
Fターム[3C269EF71]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの作成に関する特徴 (739) | 形状モデルの利用生成 (296) | 製品形状を利用するもの (136)
Fターム[3C269EF71]に分類される特許
121 - 136 / 136
作業ロボットのオフラインティーチング装置

【課題】 オフラインティーチングで、作業ロボットとワークおよび周辺装置の干渉チェックを行うに際して、干渉チェックの精度、信頼性を高く維持しつつも、干渉チェックの処理時間を減らす。また、作業ロボットの3次元モデルを画面上で実際の作業ロボットと同じ速度で再生動作させるに際して、画面更新間隔の時間内に干渉チェックを確実に終了させるようにして、コマ落ちすることなく画面上で作業ロボットを滑らかに再生動作させる。
【解決手段】 作業ロボット1の3次元モデル1M(ポリゴン90)とは別に干渉チェック用線分20が設定され、線分20と、ワーク10および周辺装置80の3次元モデル10M、80Mを構成するポリゴン91とが交差していることを判定することで、両者の干渉を判定する。また、干渉チェックサブルーチン処理に使用する干渉チェック用線分20の本数Cを調整することで、干渉チェックサブルーチン処理に要する時間を調整して、画面更新間隔の時間tを標準更新時間tstd付近に調整する。
(もっと読む)
回転体加工方法および回転体加工装置。

【課題】回転加工を行うワークの回転中心を確実に加工することのできる回転体加工方法を提供する。
【解決手段】ワークの3次元形状から、前記ワークの回転中心を算出する段階と、
前記ワークの一端を回動自在に保持し、前記ワークの他端を移動させることで前記算出した回転中心に前記ワークの位置合わせを行う段階と、を有することを特徴とする回転体加工方法。
(もっと読む)
仮想倣い加工における干渉計算方法、工具経路生成方法、仮想スタイラス制御方法、及びフライス加工制御システム
【課題】仮想倣い加工における干渉計算方法、工具経路生成方法、及び仮想スタイラス制御方法において処理の高速化を実現し、フライス加工制御システムにおいてインプロセスで工具経路を生成しつつ良好に加工を継続可能とする。
【解決手段】仮想スタイラスの断面10における仮想スタイラスの境界線11と仮想マスタモデル2の境界線21との交点を求め、その交点の中から互いに最も離れた2点a,bを抽出する2点抽出工程と、抽出した2点a,bを結ぶ参照線4に垂直な方向を断面10を形成する平面内において求め、その方向を干渉の増減方向αとする方向決定工程と、断面10に含まれる仮想マスタモデルの断面の幅であって、干渉の増減方向αにおける幅のうち最大の幅を干渉量現在値εとして求め、その干渉量現在値εと所定の基準干渉量ε0との差分εdを求め、その差分εdの大きさ及び正負符号に基づいて干渉の増減量を決定する干渉量決定工程とを備える。
(もっと読む)
NC加工方法およびNC加工機
【課題】 例えば、nm単位の超精密切削加工を、NCデータが3次元座標で表される自由曲面に対して行なえるNC超精密加工機を提供すると共に、このようなNCデータを、扱えるデータ点数が限られているCAD・CAMシステムによって作り出す方法を提供する。
【解決手段】 NC加工機の機械精度及び制御精度を高めると同時に、Y軸方向に保った回転軸5と直交する方向に円弧状の刃先6を突出させた回転刃物7を使用し、NCデータに従い、上記回転刃物をY軸方向にピッチ送りする毎に、Z軸方向高さを変化させながら、ワークの加工面に沿うX軸方向に相対送りして切削を行なう制御装置により構成される。
(もっと読む)
複合テープコースを規定するコンピュータで実現される方法、複合テープコースを規定するためのコンピュータプログラムプロダクトおよびテープコース生成機
【課題】比較的複雑な表面にテープコース定義を効率的に生成できる方法および装置を提供する。
【解決手段】テープコース生成機はCNC複合テープ積層機械をプログラムする際の使用のためのテープコース定義を生成する。テープコース生成機は外形付きの表面をパラメトリック基準表面にマッピングする基準表面パラメータ化機と、基準表面を基準面にマッピングする基準面インスタンス化機とを含む。テープコース生成機はテープ境界を描くテープ境界プロッタと、テープ境界および層境界を基準面にマッピングする境界マッパーとをさらに含む。さらに、テープコース生成機は層境界とテープ境界との交点を識別する交点ロケータと、テープ切断を規定し、基準面のどの点がテープコース内にあるかを判定するテープコースデリミタとを含む。さらに、テープコース生成機は規定されたテープコースをマッピングして外形付きの表面に戻すテープコーストランスフォーマを含む。
(もっと読む)
非線形工程計画の生成方法及びそれを利用したインターネット基盤のSTEP−NCシステム
【解決手段】本発明は、非線形工程計画の生成方法及びそれを利用したインターネット基盤のSTEP−NCシステムに係り、より詳細には、現場状況を反映した多様な代案工程と加工順序情報とを含む非線形工程計画を樹立することで最適の加工を遂行しながら、異常状態に自律的に対処できる非線形工程計画を生成させる方法と、樹立された工程計画からXML形式のSTEP−NCパートプログラムを作成することでインターネットを経由して他のシステムと容易に工程情報を交換できるインターネット基盤のSTEP−NCシステムに関する。 (もっと読む)
NC加工データ作成方法
【課題】 3次元の自由曲面を高精度に加工するNCデータを作成する際に、CAD・CAMシステムにおいて一面として取り扱える構成点数に制限があり、必要な精度のNCデータが作成できず、設計通りに加工ができなくなる問題を、別システムを用意することなく解決する。
【解決手段】 自由曲面式から求めた加工面を表わす複数の座標点から、近似曲面を作成し、この面に工具半径分のオフセットを与えて、NCデータを作成するシステムにおいて、加工面を、隣接面の端部同士が相互に重なる状態で複数面に分割し、各分割面毎に求められたオフセット面から、上記重なり幅の半分程度の長さだけ端部を排除した状態で、複数のX−Z断面近似曲線を作成し、重なり部分で同一位置にある近似曲線の端をつなぎながら各分割面毎に、円弧・直線への近似によってNCデータを作成し、加工面全体の合成NCデータを得る。
(もっと読む)
マルチヘッド複合材料使用機械を動かすプログラムを作成する方法、マルチヘッド複合材料使用機械をプログラムするためのコンピュータプログラムプロダクト、およびマルチヘッド複合材料使用機械を動かすプログラムを作成するための複合部品プログラムポストプロセッサ
【課題】複合部品プログラムを効率的に作成できる方法および装置を提供する。
【解決手段】コンピュータ数値制御(CNC)マルチヘッド複合材料使用機械とともに使用するための複合部品プログラムを作成する複合部品プログラムポストプロセッサ。ポストプロセッサは定義受信器、ルートデリニエータ、接近および離脱プロファイラ、機械軸解コンピュータおよび出力ファイルコンポーザを含む。定義受信器はたとえば複合部品プログラム生成器から材料使用経路定義を受取る。ルートデリニエータはツールキャリッジおよび製造ツールのルートを描く。さらに、接近および離脱プロファイラは接近および離脱のプロファイルを経路に追加し、機械軸位置コンピュータは機械軸位置を計算して複合材料使用機械を制御しかつ複合材料使用ヘッドを経路に沿って案内する。出力ファイルコンポーザはCNC複合部品プログラムを組合せる。
(もっと読む)
1組のヘッドを有するマルチヘッド複合材料貼付け機械についてのヘッド割当をモデリングする方法を実行するための1組の命令を含むコンピュータソフトウェアが組込まれたコンピュータ可読媒体、1組のヘッドを有するマルチヘッド複合材料貼付け機械のヘッド割当をモデリングするためのシステム、および1組のヘッドを有するマルチヘッド複合材料貼付け機械についてのヘッド割当をモデリングする方法
【課題】1組のヘッドを有するマルチヘッド複合材料貼付け機械についてのヘッド割当をモデリングする方法およびシステムを提供する。
【解決手段】1組のヘッドを有するマルチヘッド複合材料貼付け機械についてのヘッド割当をモデリングするために、複合部品についてのプライの形状が受取られ、マルチヘッド複合材料貼付け機械についての構成が受取られる。加えて、プライの形状と、マルチヘッド複合材料貼付け機械についての構成とに応答して、ヘッド位置の配置が生成される。さらに、ヘッド位置の配置のうちのヘッド位置が、1組のヘッドのうちの対応するヘッドに割当てられ、複合部品に複合材料を貼付けるマルチヘッド複合材料貼付け機械のグラフィカルモデルが、割当てられたヘッド位置に応答して生成される。
(もっと読む)
マルチヘッド複合材料供給マシンのプログラミング方法および複合構造の製造装置
【解決手段】複合部品プログラム発生器は、コンピュータ支援設計(CAD)システムインターフェースと、パス発生器と、コースヘッド管理装置と、ポストプロセッサと、マシンシミュレータとを含んでいる。複合部品プログラム発生器は、比較的平坦な、または形状化された、またはほぼ円筒形の複合部品を含む複雑な複合部品を製造するために、複合テープ積層マシンまたは自動化されたファイバ配置(AFP)マシンのようなマルチヘッド複合材料供給マシンで使用するための複合部品プログラムを生成する。
【効果】このプログラミング方法は、手作業または既存の自動化されたプログラミング方法に関してマルチヘッド複合材料供給マシンのための複合部品プログラムを生成するために必要な労力と時間を大幅に減少させることができる。
(もっと読む)
加工工程の決定方法
【課題】 加工能率の高い加工工程を迅速に決定する。
【解決手段】 複数の工程候補の中から加工能力の高い順に工程候補を選定し、その工程候補によって加工することのできる最大加工領域を加工前の形状と加工後の形状から求め、最大加工領域と加工後の形状の差分を求め、その差分が許容値以下になるまで工程候補の選定を繰り返す。選定した工程候補を配列して、最後に選定した工程候補を最終の工程とする複数の工程順序候補を生成する。各工程順序候補について、各工程の加工能力、加工量と負荷時間から実効加工時間を求め、各工程の実効加工時間を総和して総実効加工時間を求め、総実効加工時間が最短になる工程順序候補を加工工程に決定する。
(もっと読む)
鋼材加工方法及び鋼材識別方法
【課題】識別マークを鋼材に付すためのマーキング装置及びマーキング工程を格別に設けることなく、鋼構造用鋼材の加工時に鋼材表面に識別マークを付与する。
【解決手段】鋼構造物を構築するための構造用鋼材のソリッドモデルをCADシステムにより作成する際に、鋼材の施工位置及び向きの情報を示す識別マークの表面輪郭をソリッドモデルに形成する。識別マークの表面輪郭を含むソリッドモデルのデータをCAMシステムによって数値制御データに変換し、鋼材加工用のNC加工機に入力する。
(もっと読む)
3次元製品作成方法及びその装置、3次元製品加工用モデル作成プログラム
【課題】被加工物の弾性変形や塑性変形を低減し、加工精度や加工表面粗さなどの加工品質と高速な加工速度とを両立させること。
【解決手段】各サポートを繋いでフレーム面にラインを作成し、このラインによって凹側形状の一方の加工方向側と凸側形状の他方の加工方向側とに分割する分割部と、NCデータのうち3次元製品加工用モデルの凹側形状となる一方の加工方向側のNCデータに従ってNC加工機を動作制御して被加工物を加工する第1の加工制御手段と、NCデータのうち3次元製品加工用モデルの凸側形状となる他方の加工方向側のNCデータに従ってNC加工機を動作制御して被加工物を加工する第2の加工制御手段とを具備する。
(もっと読む)
二次元または三次元オブジェクトから三次元オブジェクトおよびテクスチャ加工基板を製作する自動化された方法
複製の長さが1つのスケール係数で変えられ、複製中に生成されたイメージの深さは、第2のスケール係数で変えられる複製が製作される。複製は、三次元の物品、アートワーク、またはその表面にトポグラフィを持つ他の二次元部材(ブラシストロークなど)から、またはその上にトポグラフィのないピクチャが載っている二次基板から製作することができ、複製に適用されるトポグラフィは、ピクチャ中に存在するオブジェクトのコンピュータによる解釈に基づいて製作される。 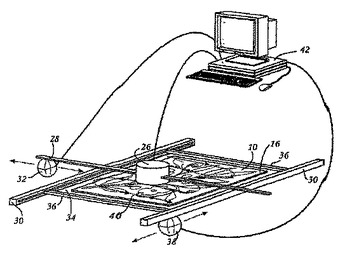 (もっと読む)
(もっと読む)
成形部品の成形プロセスを記述するためのプロセス動作の決定
この発明は、例えば深絞り/引張り成形プロセスによるシートメタル成形部品の製造中の処理工程を決定し、最適化する分野に関する。成形部品の成形プロセスの記述のためのプロセス動作(PO1−PO6)をコンピュータ支援設計システムによって決定する間に、以下の工程が行われる。
・ 目標状態における成形部品のジオメトリのコンピュータ化された記述のためのジオメトリモデルを規定する工程と、
・ いくつかのジオメトリ演算子(m1−m9,e1−e6)を規定するステップとを含み、ジオメトリ演算子(m1−m9,e1−e6)は第1のジオメトリモデルの領域のジオメトリを第2のジオメトリモデルの領域のジオメトリに関連づけ、かつジオメトリ演算子(m1−m9,e1−e6)は、2つの関連するジオメトリのうち一方から他方への遷移について記述し、
・ それぞれ少なくとも1つのジオメトリ演算子(m1−m9,e1−e6)であるいくつかのグループを規定する工程を含み、前記グループの各々はそれぞれプロセス動作(PO1−PO6)に関連付けられる。
これにより、プロセス動作(PO1−PO6)のシーケンスのそれぞれの処理工程の構造化された処理が、これによって達成された幾何学的な修正を対応する部品ジオメトリモデルに割当てることにより達成される。  (もっと読む)
(もっと読む)
三次元の物体の外面を、バーチャルに、もしくはプラスチック、合成物または薄い材料に、調査、デジタル化、再生する、電子写真光学系
任意の種類の物体の外形を調査し、再度生成し、それをCAD 3Dシステム内に、バーチャルに、またはプラスチック、合成物または薄い材料に物質的に再生するべく、システム(1、2)の取得および再生ユニットはネットワーク(3、4、6)を用いて相互に接続される。  (もっと読む)
(もっと読む)
121 - 136 / 136
[ Back to top ]