
Fターム[3C269QD06]の内容
数値制御 (19,287) | 表示手段、警報手段の構成 (611) | プリントアウト、ハードコピー (19)
Fターム[3C269QD06]に分類される特許
1 - 19 / 19
加工パスの生成方法及び加工方法
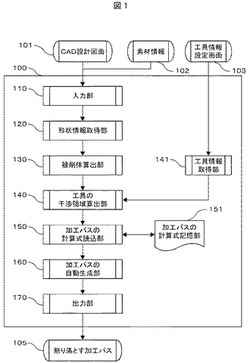
【課題】製品設計の3次元CADモデル(以下3D−CADと称する)から,割り落とすことが可能な形状を自動判断し,その割り落とす加工方法の加工パスを自動生成し,製品の加工時間を短縮し,工具摩耗を低減できるようにする。
【解決手段】素材の一部を切削により削除する加工パスを生成する加工パス生成方法を、設計情報を用いて素材の削除する領域を素材に対して第1の方向から切削加工する第1の加工パスを作成する第1の加工パス生成工程と、設計情報を用いて素材の削除する領域を素材に対して第2の方向から第1の方向の側の面よりも下の部分を切削加工する第2の加工パスを作成する第2の加工パス生成工程とを有して構成した。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法

【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
エネルギー消費量収集装置及びその方法
【課題】一の被加工材から多種、多数の製品を加工する場合に、各製品毎のエネルギー消費量等を正確、且つ、容易に収集、表示、印刷可能な装置を提供することにより、省エネルギー対策、製品発注者からの製品毎のエネルギー消費量提示要求への対応を正確、容易、迅速可能とする。
【解決手段】エネルギー消費量の収集を行うエネルギー消費量収集装置1である。そして、プログラム5に設定した制御指令に従い作動する機械10に対し、前記プログラム5を読み込み前記機械10のエネルギー消費量を計測する計測部4を備える。前記計測部4は前記プログラム5に設定された、測定開始指令により前記計測を開始すると共に測定終了指令により前記計測を終了し前記測定開始指令と前記測定終了指令との間のエネルギー消費量を計測する。
(もっと読む)
画像処理装置及びプログラム
【課題】展開図を表す展開図画像に、その展開図の特徴に応じた線を関連付けることができる画像処理装置及びプログラムを提供する。
【解決手段】展開図画像取得部38は、展開図を表す展開図画像を取得する。線情報取得部42は、展開図に付される線を表す線情報を、展開図の特徴を表す特徴情報に関連付けて記憶する情報記憶部30から、展開図画像取得部38が取得した展開図画像の特徴を表す特徴情報に関連付けて記憶されている線情報を取得する。関連付け部44は、展開図画像取得部38が取得した展開図画像と、線情報取得部42が取得した線情報が表す線と、を関連付ける。
(もっと読む)
ロボットシミュレータ
【課題】ロボットとワークとの位置関係に変化が生じることを前提に、位置関係に変化が生じてもロボットの姿勢が動作可能な領域であるか否かを簡単な処理で判定する。
【解決手段】設置位置判定部67は、ワークに想定される誤差Δpに対応するエンドエフェクタの位置変化量Δrから、線形に近似された演算式を用いてマニピュレータの姿勢変化量Δqiを算出している。すなわち、設置位置判定部67は、演算部52にとって処理が容易な線形式を利用してロボットが作業可能な範囲であるか否かを判定する。
(もっと読む)
数値制御装置
【課題】工作機械の消費エネルギを機械由来の機械駆動エネルギと加工由来の加工エネルギとにより評価可能とした数値制御装置を得ること。
【解決手段】電力消費要素を駆動して被加工物4を加工する工作機械2を数値制御するための数値制御装置1であって、工作機械2の稼動による消費エネルギを計算するエネルギ計算部12を有し、エネルギ計算部12は、電力消費要素の駆動に伴って消費される機械消費エネルギを消費エネルギの総量から差し引くことにより、被加工物4への加工に伴って消費された加工エネルギとして算出する。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、プログラム、記録媒体
【課題】高速に計算を行うことができ、十分な精度が得られる加工シミュレーション装置等を提供する。
【解決手段】加工シミュレーション装置1は、工具形状データ、加工シミュレーション前のワーク形状データ、仕上がり形状データ、ホルダ形状データを記憶する記憶部9と、工具形状データと仕上がり形状データを用いて工具経路データを生成する工具経路生成部19と、ホルダ形状データと仕上がり形状データを用いてホルダが上記の仕上がり形状に干渉しないホルダ経路データを生成するホルダ経路生成部21と、工具経路データとホルダ経路データを用いてホルダが上記の仕上がり形状に干渉しないホルダ干渉回避工具経路データを生成するホルダ干渉回避工具経路生成部23と、工具形状データとホルダ干渉回避工具経路データを用いて加工シミュレーションを行い加工シミュレーション後のワーク形状データを生成する加工シミュレーション部25とを具備する。
(もっと読む)
工作機械の制御方法、および、それに対する装置
【課題】工作機械の数値制御において、CAD/CAM環境内でカッターによる機械加工プログラムと検査ルーチンの創成を統合することにより、検査ルーチンを速く行うことができるようにする。
【解決手段】工作機械における測定用プローブ30の検査経路を作成する方法が、検査される被加工物の幾何学的形体を選択可能であるプログラム、例えば、改良型CAM用のエディタープログラム44を実行させるステップを含んで開示されている。一度選択されたプログラムは、工作機械の数値制御(NC)に読み込むためのソフトウェアに含まれている測定用プローブ経路を作り出すだろう。そのソフトウェアは、NCにより読み取り可能、あるいは、NCコントローラに接続されるプロセッサー20で使用する読み取り不可の命令として書き込まれる検査経路用命令と一緒に切削命令を有し、好ましくは、そのNCと同時に動作する。
(もっと読む)
数値制御装置
【課題】時刻を記録したり作業内容を記録する必要がなく、機械の稼働状況、特に機械の送り軸そのものの稼働状況を各軸の総移動量を記憶することで、機械の送り駆動機構の劣化を予知するためのデータを得ることができる数値制御装置を提供する。
【解決手段】与えられた指令に基づいて分配処理により各軸の1サンプリング周期間毎の移動量を出力する分配部25と、分配部25からの各軸の1サンプリング周期間毎の移動量を積算して各軸の総移動量を得るデータ処理部30と、各軸の1サンプリング周期間毎の移動量を積算して各軸の制御周期間毎の目標位置を各軸サーボに与えて各軸のモータを駆動するサーボ処理部21と、データ処理部で得られる各軸の総移動量を記憶するメモリ22とを備える。
(もっと読む)
被削材の切削方法
【課題】マシニングセンタに含まれる各種機構や構造が有する運動精度誤差が加工面の仕上がり寸法精度に与える影響を抑制することができる被削材の切削方法を提供する。
【解決手段】エンドミル工具50が取付けられた主軸と、被削材としてのワーク100を保持する保持部とを備え、NCデータに基づいて主軸および保持部を同期させて移動させることによりワーク100を切削するマシニングセンタを用いて、ワーク100に曲面を含む創成面を形成する方法であって、創成面の形状データとエンドミル工具50の形状データとに基づいて、ワーク100とエンドミル工具50とが接触する切削点Pの送り速度ベクトルFcの向きおよび大きさが一定となるようにNCデータを作成するステップと、作成されたNCデータに基づいてワーク100に創成面を形成するステップとを備える。
(もっと読む)
データ処理装置及び制御方法及びプログラム
【課題】周期時間内にデータ処理を確実に完了させることとデータ処理結果の精度の向上を図ることを同時に達成する。
【解決手段】メインCPU200に、確実に周期時間内にデータ処理が完了するが、データ処理の精度は制御アルゴリズムBよりも劣る制御アルゴリズムAを割り当て、サブCPU300に、周期時間内にデータ処理が完了する保証はないが、データ処理の精度は制御アルゴリズムAよりも高い制御アルゴリズムBを割り当て、メインCPU200とサブCPU300が同時に制御アルゴリズムAと制御アルゴリズムBによりデータ処理を行い、周期時間内に完了したデータ処理結果のうち、精度が高いデータ処理結果を採用する。
(もっと読む)
工具経路算出装置、工具経路算出プログラムおよび工具経路算出方法
【課題】4軸制御において深い縦壁部分を含んだ加工面であっても、高速かつ高精度な切削を実現するための工具経路を算出する。
【解決手段】工具経路算出装置130は、設計データ120から3軸等高線経路を取得する(ステップS131)。そして、旋回2軸のうち、変動軸の初期旋回角度変化率を決定し(ステップS132)、変動軸の旋回角中心を算出する(ステップS133)。この算出結果から、さらに工具ベクトルを算出し(ステップS134)、経路軸コードを算出して(ステップS135)、NCデータ140を出力する。
(もっと読む)
ワーク加工方法及び加工プログラム
【課題】 湾曲面上にエッジ線を有するワークを効率よく短時間で加工することを可能にするワーク加工方法、及びそれをコンピュータで実行するためのプログラムを提供する。
【解決手段】 内方に湾曲する円弧形状の切刃を有する円柱状の回転工具により、ワークの外方に湾曲したエッジ線を有する外方湾曲部を切削加工する方法であって、前記工具を前記ワークの外方湾曲部の目標製品形状の中心線(CL)に沿って移動させてワークを加工するとき、目標製品形状をその中心線(CL)上で所定のピッチをとって切る面と前記目標製品形状の湾曲面部との交線に、工具の中心線(4c)を通る面で工具の先端部を切ってできる形状線を重ね合わせながら、前記工具の中心線上の先端点(4b)を算出し、該先端点の位置を工具座標位置を示すNCデータとして工具による加工を行う。
(もっと読む)
切削経路作成方法及びプログラム並びに装置
【課題】切削不具合を低減すること。
【解決手段】切削加工の完成品の形状に関する点列データまたは切削経路に関する点列データを用いて、切削面のエッジ部を検出するエッジ部検出過程と、検出したエッジ部に切削経路の通過点となる制御点を追加する制御点追加過程と、追加した前記制御点を通り、微分連続である曲線関数で表される空送り経路を生成する経路追加過程とを有し、点列データおよび空送り経路を用いて工具の切削経路を作成する切削経路作成方法を提供する。
(もっと読む)
製造支援装置、製造支援データの編集方法、製造支援用プログラム、ならびに工作機械および工作システム
【課題】工数を増加させずに、かつ工作機械の加工ヘッドの相対的な移動距離を抑えつつ、加工ヘッドと被加工物との干渉を防止することが容易な製造支援装置を得ること。
【解決手段】工作機械での加工ヘッドの相対的な移動経路を設定する製造支援装置60の構成を、加工対象箇所の各々に加工順を仮設定する加工順仮設定部41と、各加工対象箇所に加工開始位置を設定する加工開始位置設定部42と、各加工対象箇所での加工終了位置と該加工対象箇所の次に加工される加工対象箇所での加工開始位置とを結ぶ早送り線の各々が加工済み箇所と干渉することになるか否かを判定する干渉判定部43と、干渉することになるときには、加工済み箇所の加工順が該加工済み箇所と干渉する早送り線の終点にある加工対象箇所の加工順の1つ前となるように加工順を設定し直すと共に、加工開始位置の再設定を行う加工順再設定部44とを有する構成にする。
(もっと読む)
数値制御データ作成装置及び数値制御データ作成方法並びに記憶媒体
【課題】特に、被加工物の形状から下穴が必要かどうかを判断可能とする。
【解決手段】NCデータ作成装置のCPU1は、次の制御を行う。加工領域の輪郭領域を回転工具の径に基づいて拡大した領域である拡大領域から、加工領域よりも高い位置にある被加工物を干渉領域として除いた領域を、回転工具の半径分を縮小した領域を第一の領域として得る。拡大領域から回転工具の降下を禁止した領域を除いた工具降下可能領域を得て、該得た工具降下可能領域から回転工具の半径分縮小して得た領域を第二の領域として得る。第一の領域から、該第一の領域と第二の領域との重なる部分のある領域を除いた第三の領域が得られた場合には下穴が要ると判断し、第三の領域が空である場合には下穴は不要と判断する。
(もっと読む)
工作機械のシステム制御
本開示は、工作機械システム(200)のモーションコントロールシステム(10、100)に関する。モーションコントロールシステム(10、100)の表面仕上げ品質パラメータの値は、工作機械システム(200)を用いて機械工作されるパーツ(500)の表面仕上げを制御するよう調整される。工作機械システム(200)は、会話動作モード、および、NC動作モードを含む。 (もっと読む)
レーザ加工装置、レーザ加工条件設定装置、レーザ加工条件設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】3次元加工データの設定に際して、加工パターンのイメージを容易に確認できるようにする。
【解決手段】所望の加工パターンに加工する加工条件として、加工対象面の3次元形状と加工パターンとを設定するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のレーザ加工データを生成する加工データ生成部と、加工データ生成部で生成されたレーザ加工データのイメージを2次元的及び/又は3次元的に表示可能な加工イメージ表示部とを備え、加工イメージ表示部で作業領域内の加工対象面を2次元的に表示させる際、レーザ光の照射方向における平面図を表示可能に構成している。
(もっと読む)
レーザ加工装置、レーザ加工条件設定装置、レーザ加工条件設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】マーキングヘッドとワークとの位置関係を容易に把握して設定作業を容易としつつ設定ミスを防止する。
【解決手段】レーザ光を発生させるためのレーザ発振部と、レーザ発振部より出射されるレーザ光を作業領域内において走査させるためのレーザ光走査系とを少なくとも備えるヘッド部と、レーザ発振部およびレーザ光走査系を制御するためのレーザ制御部と、所望の加工パターンに加工する加工条件として複数の加工パラメータを入力するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のイメージを3次元的に表示可能な加工イメージ表示部83と、加工イメージ表示部83において、加工対象面のイメージを3次元的に表示させる際に、レーザ加工装置のヘッド部のイメージを表示可能なヘッドイメージ表示手段84とを備える。
(もっと読む)
1 - 19 / 19
[ Back to top ]