
Fターム[3C063EE19]の内容
Fターム[3C063EE19]の下位に属するFターム
Fターム[3C063EE19]に分類される特許
1 - 17 / 17
研削装置
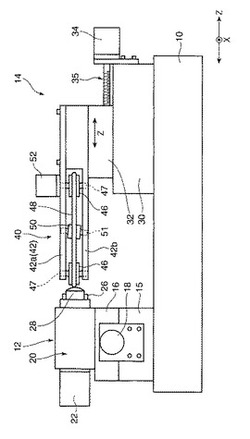
【課題】球面等の曲面加工をより長期的に連続して精度良く行う。
【解決手段】研削装置は、ワーク28を保持するチャック26を備えた主軸と、加工ヘッド40と、これをワーク28に対して相対的に移動させる手段とを備える。加工ヘッド40は、一対のガイドローラ46と、これらガイドローラ46に掛け渡される研削ベルト48と、ガイドローラ46を介して研削ベルト48を駆動する(周方向に走行させる)駆動モータ52等を備え、研削ベルト48を走行させながら当該ベルト48のうちガイドローラ46に掛け渡された部分の外周面をワーク28に接触させて当該ワーク28を加工する。研削ベルト48は、外向きに凸となる断面円弧状の外周面を備えかつこの外周面上に結合材により砥粒が固定されたものである。
(もっと読む)
研削ホイール

【課題】 ウエーハのデバイス領域に対応する裏面のみを研削して円形凹部を形成し、外周余剰領域に対応する裏面にリング状補強部を残存させる研削を行った場合に、円形凹部とリング状補強部との境界部に円弧状の未研削部を形成するのを抑制可能な研削ホイールを提供することである。
【解決手段】 複数のデバイスが分割予定ラインによって区画されて形成されたデバイス領域と、該デバイス領域を囲繞する外周余剰領域とが表面に形成されたウエーハの裏面を研削する研削装置の研削ホイールであって、リング状のホイール基台と、該ホイール基台の自由端部に環状に固定された複数の研削砥石とから構成され、各研削砥石はその縦断面が鋭角を有する平行四辺形に形成されていて、該平行四辺形の鋭角が外方に突出するように前記ホイール基台に固定されていることを特徴とする。
(もっと読む)
球状体の研磨装置、球状体の研磨方法および球状部材の製造方法
【課題】研磨コストを低減することが可能な球状体の研磨装置、球状体の研磨方法および球状部材の製造方法を提供する。
【解決手段】研磨装置は、回転盤研磨面10Aを有する回転盤10と、回転盤研磨面10Aに対向する固定盤研磨面を有する固定盤とを備えている。回転盤研磨面10Aは固定盤研磨面に対して対向する状態を維持しつつ、相対的な回転が可能となっている。回転盤研磨面10Aには、上記回転に沿った周方向に延在する溝部11が形成されている。溝部11が形成された回転盤10は、球状体である素球よりも高い硬度を有するダイヤモンド粒子からなる砥粒を含む砥粒層18と、砥粒層18上に形成され、砥粒層18よりも低い硬度を有する保持層19とを含んでいる。そして、溝部11は深さ方向において保持層19を貫通し、砥粒層18に至るように形成されている。
(もっと読む)
プラトー面加工用レジノイド超砥粒砥石ホイール
【課題】プラトー面を高能率で研削可能なプラトー面加工用レジノイド超砥粒砥石ホイールを提供する。
【解決手段】砥石ホイール10によれば、砥石部16が10〜60容積%の気孔率と2〜15GPaの弾性率とを有することから、適度な軟らかさで超砥粒が結合されるとともに適度の割合で気孔が形成されているので、外周面で研削する通常の砥石ホイールと同様の研削手法を用いて、被削材28の表面の拡大断面において図5に示すように深い油溝gと平坦なプラトー面部pとが精度良く、一挙に且つ能率良く形成される。
(もっと読む)
砥石製造方法、および砥石製造装置
【課題】所望の形状の砥石を形成する。
【解決手段】電極11と砥石13との間に所定の電圧を印加すると、転写形状部12の表面に瞬間的な放電によって密度の高いプラズマが発生する。そこで、転写形状部12に砥石13を接近させると、転写形状部12と砥石13との距離が近い部分ほど、プラズマによる砥石13の崩壊が生じやすいので、砥石13は転写形状部12の表面に沿う形状に成形される。
(もっと読む)
砥石製造方法、および砥石製造装置
【課題】所望の形状の砥石を形成する。
【解決手段】プラズマ発生部11の導入口11aからアルゴンガスを導入しつつ、電極12,13に所定の電圧を印加すると、プラズマが発生する。発生したプラズマ(イオン)は、アルゴンガスに搬送されて、排出口11bからガス流路21aを介して搬送され、転写形状部21の表面からほぼ均一に放出されて砥石22に照射される(吹き付けられる)。転写形状部21の表面に砥石22を接近させると、砥石22はアルゴンガスの放出圧力に応じて転写形状部21の表面に沿う形状に成形される。
(もっと読む)
歯研砥石および歯車加工方法
【課題】容易に熱処理工程後において歪みのないアンダーカット部を形成できる歯研砥石および歯車加工方法を提供する。
【解決手段】ワーク歯車Wの歯切り工程、この歯切り工程後の熱処理工程、この熱処理工程後の歯研砥石による歯研工程を含む歯車の加工方法において、歯幅方向における歯先の両端に、ワーク歯車Wの歯元2にアンダーカット部3を形成するための突出部6を設けた歯研砥石Tを使用し、歯研工程において歯元2にアンダーカット部3を形成する。
(もっと読む)
ダイヤモンドホイール
【課題】高速度研削においても、研削液のキャリィ効果や速やかな切屑排出が得られると共に、研削点つまり接触円弧内への研削液の到達量を多くして十分な冷却効果が得られるダイヤモンドホイールを提供すること。
【解決手段】ダイヤモンドホイール1は、台金2の外周に、ダイヤモンド砥粒とボンド材との焼結からなる砥粒層8が周方向にセグメント状に隙間6をもって配列形成され、これら砥粒層8のセグメントとセグメントの間の上記各隙間6にボンド材の焼結からなるボンド層7A、7B、7C・・・が充填され、研削作用面4が周方向において、砥粒層8とボンド層7A、7B、7C・・・とが交互に配列して連続に形成されている。
(もっと読む)
砥石用軸体、軸付き砥石および研削盤ならびに燃料噴射ノズルの製造方法
【課題】 安定的に研削液を供給でき、ドレッシング時における成形が精度良く行われ、加工面精度(真直度)が高い研削加工が可能とされた軸付き砥石を提供する。
【解決手段】 外周に向けて研削液を噴射する噴射孔7bが形成された軸体5と、軸体5の先端に固定された砥石3とを備え、軸体5の先端の反対側に位置する基端部には、回転軸に接続されるネジ部5bが設けられていることを特徴とする。
(もっと読む)
ウエーハの砥石工具、研削加工方法および研削加工装置
【課題】直径の異なる2種類のウエーハの裏面に凹部を形成する研削加工を、砥石工具を交換することなく1つの砥石工具で可能とし、砥石寿命および生産効率の向上を図る。
【解決手段】回転中心と同心状に、外径の異なる2つの環状の砥石(大径砥石48および小径砥石49)が形成された砥石ホイール45,46を用いる。大径砥石48は、刃先の外周縁が大径ウエーハ1Aの回転中心を通過し、かつ刃先の外周縁が形成すべき凹部8の外周縁を通過する外径を有し、小径砥石49は、刃先が小径ウエーハ1Bの回転中心を通過する外径を有している。
(もっと読む)
内歯車型砥石
【課題】超砥粒の切れ味を安定して維持することができるとともに、この超砥粒の特に頂部や稜線部の欠損によるスクラッチの発生を抑えることができ、ホーニング砥石による後加工などを要さずとも、被研削歯車の高品位の仕上げ加工までを行うことが可能な内歯車型砥石を提供する。
【解決手段】円環状をなす台金2の内周面に超砥粒を固着した歯車型の研削部3が形成されてなる内歯車型砥石1であって、超砥粒は、その結晶面のうち111面が、研削部3がなす歯型4の歯面4Aに略沿うようにして、被研削歯車の歯面に対向する方向に向けられるように固着されている。
(もっと読む)
研切削体及び研削体セット、これらを用いた研削装置及び研削方法
【課題】 効率の良い研削加工及び精度の良い研削加工を行うことが可能な研切削体を提供する。
【解決手段】 被加工物を切断する複数の切削刃2a、2b、2c、2dを備え、各切削刃2a〜2d間にワーク12の輪郭形状の少なくとも一部を加工する輪郭加工用砥石3a、3b、3cが装着されている。輪郭加工用砥石3a、3b、3cによってワーク12に対して輪郭加工が行われ、同時に切削刃2a、2b、2c、2dによって各加工物12a、12b、12cに切断される。
(もっと読む)
脆性材料を用いた球体の表面加工装置ならびに加工方法
【課題】脆性材料を用いた球体の加工において、有害なキズの発生を防ぎ、所望の表面形状を安定して生産する。
【解決手段】互いに対面する固定円盤1と回転円盤2からなる研磨盤であって、対面する両円盤1,2の少なくとも一方を金属よりも剛性の低い弾性体の盤に酸化セリウム,酸化ジルコニウム,酸化アルミナ,炭化ケイ素,シリカ,微細なダイヤモンドパウダーからなる群より選ばれた1種以上の砥粒を含有した弾性体砥石とした。また、上記低剛性弾性体の盤で、研削液に上記酸化セリウム,酸化ジルコニウムなどを混ぜた遊離砥粒を使用して加工する。
(もっと読む)
セラミックハニカム構造体の製造方法
【課題】 セラミックハニカム構造体の端面を加工する際に、隔壁に欠けが生じ難く、さらに、端面の加工に要する時間がかからない、セラミックハニカム構造体の製造方法を得る。
【解決手段】 多孔質の隔壁により形成されるセルを多数有するセラミックハニカム構造体の製造方法において、該セラミックハニカム構造体の端面を、カップ形砥石を用いて、該カップ形砥石の端面が前記セラミックハニカム構造体の端面に略平行となるように研削加工を行うことを特徴とする。
(もっと読む)
セラミック球を研摩するための方法及び装置
本発明は球研摩器を用いてセラミック球を研摩するための特に経済的な方法に関する。この発明は合成樹脂中に結合されている研摩ダイヤモンド粒子を持つ研摩ホイールが使用されることを特徴とする。 (もっと読む)
砥石車
【課題】ワークの端面を研削する場合であってもワークに研削焼けを生じ難くすることができ、研削能率の向上を容易に図ることのできる砥石車を提供する。
【解決手段】外周面を構成する第一砥石30と、該第一砥石30の砥粒よりも粗い砥粒を用いて形成されると共に前記第一砥石30の端面に設けられ、端面を構成する第二砥石40とを備えることを特徴とする砥石車10。なお、前記第二砥石40は、単層の砥粒により構成されていることを特徴とする砥石車10としてもよい。また、前記第二砥石40の最大径は、前記第一砥石30の最大径よりも小寸であることを特徴とする砥石車10としてもよい。さらに、前記第二砥石40の最大径は、前記第一砥石30の最大径と同寸であることを特徴とする砥石車10としてもよい。
(もっと読む)
自己回避砥粒配置によって作製された研磨工具
研磨工具は、各砥粒の周りに排他的なゾーンを有する不均一なパターンに従った配置に配向された砥粒を含有し、この排他的なゾーンは、砥粒に関して所望のグリットサイズ範囲の最大直径を超える最小寸法を有する。砥粒のこのような自己回避配置を設計するための方法及びこのような配置を研磨工具本体に移すための方法が記載される。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]