧してベベル部を研磨する。
(もっと読む)
1 - 20 / 48
[ Back to top ]