
Fターム[3C059CC01]の内容
放電加工、電解加工、複合加工 (4,787) | 検出パラメータ (151) | 加工間隙電圧 (57)
Fターム[3C059CC01]に分類される特許
1 - 20 / 57
放電加工装置およびその制御方法
【課題】加工効率を向上させる。
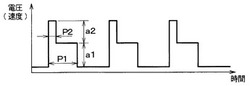
【解決手段】ワークWに対して放電を行う電極111と、電極111をワークWに対して近づく方向および遠ざかる方向に駆動する電極駆動手段13と、電極駆動手段13を制御する制御手段17とを備え、電極駆動手段13は、超音波振動を利用する超音波モータであり、制御手段17は、超音波モータ13を駆動するための電圧信号を、電極111からワークWへの放電状態に基づいて生成した電圧波形P1に過電圧波形P2を付加することによって生成する。
(もっと読む)
加工状態に基づき加工液量を調節するワイヤ放電加工機

【課題】ワイヤ電極と被加工物の極間の加工屑の偏在を解消することで高精度加工を実現するワイヤ放電加工機を提供する。
【解決手段】ワイヤ電極1と被加工物2との極間に電圧を印加して放電を起こし、極間電圧検出装置9は極間の極間電圧を検出し、放電パルス電流判別装置10は有効放電パルスと無効放電パルスを判別し、放電パルス数計数装置11は所定時間毎に前記判別した無効放電パルス数を計数し、放電位置検出装置12は電流センサを用いて上,下給電線6a,6bに流れる各々の電流値を所定時間毎に測定し、この電流値の差異から放電位置を検出し、加工屑偏在状態判別装置13は、放電パルス数計数装置11からの出力と放電位置検出装置12によって得られた放電位置から加工屑20の偏在状態を判別し、加工液量調節装置14は、上,下加工液供給装置40a,40bから供給する加工液の加工液量のバランスを調整し加工屑20の偏在状態を解消する。
(もっと読む)
放電加工用電源装置
【課題】電極間へのエネルギーの注入と極間状態に応じた電極間の電圧調整を独立に制御することができ、安定した加工状態を得ながら極間状態をモニタリングすることが可能な放電加工用電源装置を得ること。
【解決手段】放電加工用電源装置は、第1の期間において、スイッチング素子をオンにすることで直流電源から第1のインダクタンス素子にエネルギーを供給するエネルギー蓄積動作を行い、前記第1の期間に続く第2の期間において、前記スイッチング素子をオフにすることで極間の放電状態に応じて前記第1のインダクタンス素子と第2のインダクタンス素子と前記極間との間で直列共振動作を行い、前記放電加工用電源装置は、前記エネルギー蓄積動作と前記直列共振動作とを交互に繰り返し、交流電圧を極間に発生させて前記被加工物の加工を行う。
(もっと読む)
ワイヤ放電加工装置
【課題】 加工送り速度を制御し、被加工物の加工面が凹または凸形状となる太鼓形状の形成を防ぎ、ワイヤ走行方向の加工精度である真直精度を向上させる。
【解決手段】 ワイヤ電極と被加工物間に発生した放電パルスを検出する放電パルス検出装置と、検出した放電パルスが短絡パルスか否かを判別する短絡パルス判別装置と、所定時間内に発生した短絡パルスの連続個数を計数する計数装置と、所定時間内に発生した短絡パルスの平均連続個数を算出する演算装置と、基準となる短絡パルスの連続個数を記憶する記憶装置と、計数した短絡パルスの平均連続個数と基準となる短絡パルスの連続個数とを比較する比較装置と、基準となる短絡パルスの連続個数と計数した短絡パルスの平均連続個数とに基づいて、加工送り速度を変更する加工送り速度制御装置を有する。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
電解加工システム及び方法
【課題】加工物を加工するためにフラッシング機能がより高い新規の改良型の電解加工システム及び方法が必要である。
【解決手段】電解加工システム10は、加工物100を加工するように構成された1つ又は複数の電極15と、加工物100と1つ又は複数の電極15のそれぞれとに電圧を印加するように構成された電源13と、電解液を通過させるように構成された電解液供給源14と、1つ又は複数の電極15のそれぞれを加工物100に対して移動させるように構成された加工装置11とを備える。電解加工システム10は更に、加工物100を加工するための加工装置11を制御するように構成されたコントローラ12と、除去された材料を加工物100から取出すために電解液供給源14からの電解液と相互作用するように構成された除去材とを備える。電解加工方法も提案される。
(もっと読む)
放電加工装置
【課題】仕上げ加工電源を用いた群パルス印加方法であっても、放電のむらを防ぎ、加工の安定化、加工速度の向上が図れる放電加工装置を得ること。
【解決手段】加工用電極と被加工物との間に群パルスを印加して加工を行う放電加工装置において、前記群パルスの印加による前記加工用電極と前記被加工物との間の極間状態を検出する極間状態検出手段と、前記極間状態検出手段が検出した極間状態に基づき前記群パルスの印加パターンを制御する制御手段とを備える。
(もっと読む)
半導体ウェハの切断方法
【課題】切断面のエッジ部におけるバリの発生を防止できる半導体ウェハの切断方法を提供する。
【解決手段】ワイヤ放電加工による半導体ウェハ3の切断において、ワイヤ2を半導体ウェハ3内へ入れる過程では、ワイヤ2から半導体ウェハ3に与える単位面積当たりの放電エネルギーを次第に小さくして、放電ギャップGを大きくする。ワイヤ2を半導体ウェハ3の外へ出す過程では、ワイヤ2から半導体ウェハ3に与える単位面積当たりの放電エネルギーを次第に大きくして、放電ギャップGを次第に小さくする。これにより半導体ウェハ3の切断面のエッジ部をR形状にする。
(もっと読む)
放電加工機
【課題】回路に生じる浮遊容量やインダクタンスの影響により最小放電エネルギーが決定される、従来型の放電加工機に比べ、より高精度に放電エネルギーの制御が可能な放電加工装置を提供する。
【解決方法】給電電極200・工具電極150・工作物300を配置し、給電電極200は工具電極150と間隙をもつ対向面を保有し、給電電極200より工具電極150への給電を静電誘導給電で行うことで、回路に生じる、浮遊容量や、インダクタンスの影響を無視でき、給電電極200と工具電極150の間に形成される容量C1Aと、工具電極150と工作物300の間で形成される容量C2Aにより放電エネルギーが決定される。
(もっと読む)
電解加工方法および電解加工装置
【課題】短絡抑制と加工時間短縮とを両立できる電解加工方法を提供する。
【解決手段】電極11の電解液供給孔11cから被加工物1に電解液を供給し、電極11と被加工物1との間に電圧を印可する電解加工方法であって、電極11と被加工物1との間に印可された電圧、および電極11と被加工物1との間を流れる電流のうち少なくとも一方を検出手段18によって検出し、電極11の被加工物1側への相対的な変位速度を検出手段18の検出結果に基づいて変化させる。電極11と被加工物1との間に印可された電圧を検出手段18によって検出し、検出手段18の検出電圧が抜け際短絡の前兆となる上昇を示した場合、変位速度を減少させる。また、検出手段18の検出電圧が下降した場合、変位速度を減少させる。
(もっと読む)
電解加工方法および電解加工装置
【課題】電解液流れによる加工品質への悪影響を抑制できる電解加工方法および電解加工装置を提供する。
【解決手段】電極11の電解液供給孔11cから被加工物1に電解液を供給し、電極11を被加工物1に対して接近・離反するように往復動させ、電極11と被加工物1との間に電圧を印可する電解加工方法であって、電極11が被加工物1に対して最接近しているときには電圧の印加が停止されているようにし、電極11が被加工物1に対して離反する方向に動いているときに電圧の印可を開始する。
(もっと読む)
放電加工装置
【課題】被加工物および加工電極の材質や形状、加工液の種類やその状態、あるいは機械の個体差等による誤差を生ずることなく、加工安定度の指標を与える放電間隙の状態を推定し、加工不安定の抑制制御が行える放電加工装置を得ること。
【解決手段】加工開始直後に印加される最初の加工パルスによる放電周期において取得された極間電圧は、放電間隙が加工屑等の影響がなくクリアな状態であるときに取得されたものであるから、それを基準極間電圧として記憶し、その基準極間電圧と加工中の極間電圧との差分を算出し、差分が閾値を超えたとき、放電間隙が加工不安定の状態にあると推定し、加工屑の排出制御と加工屑の発生抑制制御の少なくとも一方の加工不安定の抑制制御を行う。
(もっと読む)
放電加工装置
【課題】電極の送り方向に垂直な平面内で電極と被加工物とを相対的に揺動させながら被加工物を加工する際における加工速度を向上できる放電加工装置を得ること。
【解決手段】放電加工装置は、被加工物を加工する際に、電極揺動指令に従って、電極の送り方向に垂直な平面内で前記電極と前記被加工物とを相対的に揺動させる揺動手段と、基準揺動軌道からの実際の電極位置の差を算出する算出手段と、前記差が小さくなるように前記電極揺動指令を変更する変更手段とを備え、前記揺動手段は、前記変更手段により変更された前記電極揺動指令に従って、前記電極と前記被加工物とを相対的に揺動させる。
(もっと読む)
加工状態を検出するワイヤ放電加工機
【課題】ばらつきの影響を受けにくい極間状態検出機能を備えたワイヤ放電加工機を提供する。
【解決手段】単位時間あたりの放電割合と開放割合は、単位時間あたりの開放割合に応じてほぼ決定される。これにより、単位時間あたりの放電割合は、単位時間あたりの開放割合に応じてほぼ決定され、機械によって差はほとんどかわらない。よって、明確に判別可能な開放状態のみを検出し、単位時間あたりの放電回数と短絡回数を推定できる。1印加サイクル中に台形波状の電圧を極間に印加し電圧印加後に休止時間を設け、休止時間中に開放状態を判定する。検出された開放状態の印加サイクル回数に対する開放割合と、電源電圧や1印加サイクルの平均電圧から、極間の平均電圧を求める。ワイヤ放電加工機に、このようにして求めた放電回数や、開放割合より求めた平均電圧を指標とした送り制御を適用する。
(もっと読む)
ワイヤ放電加工装置
【課題】ワイヤ電極と被加工物との間に形成される複数の電極間隙の各極間電圧情報を他の影響を排除して正確に検出し、それに基づき複数の電極間隙での加工状態に応じた制御が行えるワイヤ放電加工装置を得ること。
【解決手段】1本のワイヤ電極5を被加工物2の所定範囲内において複数回互いに離隔して折り返すことにより、被加工物に近接した位置に並列配置される複数の所定長ワイヤ電極部分からなる複数の切断ワイヤ部の全部または一部における各切断ワイヤ部の一端に加工用電源7が接続される複数の給電子9を摺接配置し、他端に複数の検出給電子12を摺接配置し、複数の検出給電子および被加工物と極間情報検出回路11との間を極間情報検出線(抵抗線13、単線14)で接続する。
(もっと読む)
ワイヤ放電加工装置
【課題】極間の高周波電圧が極間から検出部へ伝送される際における高周波電圧の波形の歪みを低減できるワイヤ放電加工装置を得ること。
【解決手段】ワイヤ放電加工装置は、ワイヤ電極と定盤に載置された被加工物との極間に高周波電圧を印加して放電を発生させ、前記被加工物を加工するワイヤ放電加工装置であって、前記極間の高周波電圧の波形を検出する検出部と、前記ワイヤ電極と前記検出部とを電気的に接続する第1の線と、前記被加工物と前記検出部とを電気的に接続する第2の線とを備え、前記第1の線及び前記第2の線との少なくとも一方は、前記検出部へ伝送されるべき高周波電圧の共振を抑える抵抗値を有する抵抗線を含む。
(もっと読む)
細穴放電加工機及び細穴放電加工方法
【課題】穴加工時の抜け際及び穴の貫通を検出可能で、抜け際でも安定した加工を行うことができる細穴放電加工機及び細穴放電加工方法を得ること。
【解決手段】先端から加工液を噴射するパイプ状の電極2と、電極2とワーク3との間に群パルスを含むパルス電圧を休止時間を挟んで間欠的に印加するパルス発生装置6とを有し、電極2とワーク3との間に介在する加工液中で群パルスによる放電を発生させてワーク3に対して放電加工を施す細穴放電加工機1であって、電極2とワーク3との間での短絡の発生を検出する短絡検出部7と、短絡の発生頻度を検出する短絡頻度検出部8と、短絡頻度検出部8の検出結果に基づいて、放電加工による加工中の穴が非貫通の通常状態であるか、部分的に貫通した抜け際状態であるか、完全に貫通した貫通状態であるかを判断する加工制御部4とを有する。
(もっと読む)
放電加工装置
【課題】穴加工を行う放電加工において、出入口径差の小さな貫通加工を行う際の加工時間を短縮するとともに、安定な加工状態にて貫通加工を行うことを可能とする放電加工装置を得ること。
【解決手段】極間電圧が短絡検出閾値以下であることを検出する短絡検出回路11と、極間電圧が短絡検出閾値よりも高い不安定検出閾値以下であることを検出する不安定検出回路14と、極間電圧が短絡検出閾値以上であり、且つ、極間電圧が不安定検出閾値以下である場合に、極間への加工用電力の供給を停止すべく、パルス列における所定のパルスの発生を停止させる信号および加工用電極の加工送りを減速させる信号を生成して出力する制御回路12と、を備える。
(もっと読む)
動作状態診断システム、監視装置、制御方法、及びプログラム
【課題】被加工物に対して管状の電極の先端から電解液を吐出させ、電極の先端と被加工物との間に電圧を印加すると共に、被加工物に向けて電極を送り出して被加工物を穿孔加工する電解加工機について、加工動作の状態を診断すること。
【解決手段】電解加工機が電極を送り出す際に、特定の物理量が一定となるよう定量制御している場合、特定の物理量と相関関係のある別の物理量を測定する物理量測定手段と、電解加工機の加工動作の状態を監視する監視装置110とを備え、監視装置110は、物理量測定手段によって測定された物理量、又は当該物理量の周期的な変化量がしきい値を超えたか否か判定するしきい値判定部113と、物理量、又は物理量の周期的な変化量のいずれが、如何なるしきい値を超えたのか、その判定結果に基づいて、電解加工機の加工動作の状態について、如何なる動作不良が生じているか診断する動作状態診断部114とを有する。
(もっと読む)
ワイヤカット放電加工機および放電加工方法
【課題】加工特性の補正を行い、同一種のワイヤカット放電加工機毎の加工結果のバラツキをなくす。
【解決手段】ワイヤ電極24とワーク25で構成される極間に、間歇的に電圧を印加して放電を発生させ、加工中の平均極間電圧によってワイヤ電極24とワーク25の相対送り速度を制御するワイヤカット放電加工機において、少なくとも加工後のワークの寸法情報を入力する入力装置11と、前記極間の極間電圧を検出し増幅器30により増幅し、A/D変換器31で所定周期毎にA/D変換を行い、制御装置1に出力する。制御装置1は、A/D変換器31からの電圧値に基づいて平均極間電圧値を求めるとともに、前記寸法情報に従って予め記憶された補正ゲインを用いて前記平均極間電圧値を補正する補正係数を算出し、該補正係数を該平均極間電圧値に乗ずることによって得られる補正極間電圧値に基づいて前記相対送り速度を制御するワイヤカット放電加工機。
(もっと読む)
1 - 20 / 57
[ Back to top ]