
Fターム[3C269EF71]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの作成に関する特徴 (739) | 形状モデルの利用生成 (296) | 製品形状を利用するもの (136)
Fターム[3C269EF71]に分類される特許
61 - 80 / 136
原型ツールの製作方法及び装置
本発明は、部品の原型ツール(10)を製作するための装置及び方法に関する。本方法は、a)部品のCADモデル(23)を受け取るか、或いは作成する工程と、b)部品のCADモデル(23)に基づき原型ツール(10)の表面モデルを導き出す工程と、c)NC工作機械を用いて、表面モデルに基づき原型ツール(10)を製作する工程と、d)原型ツール(10)を用いて、部品の実物(12)を製作する工程と、e)部品の実物(12)の表面の点の三次元による点分布(22)を提供するコンピュータ断層撮影に基づく座標測定器を用いて、部品の実物(12)の輪郭を計測する工程と、f)三次元による点分布(22)の三次元の点とCADモデル(23)を比較して、所定の許容限界を上回る偏差が存在するか否かを計算する工程と、所定の許容限界を上回る偏差が存在する場合には、g)算出した偏差に基づき表面モデルを補正する工程と、h)NC工作機械を用いて、補正した表面モデルに基づき原型ツール(10)を再加工するか、或いは原型ツール(10)を新たに製作する工程と、i)所定の許容限界を上回る偏差が存在しなくなるまで、工程d)〜h)を繰り返す工程とを有する。 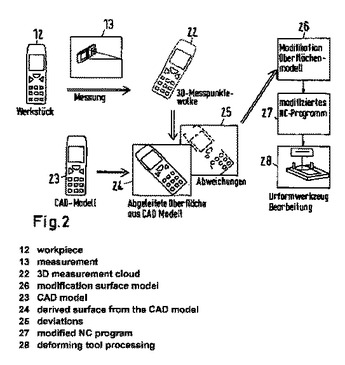 (もっと読む)
(もっと読む)
工具経路算出装置、工具経路算出プログラムおよび工具経路算出方法

【課題】4軸制御において深い縦壁部分を含んだ加工面であっても、高速かつ高精度な切削を実現するための工具経路を算出する。
【解決手段】工具経路算出装置130は、設計データ120から3軸等高線経路を取得する(ステップS131)。そして、旋回2軸のうち、変動軸の初期旋回角度変化率を決定し(ステップS132)、変動軸の旋回角中心を算出する(ステップS133)。この算出結果から、さらに工具ベクトルを算出し(ステップS134)、経路軸コードを算出して(ステップS135)、NCデータ140を出力する。
(もっと読む)
機械加工用制御方法

【課題】ワークを確実に所定の形状に加工することができると共に、ワークの機械加工の作業効率を向上させる。
【解決手段】3次元モデルを構成する座標データからワークに対する機械加工用工具の軌跡データを作成し、該軌跡データに基づいて前記ワークに機械加工を施す制御方法であって、前記3次元モデルの表面に前記工具の第1移動軌跡を等間隔、且つ平行に連続して設定する第1加工パス設定工程と、前記第1の移動軌跡が終端した位置から前記等間隔の軌跡の間に前記第1の移動軌跡の始端に指向して等間隔、且つ平行に連続して前記工具の第2の移動軌跡を設定する第2加工パス設定工程と、前記第1移動軌跡と第2移動軌跡に沿って順次前記工具を移動させて前記ワークに機械加工を施す加工工程とを有する。
(もっと読む)
ロボットオフラインプログラミング装置
【課題】最適な情報を含むロボットのプログラムを短時間で作成する。
【解決手段】各ロボット(11、12)のプログラムを作成するロボットオフラインプログラミング装置(20)は、第一車体(A)においてスポット溶接が行われる打点の打点位置情報(33)、打点順序情報(34)および打点配分情報(35)を記憶する第一記憶手段(32)と、を含み、打点配分情報においては、スポット溶接の打点のそれぞれに対してロボットの一つが配分されており、さらに、第二車体(B)においてスポット溶接が行われる打点のスポット溶接の打点位置情報を記憶する第二記憶手段(42)と、第一車体の打点位置情報および打点順序情報と第二車体の打点位置情報とに基づいて第二車体の打点順序情報および打点配分情報を決定する決定手段(22)と、第二車体の打点位置情報、打点順序情報および打点配分情報に基づいて第二車体をスポット溶接するための各ロボットのプログラムを作成する作成手段(23)とを含む。
(もっと読む)
ウォータージェット方位パラメータの自動化ソフトウェア制御のための方法およびシステム
【課題】流体ジェット方位パラメータの制御を自動化する方法およびシステムを提供すること。
【解決手段】例示的実施形態は、速度の関数および他のプロセスパラメータとしてのカッティングされる材料に対するジェットの方位を動的に制御するDWCS(401)を提供する。方位パラメータは、例えばカッティング経路に沿うジェットのx−y位置、およびカッティングヘッドのスタンドオフ補償値、テーパアングルおよびリードアングル等の、ジェットの3次元方位パラメータを含む。実施形態において、DWCS(401)は、方位パラメータを決定するために、予測モデルのセットを用いる。DWCS(401)は、好適には、運動プログラムジェネレータ/カーネル(402)、ユーザインターフェース(403)、1つ以上の置換できる方位およびプロセスモデル、流体ジェット装置コントローラとの通信インターフェースを備える。
(もっと読む)
機械加工検証支援方法および装置、機械加工検証支援用プログラムおよび記憶媒体
【課題】削り残し領域を除去するために必要な製品の設計変更をより適正に行えるように設計者を効果的に支援する。
【解決手段】加工シミュレーションによって削り残し領域Wが算出された場合に、この削り残し領域Wを加工するためのエンドミル10の配置範囲Tを算出するとともに(S63)、この工具配置範囲Tを格子状に分割し、その各格子点に中心が配置されたエンドミル10により加工される上記削り残し領域Wの加工除去量Jと、上記エンドミル10と被干渉物(44)との干渉量Kとを各格子点ごとに算出する(S67)。そして、上記各格子点のうち、上記加工除去量Jが大きくかつ干渉量Kが小さい最適格子点opに上記エンドミル10の中心を配置して得られる工具配置モデル情報に基づいて、上記被干渉物(44)に生じる削り込み領域Yを算出する(S73)。
(もっと読む)
ネスティング装置および板材加工方法
【課題】 ストッカを付設した板材加工機で加工する場合に、再利用可能な端材板材をストッカへ搬送するにつき、安定して端材板材の搬送が行えるネスティングが可能なネスティング装置を提供する。
【解決手段】 ストッカ35を付設した板材加工機31の制御用データ44の作成に適用される。素材板材Wが板材加工機31のテーブル32上に配置された状態で、ストッカ35から遠い側となる辺Waまたは角Wbを基準位置Aとして設定した基準位置設定手段5を設ける。素材板材Wの図形に対して、部品板材mの図形Gmを、設定規則Rに従い、前記基準位置側Aに寄せて順次配置するネスティング手段4を設ける。
(もっと読む)
板材加工図形への工具配置装置および配置方法
【課題】 板材加工図形に沿った適切な工具配置が効率良く行える板材加工図形への工具配置装置および工具配置方法を提供する。
【解決手段】 画面12a上の指定された線分L1,L2,…に対して、配置可能と判定された工具Tを抽出する配置可能工具抽出手段6を設ける。抽出された工具Tをリストとして画面に表示する手段7を設ける。抽出されてリスト表示された工具Tの中から、任意の工具Tを作業者に選択させ、指示線分への工具Tの配置を決定する工具選択・決定操作手段8を設ける。上記リストにカーソルKを合わせる等の操作をすると、その工具Tが指定線分L4に沿って表示される。
(もっと読む)
加工工程決定方法、加工工程決定システム、及び加工工程決定プログラム
【課題】加工精度を維持しつつ加工能率の高い工程が設計できるようにする。
【解決手段】この加工工程決定システムD0は、3次元CAD装置H1から3次元素材形状データM3及び3次元製品形状データM1を読み込み、3次元素材形状データM3から複数の工程を経て3次元製品形状データM1を作成するための加工工程を決定するものであり、仕上げ代46及び加工条件の判断に必要な閾値が格納された加工知識データベースD1と、各種工具情報が格納された工程候補データベースD2と、3次元製品形状データM1に仕上げ代46を肉盛りして3次元形状データM2を作成し、これを加工目標として各種工具情報を用いて複数工程の中から加工精度及び加工能率を高くするための加工工程の順序を決定する工程設計モジュールE1とを備える。
(もっと読む)
転置機能付きネスティング装置
【課題】 ネスティング時に、板材搬送装置の板材保持具の位置まで定める処理を行う場合にも、切り取る部品の配置方向の転置が行えて、歩留りの向上を図ることができるネスティング装置を提供する。
【解決手段】 一つの部品形状データD1につき、基本の方向で部品Mの図形Gに対して板材保持具35の位置を割り付けた基本方向情報付加部品データD2aと、角度変更した部品の図形G′に対し板材保持具35の位置を割り付けた転置方向情報付加部品データD2bとを、情報付加部品データ生成手段6で作成する。ネスティング手段10は、基本方向情報付加部品データD2aを用いたネスティングと、転置方向情報付加部品データD2bを用いたネスティングとを行う。
(もっと読む)
加工シミュレーション装置
【課題】 効率よくシミュレーションを行うことができる加工シミュレーション装置を提供する。
【解決手段】 工具がワークを加工する際の工具軌跡または該工具軌跡に対応するワークの切削状態をシミュレーション表示するためのシミュレーションデータを軸制御データAに基づいて生成するデータ生成手段382と、シミュレーションデータに基づいて工具軌跡またはワークの切削状態をシミュレーション表示するシミュレーション手段38と、シミュレーションデータを記憶するデータ記憶手段386と、データ記憶手段386に記憶されたシミュレーションデータに基づいて工具軌跡またはワークの切削状態を再度シミュレーション表示する再シミュレーション手段39と、を備える。
(もっと読む)
加工制御装置
【課題】 ワークの加工形状に対する工具の食い込みを効率よく回避することができる加工制御装置を提供する。
【解決手段】 加工制御装置3は、軸制御データAに基づいて工具がワークを加工する際の工具位置を求める工具位置算出手段381と、軸制御データAに基づいて求められたワークを加工する際の工具位置とワークの加工形状とを比較して該加工形状に対し工具が食い込んだ状態にあるか否かを判断する工具食い込み判断手段382と、工具が食い込んだ状態にあると判断されたときに、該食い込んだ状態が回避されるように工具位置を修正する工具位置修正手段383と、修正された工具位置に基づいて軸制御データAにおける各軸方向の工具移動速度を修正する軸制御データ修正手段384と、を備える。
(もっと読む)
壁面用部品の板取り装置と壁面用部品の板取りプログラムと記録媒体とプレカット装置
【課題】建物の対象壁面に、板状の複数の部品を隙間無く配列するとき、歩留まりを良くし、かつ、施工費も抑制する。
【解決手段】 該当する対象壁面を分割線で複数の領域に分割する。そのいずれかの分割線を無効にし、もしくは、いずれかの前記領域をさらに分割して、全ての領域を原板から切り出すことができる形状にする。一枚の原板から切り出すことができる部品または部品の組を選択して、各原板上に選択した部品を板取りする。(施工コストK=原板数M×原板の単価+部品数N×施工単価)とする演算処理を実行する。分割線の位置と板取りの組み合わせを変更して、施工コストKが最小値を示すときの部品の形状と最適板取りを求める。その最適板取りに基づいて、全ての部品をプレカットするためのプレカットデータを生成する。
(もっと読む)
ワークモデル生成方法、及びそのプログラム
【課題】演算時間の浪費を抑制し、且つ演算エラーを抑制したワークモデル生成方法、及びそのプログラムを提供する。
【解決手段】ワークモデル生成方法は、削り刃によって切削する経路を示す切削経路の外郭部である外郭切削経路を特定する外郭切削経路特定ステップと、外郭切削経路にて囲まれる面を含んで構成される所定厚みの切削ワークモデルを原ワークモデルから削除して加工ワークモデルを生成する加工ワークモデル生成ステップとを備える。このように、外郭切削経路にて囲まれる切削ワークモデルを原ワークモデルから削除して加工ワークモデルを生成するので、切削経路全体について切削ワークモデルを生成する必要がなく、演算時間の遅延を抑制することができる。
(もっと読む)
金型加工データ変更方法
【課題】元の加工データを有効に利用して短時間に二番型用の加工データを得る。
【解決手段】成形品モデルに基づき、NC加工データを作製する。NC工作機械により、NC加工データに基づいて金型を作製する。金型の修正をして一番型を得る。計測器により、一番型を3次元的に計測して、メッシュデータ34を得る。NC加工データにおける加工工具16の移動経路20を示す複数箇所のデータから選択された箇所36で、加工端面16aがメッシュデータ34に対して点接触する位置まで加工工具16をZ方向に移動させる。元のNC加工データを、移動後の加工工具16の位置に基づいて変更する。
(もっと読む)
精密加工のための最適加工条件の決定を支援する装置
【課題】技術者が精密加工のための最適加工条件を決定しようとする作業において、当該作業を効果的に支援できる装置を提供すること。
【解決手段】本発明は、精密加工のための最適加工条件の決定を支援する装置であって、ワークの加工条件とNCデータとを記憶する加工用データ記憶部と、加工されたワークに関する測定データを記憶する測定データ記憶部と、対応する加工条件及びNCデータと測定データとに基づく一まとまりのデータ群を一つのノードとして、各ノード間の派生関係を記憶する派生関係記憶部と、前記派生関係に基づいて、各ノードの情報をツリー図として表示する表示部と、を備えたことを特徴とする装置である。
(もっと読む)
CADシステム及びCAM加工情報の生成方法
【課題】 CAM加工情報を生成する三次元CADシステム及び三次元CADを利用したCAM加工情報の生成方法において、二次元CADを合理的に利用する手法を提供すること。
【解決手段】処理装置は三次元CAD画像を生成しモニタに表示可能であり、この三次元CAD画像からCAMによる加工情報を生成する。処理装置は、二次元輪郭抽出部、区画分割部、最高点抽出部及び二次元加工範囲抽出部を備え、二次元輪郭抽出部は製品における加工対象部側視で加工対象部の二次元輪郭を投影させて抽出する。二次元加工範囲抽出部は、各区画A〜Nと区画高さZ0〜Z4により定まる二次元加工範囲を抽出し、CAMによる加工情報を生成する。
(もっと読む)
材料取り合わせシステム
【課題】ファーストフィット法で割り付けをしたときに、最後のほうにしわ寄せがくるのを改善して、材料取り合わせの最適化を図る。
【解決手段】材料を一つずつ選択して、割り付け可能な製品を組み合わせて最適な割り付けを見つけ、仮割り付けとする。この処理に特殊な再起型アルゴリズムを採用する。材料を替えて同じ処理を繰り返す。複数の仮割り付け結果を比較して、歩留まりの良いものを製品の割り付けデータに採用する。これを繰り返しながら、あと2回で終了するタイミングを検出する。あと2回分は、複数の割り付けパターン候補を取得して比較し、使用材料長の総和が最小の割り付けパターンを採用する。
(もっと読む)
適応加工システム及び適応加工方法
【課題】航空機用途では翼形部のような部品の補修が必要となる。翼形部に関しては、翼形部先端の損傷が最も一般的な問題の一つである。翼形部などの部品の適応加工システム及び適応加工方法を提供する。
【解決手段】部品12の変形部分を除去して、部品の未変性部分44を画成する段階と、部品の未変性部分44に交換部分46を追加する段階とを含む補修方法を提供する。交換部分46は、部品の未変性部分44の1以上のパラメータ及び部品12の1以上の原設計パラメータに基づいて適応加工される。
(もっと読む)
加工方法、加工プログラム、加工装置
【課題】隣り合う複数の凹面を含む加工形状の創成における凹面の境界部で発生する加工誤差を抑制して、理想形状に近い高精度な加工形状を得る。
【解決手段】加工後の凹面の計測結果に、許容範囲外の大きな加工誤差を含む場合(ステップ204)、加工後の成形面の誤差分布を関数1で近似し(ステップ205)、この関数1の値から所定値以上逸脱した測定点を除外して関数1を求める処理を当該測定点がなくなるまで反復した後に誤差量を推測し(ステップ206〜208)、除外された測定点の誤差分布を近似する関数2を生成し、関数1と関数2から全体の誤差を推測して(ステップ210)、補正加工の工具軌跡を出力する操作を反復する。
(もっと読む)
61 - 80 / 136
[ Back to top ]