
Fターム[3C269EF08]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 位置制御用の各種パラメータ (225) | 姿勢 (16)
Fターム[3C269EF08]に分類される特許
1 - 16 / 16
ロボット制御システム、ロボットシステム
【課題】制御ハードウェアーへの性能要求を低減できると共に応答性の改善も図れるロボット制御システム、ロボットシステム等の提供。
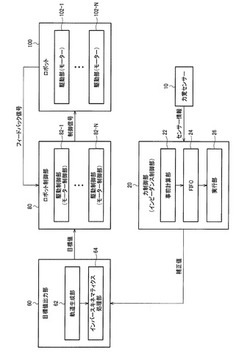
【解決手段】ロボット制御システムは、ロボット100のフィードバック制御の目標値を出力する目標値出力部60と、力覚センサー10からのセンサー情報に基づいて力制御を行い、目標値の補正値を出力する力制御部20と、補正値により補正された目標値に基づいて、ロボットのフィードバック制御を行うロボット制御部80を含む。力制御部20は、ロボットの姿勢に応じて変化する制御パラメーターを事前計算する事前計算部22と、センサー情報と制御パラメーターとに基づき補正値を求める演算処理を実行する実行部26を含む。
(もっと読む)
ロボットアーム位置補正パラメータの同定装置及び方法、並びにそれを用いたロボットコントローラ及びロボット制御方法

【課題】ロボット個体毎に適用可能な、自動処理による簡便なロボット位置補正パラメータ同定方法及び装置を提供する。
【解決手段】本発明は、各関節部のモータと、モータに連結された減速機と、減速機に連結されるロボットアームとを備えるロボットにおいて、手先位置の軌跡誤差を補正するために、各モータへの角度指令に加算される補正値のパラメータを同定する装置であり、該モータへのトルク指令が最大となるリンク角度において最大値をとるトルク指令と同一周期の正弦波の位相に基づいて補正値の位相パラメータを同定し、且つ、同定された位相パラメータ及び任意の振幅パラメータを用いて計算される補正値と角度指令との合計に対する順運動学計算から得られるロボットの手先位置と現在の手先位置との差分につき動作時間内での積分値を計算し、該積分値が最小となる振幅パラメータを補正値の振幅パラメータとして同定する手段を備える。
(もっと読む)
溶接ロボットの制御装置
【課題】 基本3軸などのイナーシャの大きい軸を使用することなくイナーシャの小さい軸のみを使用してウィービング動作させるようにすることで、高い軌跡精度、高い周波数でウィービングを行うことができるようにするとともに、ウィービング動作する平面の制限をなくし任意のトーチ姿勢でウィービング動作させるようにすることで、ワークとの干渉を防止し煩わしい教示作業を不要とする。
【解決手段】 溶接ロボットの手首3軸のうち、最先端の軸を除く直交する直交2軸によって溶接トーチ先端が動く平面に対して垂直な方向に溶接トーチ先端を移動させ得るウィービング軸が、溶接ロボットに追加される。コントローラは、ウィービング移動量を、直交2軸およびウィービング軸それぞれの駆動量に変換する。直交2軸およびウィービング軸をそれぞれ、変換された対応する駆動量だけ駆動させる駆動指令を溶接ロボットに与えることで、当該溶接ロボットをウィービング動作させる。
(もっと読む)
アーク溶接ロボットの制御装置及びプログラム
【課題】溶接線倣いが適用できないワークに対しても溶接トーチの少なくとも狙い角のトーチ姿勢の自動調整ができ、ロボット言語プログラミングが不要となり、1つの命令により、数値指定に基づいて所望のトーチ姿勢が得られるアーク溶接ロボットの制御装置を提供する。
【解決手段】制御装置10は、1つの指令に応じてマニピュレータM1を駆動制御し、指定距離に基づいてレーザ変位センサLSを、第1センシング点から第2センシング点に移動させる。制御装置10は指令に応じてレーザ変位センサLSが取得した両センシング点の検出結果に基づき溶接線座標系を演算し、溶接線座標系に基づきマニピュレータM1の位置・姿勢を演算し、位置・姿勢に基づき逆演算してマニピュレータM1の各軸角度を求め記憶する。
(もっと読む)
ロボットオフラインプログラミング装置
【課題】最適な情報を含むロボットのプログラムを短時間で作成する。
【解決手段】各ロボット(11、12)のプログラムを作成するロボットオフラインプログラミング装置(20)は、第一車体(A)においてスポット溶接が行われる打点の打点位置情報(33)、打点順序情報(34)および打点配分情報(35)を記憶する第一記憶手段(32)と、を含み、打点配分情報においては、スポット溶接の打点のそれぞれに対してロボットの一つが配分されており、さらに、第二車体(B)においてスポット溶接が行われる打点のスポット溶接の打点位置情報を記憶する第二記憶手段(42)と、第一車体の打点位置情報および打点順序情報と第二車体の打点位置情報とに基づいて第二車体の打点順序情報および打点配分情報を決定する決定手段(22)と、第二車体の打点位置情報、打点順序情報および打点配分情報に基づいて第二車体をスポット溶接するための各ロボットのプログラムを作成する作成手段(23)とを含む。
(もっと読む)
溶接シュミレーションプログラム、溶接シュミレーション装置、および溶接シュミレーション方法
【課題】溶接作業のシュミレーションが迅速かつ容易に行い得るプログラム、装置、および方法を提供することにある。
【解決手段】本発明のプログラム41は、溶接打点eの少なくとも2次元座標を含むデータ5が入力される第1ステップと、データ5またはデータ5および各溶接打点eの溶接面fを用いて、溶接打点eおよび溶接軸Jを作成する第2ステップと、仮想的に溶接ガンGが、溶接軸Jに合わせて、溶接打点eに配置される第3ステップと、少なくとも、溶接グループ名が変更される処理、または、溶接ガンGが変更される処理、または、溶接打点eのうちの何れかが削除される処理、または、溶接ガンGのアプロ−チ角が変更される処理、または、溶接ガンGの上下正反転の配置が変更される処理のうちの少なくとも何れかが行われる第4ステップと、第1〜第4ステップの情報が格納される第5ステップとを有す。
(もっと読む)
回転構造物の位置制御方法
【課題】精度の高い位置制御を実施することができ、より高精度な加工等の実現に寄与することができる回転構造物の位置制御方法を提供する。
【解決手段】回転構造物1の制御対象位置Rに応じて、ねじり剛性係数KθRを予め設定されたテーブルからの選択又は予め設定されている所定の関数にもとづく算出により決定する第1工程と、決定したねじり剛性係数KθRを用いて角度誤差Δθを算出する第2工程と、角度誤差Δθを補正量として出力する第3工程とを実行するようにした。このように制御対象位置に応じてねじり剛性係数KθRを選択するため、回転構造物の各位置における変形量を正確に推定可能であり、正確な位置制御を実行することができる。
(もっと読む)
ロボット、ロボット制御装置、ロボット制御プログラム、ロボット制御プログラムを作成するためのシミュレータ
【課題】接触による支障の程度に応じて規制を必要最小限に抑えながら、作業者の安全性をも確保することができるロボット制御プログラムを作成するためのシミュレータを提供することを目的とする。
【解決手段】ロボットにおける所定の部位をハザード源として特定するハザード源の可達域特定部201a、ハザード源の少なくとも一部が立入り可能な空間に存在する人及び物に基づいて前記空間を複数の種別に分類し、分類された空間をハザード対象に設定するハザード対象特定部201b、ハザード対象、ハザード源及びハザード源の動作にかかる規制を含む条件に基づいて、ハザード源の立入りが許可されない立入規制空間を判定する立入規制空間判定部201cをロボット制御プログラム用シミュレータに設ける。
(もっと読む)
ロボットの直接教示装置
【課題】御点位置を誘導操作中に容易に変更することを可能とし、教示作業の操作性を各段に向上させるとともに、教示作業に要する時間を短縮できる実用的な直接教示装置を提供する。
【解決手段】多関節ロボット1の先端部に力センサ3を介して設けられた操作ハンドル4と、操作ハンドル4に加わる教示作業者の操作力を力センサ3によって検出し、操作力に応じて力制御によりロボット1を移動させる指令を出力する力制御部61を備えた制御装置60からなるロボットの直接教示装置であって、操作ハンドル4は、教示中に教示作業者がロボット1の制御点の変更量および方向を入力する制御点入力手段5を備え、制御装置60は、制御点入力手段5にて入力された変更量および方向に応じてロボット1の制御点設定を更新し力制御部61へ出力する制御点演算部64を備える。
(もっと読む)
数値制御装置及び数値制御方法
【課題】直線軸に生じた姿勢変化を回転軸を含めて精度よく補正可能とする。
【解決手段】数値制御装置5は、X軸テーブルの加速度を求める加速度計算部7と、加速度計算部7で得られたX軸テーブルの加速度、X軸テーブルの重心位置及び質量、X軸テーブルに駆動力が作用する位置、に基づいてX軸テーブルの姿勢変位量を求め、得られた姿勢変位量からX軸、Z軸及びB軸の補正値を求める補正値計算部6とを備える。よって、X軸移動が指令されると、関数発生部1よりZ軸指令値TPxが算出され、加速度計算部7が位置検出器4の値からX軸の加速度AAxを算出する。補正値計算部6は、X軸加速度AAxとZ軸指令値TPzとを用いて補正値EPx、EPz、EPbを夫々算出する。
(もっと読む)
ワーク位置決め装置
【課題】異形状の孔及びパターンを形成する加工装置並びに異形状の孔及びパターンが形成されたワークの検査装置に適用することもできるワーク位置決め装置を提供する。
【解決手段】カメラ61が、加工検査領域RにおけるX軸位置X及びY軸位置Y並びにX−Y面に垂直の軸の回りの回転角θに関する情報(X,Y,θ)を工具と加工検査領域上のワークWについてこれらを撮影して求める。ワークの位置調整装置は、工具の(X,Y,θ)情報と前記ワークの(X,Y,θ)情報とが一致するように、把持部1,8の駆動部を駆動制御して、ワークWの位置を調整する。把持部の爪部材は、爪駆動部により基部に向けて揺動したときに基部との間でワークを点で把持する。
(もっと読む)
ロボット装置の通信システム
【課題】ロボットにおいて、制御装置と複数の関節制御部とハンド制御部とを接続する信号線の数を少なくする。
【解決手段】制御装置2、各関節を制御するドライバ22〜27をシリアル伝送路28に対して直列に接続すると共に、各ドライバ22〜27のうちの最終段のドライバ27に、ハンドのドライバに接続されるI/Oモジュール37を接続し、制御装置2から、シリアル伝送路28に、各ドライバ22〜27およびハンドのドライバに対する制御信号をシリアルに流したとき、I/Oモジュール37が接続されたドライバ27は、シリアルに流された制御信号のうちから自身に対する制御信号およびハンドのドライバに対する制御信号を受信し、且つ、ハンドのドライバに対する制御信号をI/Oモジュール37に送信する。
(もっと読む)
制御装置、制御方法、プログラム及びロボット
【課題】本発明は、安定した目標位置追随制御を実現可能な制御装置を提供する。
【解決手段】駆動軸の検出位置を入力するための駆動軸位置入力手段101と、出力軸の検出位置を入力するための出力軸位置入力手段102と、出力軸の位置と駆動軸の位置との関係を示す干渉行列に関するデータを保存するための記憶手段4と、出力軸の目標位置と入力された出力軸の位置に対して、データを用いて駆動軸に対する位置補償を算出する位置補償算出手段11と、入力された出力軸の位置及び入力された駆動軸の位置に対して、データを用いて駆動軸に対するトルク補償を算出するトルク補償算出手段17と、位置補償及びトルク補償から、駆動源への指令値を算出する指令値算出部15と、指令値に基づいて駆動軸を駆動するための信号を出力する出力手段103とを備える。
(もっと読む)
機械加工方法、および機械加工装置
【課題】鏨により彫金された曲面上の風合いのある線彫り加工を、機械加工にて形成する。
【解決手段】工具経路データ記憶部101に格納された溝深さの情報を含む加工する模様の加工模様データ、被加工物形状データ記憶部102に格納された被加工物の表面の表面形状データ、および工具形状データ記憶部103に格納された空圧式振動鏨工具の先端工具の先端形状データに基づいて、加工時に空圧式振動鏨工具の先端工具を被加工物の表面に接触させるときの当該接触点における、空圧式振動鏨工具の工具軸と被加工物の表面の法線とがなす傾斜角度を演算する傾斜角度演算部104と、演算された傾斜角度に基づいて、空圧式振動鏨工具の先端工具が被加工物の表面に接触する姿勢を制御する工具姿勢制御部105とを備え、工具姿勢制御部105が空圧式振動鏨工具の姿勢を制御しながら、振動する先端工具の打撃によって加工模様データに記される模様を形成する。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】工作機械における送り制御軸と回転制御軸との間の干渉を遅滞無く的確に排除して、各制御軸の安定した高精度の動作制御を実現する。
【解決手段】制御装置10は、送り制御軸16L、16Rと、送り制御軸に沿って送られる回転制御軸18とを備えた工作機械の、送り制御軸の送り動作及び回転制御軸の回転動作を制御する。制御装置10は、送り制御軸16L、16R及び回転制御軸18の少なくとも一方に指令される位置指令C1と、回転制御軸が担持する偏心荷重の位置及び質量情報Dとに基づいて、送り制御軸と回転制御軸との間に生じる干渉Pを推定する干渉推定部22と、干渉推定部22が推定した干渉Pに基づいて、送り制御軸及び回転制御軸の少なくとも一方に与える電流指令C2を補正する指令補正部24とを備える。
(もっと読む)
NCレーザ切断機による開先切断方法およびその方法の実施に用いるCAMシステム用作動プログラム
【課題】切断および仕上げ加工時間とを短縮できる加工方法とその作動プログラムを提供する。
【解決手段】輪郭線E上に任意に定めた折れ点上の箇所Pからその箇所の両側で前記輪郭線を構成する二つの図形要素間の挟む角を二等分する方向に、切断加工の加工公差に等しい長さの第1の直線L1を引き、その第1の直線の終点を通ってその第1の直線と直交する第2の直線を引き、その第2の直線と、前記箇所の両側で前記輪郭線を構成する二つの図形要素群との二つの交点PA、PBをそれぞれ求めて、前記第2の直線の、それら二つの交点間の部分を開先角度変更用直線Dとし、前記二つの交点間の開先角度の設計上の変化量分レーザ切断機がレーザヘッドの傾斜角を変更するに要する所定長さ以上の長さをその開先角度変更用直線が有している場合に、その開先角度変更用直線に沿ってレーザヘッドを移動させつつそのレーザヘッドの傾斜角を開先角度の変化量分変化させる。
(もっと読む)
1 - 16 / 16
[ Back to top ]