
Fターム[3C100AA16]の内容
総合的工場管理 (15,598) | 業務・管理の内容 (5,235) | 生産スケジュールの作成 (1,007) | スケジュールの評価 (120)
Fターム[3C100AA16]に分類される特許
1 - 20 / 120
処理順序スケジュール作成方法、処理順序スケジュール作成装置、及びコンピュータプログラム
【課題】処理順序スケジュールを作成するに際し、制約を満たすように全ての製品の処理順を決定することができない場合には、処理順序スケジュールに取り込むことが相対的に不適切となる製品を除去して、複数の製品の処理順を決定する。
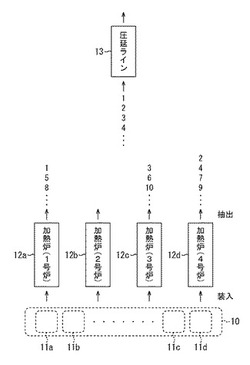
【解決手段】1つの鋼材(スラブ)に割り当てられる抽出順の数を1又は0にするという制約条件と、或る抽出順に鋼材(スラブ)が割り当てられていない場合には、その抽出順の次の抽出順以降の抽出順には、鋼材(スラブ)は割り当てられないとする制約条件と、を設定する。また、熱延スケジュールに組み込まれた鋼材(スラブ)についての、熱延スケジュールに組み込むべき優先度の加算値を表す目的関数と、熱延スケジュールに組み込まれていない鋼材(スラブ)の数を表す目的関数(評価関数)とを設定する。
(もっと読む)
作業計画作成装置、作業計画作成システム、制御方法、及びプログラム

【課題】作業対象となる部材の最適な配置位置を考慮した作業計画を作成することを目的とする。
【解決手段】所定時刻において、工場の作業場所の配置位置に対して当該部材の配置と当該部材に対する作業進捗を示すオブジェクトを生成し、次の時刻以降について、当該作業が、作業場の配置位置に当該作業に対する部材の配置が可能であるか否かを示す配置可能条件を満たす場合は、作業計画に関したオブジェクトを生成し、そして、当該部材を配置位置へ配置することによって作業計画の評価を行い、評価が高い作業計画のオブジェクトを配置情報表示画面300の配置情報表示部312へ表示する。
(もっと読む)
生産計画立案装置、及び、生産計画立案方法
【課題】連続して投入された液状体を凝固させて製品を生産する設備において、投入する液状体の成分調整を容易に行い、且つ、生産効率の高い、すなわち、ロス部分が少ない生産計画を立案することを目的とする。
【解決手段】生産計画立案装置は、含まれる成分の割合が互いに異なる複数の液状体を順次投入し、投入された液状体を凝固させてそれぞれの液状体から製品を製造する設備の、生産計画を立案する生産計画立案装置であって、後に投入しようとする液状体に含まれる各成分の目標値と、先に投入される液状体に含まれる各成分の量とに基づいて、後に投入しようとする液状体を投入した場合に製造されると推定される製品ロス量を算出し、製品ロス量が最も大きくなる成分を、成分調整を行うべき第1成分として選択する。
(もっと読む)
生産管理装置、工程分析方法および工程分析プログラム
【課題】生産計画と実績とを工程毎に容易に対比することを可能にする。
【解決手段】生産管理装置10は、生産計画に含まれる各工程の作業時間の予定値および実績値とを記憶する記憶部16と、予定値の工程毎の平均値に対応する第1のシンボルまたは第1の図形と、実績値の工程毎の平均値に対応する第2のシンボルまたは第2の図形とを工程毎に同じスケール上に重畳して表示させる制御部15とを備える。制御部15は、実績値の工程毎の最小値から最大値までの範囲に対応する第3のシンボルまたは第3の図形をさらに工程毎に同じスケール上に重畳して表示させてもよい。
(もっと読む)
生産計画立案装置、生産計画立案方法および生産計画立案プログラム
【課題】好適な生産計画を立案すること。
【解決手段】生産計画立案装置10は、製品の生産計画を、当該生産計画による製品の生産数と出荷予定数との差と、当該生産計画による生産設備の稼働時間と標準稼働時間との差とに基づいて評価する機能を提供する生産計画評価部167bと、生産計画評価部167bが提供する機能による評価結果に基づいて好適な生産計画を探索する機能を提供する生産計画探索部167cとを備える。
(もっと読む)
生産管理装置、生産計画立案方法および生産計画立案プログラム
【課題】好適な生産計画を立案すること。
【解決手段】生産管理装置10は、工程毎に選択された作業形態の組み合わせからなる生産計画を評価する生産計画評価部166cと、生産計画評価部166cの評価結果に基づいて好適な生産計画を探索する生産計画探索部166dとを備える。生産計画探索部166dは、例えば、工程毎にランダムに選択された作業形態の組み合わせからなる複数の初期の生産計画を作成し、作成されたそれぞれの初期の生産計画を起点として、好適な生産計画を探索する。
(もっと読む)
巡回路決定についてのプログラム、方法及び装置
【課題】複数の班で複数の作業を少なくとも一部分担して巡回実行する場合に作業順番を決定するような問題に対して一般的な局所改善法を適用可能にする。
【解決手段】本方法は、複数の班で少なくとも一部を分担して巡回実行すべき所定数の作業を、複数の班の各々について並べることで、実行予定順番を決定する処理と、複数の班の各々について、時間を進めつつ、実行予定順番に従って各作業の作業場所への移動及び当該作業の開始が、上記所定数の作業について設定されている制約条件を満たすか否かを判定することで、複数の班の各々について、実行予定順番において実行すべき作業を決定し、決定された作業順番についての評価値を算出する処理とを含む。
(もっと読む)
生産スケジュール作成装置及び生産スケジュール作成方法
【課題】連続生産を行う工程を含む生産ラインにおいて、より生産効率の高い生産スケジュールを作成することを目的とする。
【解決手段】生産スケジュール作成装置は、複数の製品を連続して処理する工程において、連続して処理できる製品同士であるか否かを示す接続条件を記憶しておき、受注した製品のうちの一部の製品であって、前記生産ラインで生産する予定の複数の製品である生産予定製品を生産した場合に、前記1工程において、前記生産予定製品を順に処理した場合に、前記接続条件を満たさない接続箇所を検出し、前記接続箇所を検出した場合に、当該接続箇所の前後のいずれの製品とも前記接続条件を満たす製品である接続製品を、前記受注した製品であって、前記生産予定製品以外の製品である受注残製品のうちから抽出する。
(もっと読む)
生産スケジュール作成装置及び生産スケジュール作成方法
【課題】複数種類の製品を生産する場合のスケジュールの作成を、従来に比べてより高速に行い、且つ、より最適なスケジュールの作成を行うことを目的とする。
【解決手段】生産スケジュール作成装置は、複数種類の製品を順番に処理する設備のスケジュールを、複数製品から成るグループを処理単位として、スケジュールを作成し、スケジュールを作成する際に用いたグループを、所定の条件で更にグループ化し、そのグループを処理単位として、更にスケジュールを作成することを繰り返し、作成したスケジュールのうち、最も高い評価のスケジュールを最適なスケジュールとして決定する。
(もっと読む)
計画修正支援装置、方法及びプログラム
【課題】生産計画、搬送計画、配置計画等の各種計画に修正を加えるに際して、どのような修正候補があるのかがわかりやすく、その中でもどの修正候補が良い修正候補であるのかがわかるようにする。
【解決手段】山が配置されるヤードの配置計画に修正を加えることができるように支援する配置計画修正支援装置1は、修正対象の配置計画をディスプレイ17に表示するとともに、各山のヤードにおける位置及び時間推移を一つのジョブとして表示する計画表示部5と、ユーザにジョブを指定させる修正ジョブ指定部6と、修正ジョブ指定部6で指定されたジョブについて、予め定められた制約条件を満たす移動先候補を抽出して表示する候補抽出部7と、候補抽出部7で抽出した各移動先候補について、予め定められた評価基準に基づいて評価点を算出して表示する評価部8とを備える。
(もっと読む)
製造計画立案方法、製造計画立案装置、及びコンピュータプログラム
【課題】立案者が納得する製造計画を高速に且つ自動的に立案できるようにする。
【解決手段】重点計画立案部204は、立案対象の全てのチャージの最適な鋳造順を、チャージの鋳造順の良否を評価するための所定の評価関数の値に基づいて求めてキャスト計画(修正前の重点計画)を立案し、そのキャスト計画から非重点チャージの部分を除いた重点計画を作成して表示する。重点計画修正部205において、立案者は、重点計画に含まれている重点チャージの鋳造順を修正する。そして、詳細計画立案部206は、修正後の重点計画の鋳造順を変更しない制約の下、立案対象の全てのチャージの最適な鋳造順を、チャージの鋳造順の良否を評価するための所定の評価関数の値に基づいて求めて詳細計画を立案する。
(もっと読む)
生産物流スケジュール作成システム及び生産物流スケジュール作成方法
【課題】膨大な計算量や多くの時間を要することなく、容易、且つ、迅速に全工程に亘る作業スケジュールを作成又は修正すること。
【解決手段】品目処理量計算装置7が、製品が通過する工程及び各工程において製品がまとめられるロットの種別に基づいて製品を複数の品目に分類し、計画作成期間内の各期間における品目毎の処理量を算出し、各管理システムが、計画作成期間内の各期間における品目毎の処理量に基づいて、計画作成期間における各工程の作業スケジュールを作成する。これにより、膨大な計算量や多くの時間を要することなく、容易、且つ、迅速に全工程に亘る作業スケジュールを作成又は修正することができる。
(もっと読む)
生産スケジュール立案装置及び生産スケジュール立案方法
【課題】工場の能力及び大幅な操業変動を考慮し、所定の生産計画を達成するための生産スケジュールの立案を行うことを目的とする。
【解決手段】生産スケジュール立案装置は、各工程で用いる設備それぞれの処理量を記憶し、スケジュール通りの生産が行えなくなる要因の発生を考慮して、前記スケジュールに沿って生産のシミュレーションを行い、シミュレーションの結果から、納期遅れとなった製品及びその原因を検出し、前記要因が発生することを前提に、検出した製品を生産する工程で用いる設備及びその処理量に基づいて、納期を守るために取るべき指針を示す指標を作成する。
(もっと読む)
生産計画作成装置及び生産計画作成方法
【課題】所定スラブの集約度を考慮した最適なチャージ編成を短時間で決定する。
【解決手段】スラブ抽出部31が、同一チャージで製造可能な複数のスラブを抽出し、暫定チャージ編成部32が、スラブ抽出部31によって抽出された複数のスラブの組み合わせを暫定チャージ編成i(i=1〜n)として複数生成し、評価関数算出部33が、暫定チャージ編成部32によって編成された各暫定チャージiについて、暫定チャージi内に含まれる特徴スラブの量に暫定チャージi毎に付与された固有の係数αiを乗算した値を集約度として算出し、各暫定チャージの集約度の和を評価関数値として算出し、チャージ編成決定部34が、評価関数算出部33によって算出された評価関数値に基づいて同一チャージで製造する複数のスラブの組み合わせを決定する。
(もっと読む)
操業制約チェック装置および操業制約チェック方法
【課題】制約条件を柔軟に解析し、製品の処理順序を計画するスケジューリング業務に要する負荷を軽減すること。
【解決手段】操業制約チェック装置1において、記憶部15内の圧延制約マスター151は、当該規制内容に応じた演算子を用いた規制内容項目とこの規制内容項目の値との関係またはこの関係の組み合わせによって表現された規制内容と、この規制内容を適用する規制範囲とを含む制約条件を記憶する。構文解析処理部171は、圧延制約マスター151にチェック対象の制約条件として記憶されている規制内容の構文解析処理を行い、構文木を作成する。制約条件判定処理部173は、規制範囲内のサイクルまたは圧延材が規制内容を満たすか否かを構文木を用いて判定することで、チェック対象が制約条件を満たすか否かを判定する。
(もっと読む)
場所計画装置および場所計画方法
【課題】複数のタスクに複数の場所と複数の期間とを対応づける場所計画をより容易に作成すること。
【解決手段】複数のタスクに対応する複数の作業スペースと複数の時間とを示すタスク情報を収集するステップと、そのタスク情報に基づいて複数の計画済タスクに複数の場所と複数の期間とを対応づける場所計画を作成するステップと、その複数の計画済タスクに対応する複数の図形66−1〜66−mを表示している画面23を作成するステップをさらに備えている。画面23は、ある計画済タスクに対応する図形31−jは、その計画済タスクに対応する期間33とその計画済タスクに対応する場所32とに対応する描画位置に表示される。ユーザは、複数の図形66−1〜66−mが重複して表示されないように、その場所計画を作成することにより、その場所計画をより容易に作成することができる。
(もっと読む)
連鎖アラームシステム
【課題】製品の製造工程に問題が生じたときにその原因別に経営者に警告を与える。
【解決手段】第一実際値取得部は仕掛品残高、部品発注残高及び部品在庫残高の実績値を取得する。他方、第一計画情報保持部は生産計画に係るデータを保持し、第一適正残高算出部は、そのデータをもとに仕掛品残高、部品発注残高及び部品在庫残高の計画値を算出する。第一警報発信部は、これらの数値の実績値を計画値と比較して乖離を発見したときには、条件に従い、部品納入に遅延がある旨の警報である部品キャパオーバー警報や、部品在庫残高が計画を上回った旨の警報である組立ライン停止警報や、仕掛品残高が計画を上回った旨のその他ライン障害警報を発信する。
(もっと読む)
ロットサイズの算出方法および装置
【課題】機種毎の生産量と切替能力に基づき、各機種の最適なロットサイズを算出することを目的とする。
【解決手段】自工程(P1)よりも後の後工程(P2)のPQチャートに基づいてロット境界を決定した初期解を生成(S1)し、この初期解の在庫期間と負荷時間を計算(S2)し、初期解の各ロット境界を小ロット側に移動した探索解候補を生成(S3)し、各探索解候補の平均在庫日数(S4)と負荷時間(S5)に基づいて在庫日数変化率の良い探索解候補を選択(S6)し、選択した探索解候補の負荷時間が上限を超過していない探索解候補のロット境界をPQチャート上で小ロット側へ移動させ、選択した探索解候補の負荷時間が上限を超過している探索解候補のロット境界をPQチャート上で大ロット側へ移動させ(S7)(S8)、探索解候補のロット境界の収束判定をして、自工程(P1)の各機種のロットサイズと決定する(S9)。
(もっと読む)
生産計画作成方法及びその装置
【課題】
納期を守るために、各工程の日々の実績を把握し、生産順序を変更して、作業指示を行う生産計画作成装置を提供する。
【解決手段】
複数の作業工程より構成される製造工程の生産計画を立案する生産計画作成方法において、製造工程の現在の状況から将来の納期遅れの状況を予測し、この予測により将来の納期遅れが予測された製造工程について複数のデスパッチングルールを用いて生産シミュレーションを実行し、実行した生産シミュレーションの結果に対する納期順守率や総残業時間などの生産管理指標のしきい値に対して最も適切なデスパッチング方法を選択し、製造工程に対して選択したデスパッチング方法で生産指示を与えるようにした。
(もっと読む)
最適チャ−ジ編成装置及び最適チャージ編成方法
【課題】製造コストの最小化を図り、計算負荷を低減して自動化が可能な最適チャージ編成装置及びチャージ編成方法を提供する。
【解決手段】スラブのオーダー情報に基づいて、少なくとも転炉での製造単位であるチャージの成分及び出鋼先の連続鋳造装置のモールド形状を含むチャージ制約条件を満たし同一チャージで製造可能なスラブを抽出するスラブ抽出手段14と、該スラブ抽出手段で抽出したスラブを組み合わせたチャージ編成を、異なる組合せで複数組生成形成する暫定チャージ編成手段15と、該暫定チャージ編成手段で生成した複数組のチャージ編成のそれぞれについて、少なくともチャージ成分、重量、納期、脱ガス等の二次処理の要否に基づくコストを所定評価式に基づいて演算するコスト演算手段16と、該コスト演算手段で演算したコストの総和でなるチャージの評価基準が最小となる暫定チャージ編成を最適チャージ編成として決定するチャージ編成決定手段17とを備えている。
(もっと読む)
1 - 20 / 120
[ Back to top ]