
Fターム[3D201EA12]の内容
車両用シール装置 (15,973) | 材料(表面処理材料は除く) (1,690) | 複数材料(表面処理材料を除く) (156) | 表皮と内部が異材料 (60)
Fターム[3D201EA12]に分類される特許
21 - 40 / 60
自動車用ガラスラン
【課題】軽量化の効果が大きく、ドアガラスの昇降時においても、充分な強度を有し、経年変化による摺動音の発生の防止ができるガラスランを提供する。
【解決手段】ガラスラン10の本体は、車外側側壁20と、車内側側壁30と、底壁40とからなる断面略コ字形をなし、車外側シールリップ21と車内側シールリップ31を設けた。底壁40は、ソリッド材又は微発泡ソリッド材で形成され、車外側側壁20と車内側側壁30は、スポンジ材で形成された。車外側側壁20の内面に、断面形状が三角形で、頂点がドアガラスに当接可能に内側に突出する車外側突起部23を形成し、車外側突起部23の表面に低摺動部材層27を形成した自動車用ガラスランである。
(もっと読む)
自動車用ガラスラン

【課題】ガラスランの製造が容易で、装着しやすく、チャンネル内でずれにくいガラスランを提供する。
【解決手段】直線部のガラスラン10の本体は、車外側側壁20と、車内側側壁30と、底壁40とからなる断面略コ字形をなし、車外側側壁20と車内側側壁30には、それぞれ本体の断面略コ字状の本体の内側に向かって延出する車外側シールリップ21と車内側シールリップ31を有する。車外側シールリップ21と車内側シールリップ31によりドアガラス5の両側端部のそれぞれ車外側面及び車内側面をシールする。直線部の車内側側壁30は、車外側側壁よりも大きく、肉厚に形成され、車内側側壁の外面にドアフレーム2に係止される肉厚の車内側突起部33を形成する。車内側突起部33の底壁側の面に低摺動部材層33bを形成した自動車用ガラスランである。
(もっと読む)
ドアグラスラン
【課題】シールリップの先端部と他の部位との構成材料の収縮率の差を利用して、各々のシールリップの撓み代が増大する方向への変位を促すことにより、材料の「へたり」に起因する撓み代の減少を相殺できる構造を提供する。
【解決手段】熱可塑性エラストマーにより形成されたドアグラスランであって、ドアグラスラン4のうちドアサッシュの縦辺部に沿う縦辺部相当部4Aでは、インナシールリップ7の先端部に他の部位よりも相対的に収縮率の小さなビード部12を埋設し、アウタシールリップ8の先端部に他の部位よりも相対的に収縮率の大きなビード部13を埋設する。上辺部相当部では、双方のシールリップ7,8の先端部に他の部位よりも相対的に収縮率の大きなビード部を埋設する。
(もっと読む)
ウェザーストリップ
【課題】コーナー部車内側において生じる折れ皺を防止するとともに、乗降時にユーザの体が中空シール部に対して強く擦れることによる中空シール部の損傷を防止しうるウェザーストリップを提供する。
【解決手段】自動車ボディBのドア開口周縁部に取付けられる取付基部10と、その取付基部10の車外側に設けられドアDに弾接する中空シール部30を備え、押出成形されてなるウェザーストリップ3のコーナー部における構造であって、中空シール部30をドアDとのシール面を除いてスポンジゴム材で成形するとともに、前記シール面だけにはソリッドゴム材による皮膜Sを施した。
(もっと読む)
フランジカバー
【課題】変形が防止される、車両に取り付けるフランジカバーを提供する。
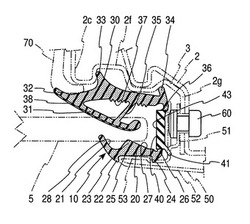
【解決手段】車両に取り付けるフランジカバー10はコア部材36を有する。コア部材36の周囲にはエラストマー層が配置されている。エラストマー層内にはエラストマー層の外面とコア部材との間に配置された長手方向に延びる中空の空洞52が形成されている。長手方向に延びる少なくとも一つのリブ60が、中空の空洞の外縁56及び内縁58の内の一方から中空の空洞の内縁及び外縁の内の他方に向かって突出しかつ中空の空洞内で終わっている。リブは中空の空洞の外縁及び内縁の間の接触を防止し、かつエラストマー層の外面の変形を防止する。
(もっと読む)
合成樹脂芯材の押出し成形品
【課題】自動車のドア、トランク、ウインド及びバックドア等の車体の開口周縁のフランジに装着し、固定保持片を突設形成しなくても挟持保持でき、簡単な構造の合成樹脂芯材の押出し成形品を提供する。
【解決手段】成形品本体1は、長手方向の断面略逆J字状の合成樹脂芯材2と、合成樹脂芯材2の内外周に熱可塑性エラストマーよりなる外周被覆部10と内周被覆部11とよりなる被覆体3を被着する。合成樹脂芯材2には、長片側辺5と短片側辺6とを設け、その短片側辺6には長片側辺5へ向う屈曲押圧部7を突設し、長片側辺5との間の隙間に巾狭案内保持部9を形成し、フランジの挿入する入口には、巾狭案内保持部9より隙間が広い巾広案内保持部8を設ける。
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上等を図りつつ、製造作業性の低下を抑制することのできるガラスラン及びその製造方法を提供する。
【解決手段】本体部11及び一対のシールリップ12、13を備えるガラスラン1は、車外側シールリップ12を有する車外側型成形体21、及び車内側シールリップ13を有する車内側型成形体22を型成形する成形工程と、両型成形体21、22を組付ける組付工程とを経ることで製造される。また、前記成形工程は、型成形体21、22を型成形するためのキャビティを構成する成形面のうち、シールリップ12,13の各ドアガラス摺動面及び基底部14の内側面を成形することとなる部位に対して、本体部11よりも硬質な素材よりなる摺動部材を設置する設置工程と、摺動部材が設置されたキャビティ内に型成形体21,22の構成材料を注入し、充填させる充填工程とを具備する。
(もっと読む)
オープニングトリムウエザストリップ
【課題】オープニングトリムウエザストリップをコーナー部で湾曲して取付けても、カバーリップの表面に皺の発生しない、美観の優れたものを、容易に安価に得ることである。
【解決手段】オープニングトリムウエザストリップ10は、トリム部20と、シール部40と、トリム部の車内側に一体的に形成され、車内側に延設されるカバーリップ30を有する。カバーリップ30は、カバーリップ本体31がスポンジ材で形成されるとともに、カバーリップ本体31の表面にソリッド材で形成されたカバーリップ表皮層33を形成する。カバーリップ本体31の内部に芯材34としてカバーリップ本体31のスポンジ材よりも剛性の高い弾性体を埋設したものである。
(もっと読む)
加飾材及びウエザストリップ
【課題】生産コストの増加を抑制するとともに、布感に近い外観を呈することで外観品質の向上を図ることができる加飾材及びウエザストリップを提供する。
【解決手段】自動車用ドアのドア開口3周縁にはウエザストリップ4が装着されている。ウエザストリップ4は、断面略U字状のトリム部5及び中空状のシール部6を備えるとともに、トリム部5には意匠リップ18が延出形成されている。ここで、意匠リップ18の外表面を含む、ウエザストリップ4の意匠面Dに、TPOを発泡させた発泡材料よりなる加飾材24が貼着され、これにより加飾部25が構成される。TPOは、EPDMゴム及びPPを主成分とし、TPOの重量比率を100としたとき、PPの重量比率が12〜18とされ、加飾材24の表面のグロスが1.2以上1.7以下とされる。これにより、加飾材24(加飾部25)表面の光沢を低減させることができる。
(もっと読む)
ウエザストリップ
【課題】生産コストの増加を抑制するとともに、テキスタイル調の外観を呈することで著しい外観品質の向上を図ることのできるウエザストリップを提供する。
【解決手段】ウエザストリップ本体4Aは、トリム部5及び中空状のシール部6を備え、意匠リップ18が延出形成されている。意匠リップ18の外表面を含む意匠面Dに、TPOを発泡させた発泡材料よりなる加飾層25が取着される。加飾層25は、押出成形により形成され、デュロメーターA硬度が55度〜65度であり、平均セル径が30μm〜80μmの独立気泡を有し、表面には長手方向に沿った多数の線状溝部を有する。また、オレフィン系ゴム成分及びオレフィン系樹脂成分を主成分とし、各成分の重量比率が90:10〜75:25であり、オレフィン系樹脂成分はメルトフローレートが0.1〜30g/10minのポリプロピレン系樹脂からなる。
(もっと読む)
自動車用モールディング
【目的】 自動車のドア及び車体に装着する各種のモールディング本体の外表面に位置する装飾部を熱融着したモールディングである。
【構成】 ポリオレフィン系樹脂よりなるモールディング本体の表面に露出する側に中間接着層となる熱融着性を有するポリオレフィン系樹脂を介在し、その中間接着層の表面にナイロン系樹脂よりなる装飾部を押出成形によって一体的に熱融着することを特徴とする。
(もっと読む)
自動車ドアのシール構造
【課題】ハードトップ構造の自動車において、インナーウエザストリップとドアウエザストリップの接続部分のシール性を向上させる自動車ドアのシール構造である。
【解決手段】ハードトップ構造の車体の自動車ドアにトリム部11とシール部12を有するインナーウエザストリップ10を取付け、自動車ドア1下部にドアウエザストリップ30を装着する。インナーウエザストリップのリヤ側端とドアウエザストリップの後部先端とを接続し、自動車ドアのコーナー部をシールするコーナー接続部40を形成する。コーナー接続部は、インナーウエザストリップのシール部と連続し、ドアガラス5に当接しシールするシールリップ41を形成し、シールリップは、ドアガラスのリヤ側端方向に行くに従って、短く形成されるとともに、シールリップはドアガラスに対して凸状に湾曲して形成された自動車ドアのシール構造である。
(もっと読む)
ウエザストリップ
【課題】軽量化を図りつつ、強度、緊縛力の低下を抑制することのできるウエザストリップを提供する。
【解決手段】ウエザストリップ4は、トリム部5等を備える。トリム部5内部には金属製のインサート14が埋設されている。インサート14は骨片部31と各骨片部31同士を連結するセンターボンド部32とを備える。骨片部は、少なくとも幅広部33とそれより幅狭の幅狭部34とを具備し、骨片部31のうち連結部対応部43及び両湾曲部44,45は幅広部33、それ以外の部位は幅狭部34とされる。連結部対応部43及び両湾曲部44,45を除いて幅狭部34とされることでインサート14全体ひいてはウエザストリップ4全体としての軽量化が図られる。一方、連結部対応部43及び両湾曲部44,45は幅広部33とされており、所定の強度、剛性を確保でき、当初の形状を保持しやすい。
(もっと読む)
長尺成形品
【課題】装飾層の変色を防止して、車室内の内装品と調和し、微細高密度の発泡外観を有する、高級感のある表面模様を有する装飾層を有する長尺成形品を得る。
【解決手段】熱可塑性エラストマー発泡体の装飾層を有する押出成形により成形された長尺成形品において、装飾層は、OBSH系発泡剤2〜10重量部と、アスコルビン酸塩、クエン酸塩、グルコン酸塩、グルタミン酸塩、リンゴ酸塩、及びコハク酸塩より選ばれる1種以上である有機酸塩を3重量部〜10重量部とを含有するものである。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】優れた外観品質等を実現するとともにコストの低減を実現でき、しかもコーナー部等での折れ皺に起因する外観品質の低下を防止する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップ4が装着されている。ウエザストリップ4は、断面略U字形のトリム部5及び中空状のシール部6を備えるとともに、トリム部5には意匠リップ18が延出形成されている。ここで、意匠リップ18の外表面など、ウエザストリップ4の意匠面に、ポリエチレン(PE)の樹脂接着層25を介在させ、不織布で構成される加飾層26を設ける。加飾層26を構成する不織布は、ウエザストリップ4の長手方向と略直交する方向に延びるようにして互いに等間隔を隔てて平行に縫い込まれており、これによって形成された縞状の縫込跡を具備している。縫込跡のピッチは、3mm以下に設定されている。
(もっと読む)
自動車用ウェザーストリップおよび自動車用ウェザーストリップの製造方法
【課題】生産性を損うことなく、ゴム成形体の滑性,耐貼り付き性等を持続させ、目的とするゴム成形体の機能を十分に発揮する。
【解決手段】ゴム成形体の当接部位のうち少なくとも表面側は、少なくともエチレン‐α‐オレフィン・非共役ポリエン共重合体100phrと、算術平均粒径60nm以上のカーボンブラック50phr〜100phrと、軟化剤100phr以下と、粘度(25℃)が1000cSt以上のシリコーン化合物10phr以下と、前記押出し成形加硫での加硫工程の温度以下で膨張する熱膨張カプセル10dと、を配合したゴム材料組成物を用いる。このゴム材料組成物から成るゴム成形体10には、カーボン由来粗面10c,熱膨張由来凹凸面10eが形成され、これら各面を覆うように塗膜が形成される。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】広い範囲に薄肉かつ均一な厚さのスキン層を設けてシール部の耐久性を高めたウエザストリップ及びその製造方法を提供する。
【解決手段】ウエザストリップ4は、ドア2に対応するドア開口3の周縁部に取着されるトリム部5と、トリム部5から突出し、中空部6Aを有するシール部6とを備えている。ウエザストリップ4は、押出成形された未加硫未発泡の中間成形体のうちシール部6の外表面に対して、単体硫黄、硫黄化合物、又は単体硫黄と硫黄化合物との両方を含む処理液を塗布し、当該中間成形体を加熱ゾーンに通過させて加硫発泡させることで得られる。上記工程を経ることにより、シール部6には、スポンジ層と、当該シール部6の表層部位においてスポンジ層よりも硬いスキン層21とが形成される。また、スキン層21は、幅方向で10mm以上の幅を有し、その厚みは均一で、かつ、0.04mm以上、0.15mm以下の範囲内に設定されている。
(もっと読む)
ドアウエザストリップ及びその製造方法
【課題】スキン層を形成することで剛性を高めるとともに、スキン層の形成される範囲を適切に画定することができるドアウエザストリップ及びその製造方法を提供する。
【解決手段】ドアウエザストリップ3を構成する押出成形部6は、ドア周縁部に取着される取付基部11と一体形成される中空状のシール部12及びシール部12の付根部付近から車外側に延出する断面く字状のシールリップ13を具備する。上記のような断面形状に押出成形された未加硫未発泡の中間成形体のうち少なくともシールリップ13の屈曲部15に対して、単体硫黄、硫黄化合物、又は単体硫黄と硫黄化合物との両方を含む処理液を塗布し、当該中間成形体を加熱ゾーンに通過させて加硫発泡させることで、スポンジ層と、少なくともシールリップ13の屈曲部15に形成され、スポンジ層よりも硬く、厚み0.04mm以上、0.15mm以下のスキン層21とを有する押出成形部6が得られる。
(もっと読む)
自動車用ウェザーストリップ
【課題】ドアガラスを開閉する際のキュー音を効果的に低減することが可能な自動車用ウェザーストリップを提供する。
【解決手段】自動車に装着される本体部10と、本体部10に一体成形され、開閉されるドアガラスGに摺接する摺接部20,20とを有する自動車用ウェザーストリップ101において、摺接部20,20の少なくとも一部を、制振性を有する材料で形成する。また、摺接部20,20の少なくとも一部を、本体部10よりも損失弾性率が大きな材料で形成する。また、摺接部20,20の少なくとも一部を、20℃雰囲気温度の損失弾性率(1kHz〜4kHzの平均値)が、30MPa以上である材料で形成する。
(もっと読む)
ウェザストリップ用熱可塑性樹脂製芯材
【課題】EPDMゴムよりなるウェザストリップの略U形断面をなすトリム部に埋設されるポリプロピレン製の芯材において、押出成形時や加硫時に芯材がウェザストリップに融着してくっ付くことにより、ウェザストリップの伸びが阻害され、曲げ性を損なう問題、トリム部表面に芯材のスリットや孔による凹凸が形成されて外観品質を損なう、といった問題を改善する。
【解決手段】ポリプロピレンにタルクを配合してEPDMよりなるウェザストリップと融着しにくくする。
(もっと読む)
21 - 40 / 60
[ Back to top ]