
Fターム[3D201EA12]の内容
車両用シール装置 (15,973) | 材料(表面処理材料は除く) (1,690) | 複数材料(表面処理材料を除く) (156) | 表皮と内部が異材料 (60)
Fターム[3D201EA12]に分類される特許
41 - 60 / 60
押出成形体、並びに、当該押出成形体を用いた自動車用シール部材

【課題】ヒドロシリコーン架橋により生産した押出成形体、並びに当該押出成形体を用いた自動車用シール部材を提供する。
【解決手段】自動車ドアにはシール部材としてガラスランが装着されている。ガラスランは押出成形部と型成形部とを備えている。押出成形部となる押出成形体40の製造に際しては、エチレン・プロピレン・ジエン共重合体(EPDM)ゴムが材料として使用される。このEPDMゴム材料には、架橋剤としてSiH基を1分子中に2個以上有するSiH基含有化合物が含有されるとともに、白金族元素よりなる反応触媒と反応抑制剤が含有されている。そして、ゴム押出機31から押出成形体40の中間成形体32が押出された後、架橋工程においてはヒドロシリコーン架橋が行われる。架橋後及び冷却後のシールリップの平均肉厚は0.8mm〜2.5mmとなる。
(もっと読む)
長尺シール材

【課題】中空シール部を構成する発泡ゴム壁をスキン層によって効率よく覆って、ドアの閉まり性を良好に確保しながら発泡ゴム壁を摩耗から良好に保護する。
【解決手段】取付部20と中空シール部30とを備える。中空シール部30は、発泡ゴム壁40が車外側の側壁23の外表面側に中空部35を形成するようにして一体状に接合されることで形成される。発泡ゴム壁40の外表面にはスキン層50が一体状に設けられる。スキン層50は、ドアと接触して弾性変形する発泡ゴム壁の部分において、発泡ゴム壁の弾性変形を実質的に妨げない厚さに形成された第1部分51と、発泡ゴム壁40の弾性変形部から車外側の側壁23との接合部に至る部分では、除々に厚さが増加し、接合部又はその近傍で最大の厚さとなる第2部分52と、車外側の側壁23との接合部を越えて頂壁24側を覆う部分では、除々に厚さが減少する第3部分53とを有している。
(もっと読む)
自動車用押出し成形品
【課題】優れた外観および性能を有すると共に、被覆層の押出し成形と中空のシール部の押出し成形とを1つのダイスを用いて同時に行うことができる押出し成形品を提供する。
【解決手段】本発明の押出し成形品は、被覆層(3)が、350%以上の引張破断伸び(JIS K6251)および40%以下の下記式で表される100%モジュラス変化量 100%モジュラス変化量=[(23℃での100%モジュラス−80℃での100%モジュラス)/23℃での100%モジュラス]x100 ここで、100%モジュラスは、JIS K6251に従って測定される、100%伸長時の応力である、を有する熱可塑性エラストマー組成物で形成されており、中空のシール部(11)が、250%以上の引張破断伸び(JIS K6251)および35%以下の圧縮永久歪み(25%圧縮、70℃、200時間)を有する熱可塑性エラストマー組成物で形成されている。
(もっと読む)
自動車用ウェザーストリップの成形方法
【目的】 自動車等のドアー、トランク及びウインド等の車体開口部を開閉するパネルに装着して緩衝及び復元用に供するウェザーストリップの成形方法である。
【構成】 ウェザーストリップは、車体に取付ける装着部と、開閉パネルに圧接される中空状シール部とより成形され、第1押出し成形機にウェザーストリップを成形する熱可塑性エラストマーを注入し、第2押出し成形機に硬質合成樹脂を注入した状態で2台を同時に作動させた後に、1台の金型ダイスの内部で、該中空状シール部の内周面に単数又は複数の0.05mm以下の薄膜層を長手方向に熱融着することを特徴としている。
(もっと読む)
被覆テープ材
【課題】 本発明は、自動車のドアトリム等に装備されるウエザストリップに、意匠性向上のために貼着される被覆テープ材に関するものであり、ウエザストリップ装着作業時に発生するシワを解消可能であり、加飾被覆としてウエザストリップへの貼着も容易であって、かつ貼着後の加飾被覆とウエザストリップとの優れた一体感を実現し得る被覆テープ材を提供することを目的とする。
【解決手段】 この目的の達成を図るため、本発明の被覆テープ材は捲縮発現した潜在捲縮性繊維を主体とする基材層と接着層とを備えたことを主たる特徴としている。
(もっと読む)
ウエザストリップ
【課題】装着時の挿入荷重の増大による不具合を防止でき、しかも、再装着に伴う取付状態の不安定化を回避できるウエザストリップを提供する。
【解決手段】ウエザストリップ4はトリム部5及びシール部6を備えている。トリム部5の両側壁部11,12内面には保持リップ部15,16が一体形成されており、トリム部5の連結部13内面にはシーラント27が設けられている。トリム部5の装着状態にあっては、シーラント27はフランジ部23先端に当接される。シーラント27は、発泡剤の混入されたエチレン−酢酸ビニル−バーサチック酸ビニル共重合樹脂のエマルジョンがトリム部5内に充填、発泡させられることで構成されている。当該共重合樹脂のガラス転移点は、−30℃である。上記シーラント27は、ソフト感に優れ、タック性も良好である一方、相手側部材に付着したりしない。
(もっと読む)
高分子成形体および自動車用ウェザーストリップ
【課題】高分子成形体の滑性,耐貼り付き性等を高め、高分子成形体の機能を十分に発揮させる高分子成形体及び自動車用ウェザーストリップを提供する。
【解決手段】押出し成形加硫して得られる高分子成形体の当接部位のみの少なくとも表面側において、少なくとも、エチレン‐α‐オレフィン・非共役ポリエン共重合体100phr,算術平均粒径60nm以上のカーボンブラック50phr超〜120phr,軟化剤100phr以下,熱膨張マイクロカプセルを配合して成る高分子材料組成物を用いる。この高分子材料組成物により、高分子成形体の当接部位の表面に対し熱膨張由来凹凸面10bが形成されると共に、その熱膨張由来凹凸面10bに対してカーボン由来粗面10aが形成される。
(もっと読む)
自動車用ガラスラン
【課題】ドアガラスの変位や振動を防止して、ドアガラスを確実に保持することができるとともに、剥離音の発生を防止することができる自動車用ガラスランを提供する。
【解決手段】ガラスラン10の車外側側壁20と車内側側壁30には、それぞれガラスラン本体11の断面略U字状の内側に向かって延出する車外側シール部50と車内側シール部60を設け、少なくとも車内側シール部は、一端が車内側側壁30の先端から延出される車内側摺動リップ61と、車内側摺動リップの他端から屈曲して車内側側壁の側面まで延設される車内側延設リップ63とから形成される。車内側摺動リップ61、車内側延設リップ63と車内側側壁とにより中空状の車内側中空部67を形成し、車内側摺動リップ61又は車内側延設リップ63が当接する車内側側壁30の内面に凹凸面34を形成した自動車用ガラスランである。
(もっと読む)
ウエザストリップ
【課題】中空状のパッドが、湾曲させられたコーナー部でのシール部の長径方向にズレて配置されることないウエザストリップを提供する。
【解決手段】ウエザストリップは、断面略逆U字形の取付基部51と断面略D字形の中空シール部52とを備え、スライディングルーフ4の周縁に取付けられ、その4隅の湾曲させられたコーナー部における中空シール部内には、パッド20Aが挿入、支持されている。パッド20Aは、スポンジゴムによって形成され、断面略円形の中空状のパッド基部21と、このパッド基部21から上下に突出している棒状の支持凸部22a、22bを備えている。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】植毛部における外観品質の低下を防止することのできるウエザストリップ及びその製造方法を提供する。
【解決手段】自動車用ドアのドア開口周縁にはウエザストリップが装着されている。ウエザストリップは、断面略U字形のトリム部及び中空状のシール部を備えるとともに、トリム部には意匠リップ18が延出形成されている。意匠リップ18の外表面などウエザストリップの意匠面には、黒色とは異なる色の着色が施されたゴム皮膜層27が形成されるとともに、このゴム皮膜層27の表面には接着剤層28が形成され、その接着剤層28上に植毛部29が形成されている。
(もっと読む)
自動車用シール部品
【課題】 シールリップの反力の増加、断面積の増加、材料費の増加等を防止しつつ、シールリップの耐ヘタリ性を向上させる。
【解決手段】グラスラン等の自動車用シール部品1は、熱可塑性エラストマー或いは熱可塑性樹脂からなる基部2と、該基部2より連続して延びて相手側部材に押付けられる熱可塑性エラストマーのリップ3と、を備えている。上記リップ3の相手側部材が接触する面に他のリップ部分よりも高硬度の熱可塑性エラストマー或いは熱可塑性樹脂からなる表層部4を設けた。上記表層部4に、上記リップ3の付け根部分の上記基部2側の端部において上記表層部4の内面から該内面に対して略直角方向に延びる第1の表層延長部5と、上記リップの付け根部分の上記リップ3の先端側の端部において上記表層部4の内面から該内面に対して略直角方向に伸びる第2の表層延長部6と、を設けた。
(もっと読む)
外部モールドアプリケーションに対する相互係止ウェザーストリップ外観処理
第1構成要素が機能的シールを提供するウェザーストリップである。異なる材料でできた第2構成要素が第1構成要素と相互係止する。固定構造は外部からは見えず、第2構成要素によりう美観を改善でき、色を車輛に合わせることができ、又は特定の車輛構成要素で必要とされるように形状を変更できる。 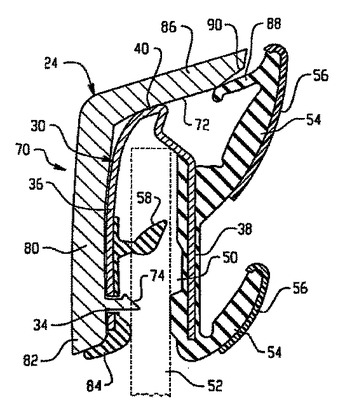 (もっと読む)
(もっと読む)
ガラスランチャンネル組立体と窓枠構造
【課題】 窓枠の湾曲部からの抜け落ちを防止するとともに、昇降窓板の摺動性を長期間にわたって良好に維持する。
【解決手段】 押出成形部41は、昇降窓板15の端面と対向する位置に設けられる基底部50と、基底部50の幅方向両端からそれぞれ立ち上がる車内側及び車外側の両側壁部51、52と、両側壁部51、52の先端側から基底部50又は対向する側壁部51、52に向けてそれぞれ突出しかつ昇降窓板15の両面に弾接可能な車内側及び車外側の両シールリップ62、65と、を少なくとも有する。接合部70は、押出成形部41の押出成形によって一体連続状に形成された車内側及び車外側の両シールリップ62、65と、型成形により形成されかつ車内側及び車外側の両側壁部の外側に弾性圧縮可能に突出し、かつ窓枠20のラン装着凹部30に接触して係合する抜け防止用突起80、85と、を少なくとも有している。
(もっと読む)
ガラスラン
【課題】車内側シールリップの大部分をスポンジ材で構成し、その変形および変形からの復元を十分に満足させることのできるガラスランを提供する。
【解決手段】ドアフレーム2の内周に取付けられ、車外側側壁20と、車内側側壁30と、底壁40とからなる断面略コ字状の本体部と、本体部の内側に向かって延出する車外側シールリップ50と車内側シールリップ60とを有するガラスラン10において、少なくとも車内側シールリップ60を0.8mmから3.0mmの肉厚のスポンジ材で形成し、スポンジ材のドアガラス5と当接する側の表面に0.2mmから1.0mmのソリッド材の薄肉層63を設け、さらに、ソリッド材の薄肉層63の表面に摺動層65が設けられているガラスラン。
(もっと読む)
ウェザーストリップ
【課題】磁性体を所要部にのみ部分的に配合して重量の増加を少なくし、かつ常に一定のシール面圧を確保して遮音性を長期にわたって維持することができるウェザーストリップを提供する。
【解決手段】EPDM等のゴム製よりなり、自動車ボデーのドア開口周縁部及びドア周りに装着されるウェザーストリップ1、11において、ドアを閉めたとき、ウェザーストリップ1の中空シール部6がボデー側のフレーム5に当たる当たり面6aと、ウェザーストリップ11の中空シール部15がドアの窓枠2に当たる当たり面15aには、それぞれその両端部と中間部の表層部に磁性材料を配合したゴム部21が設けられる。
(もっと読む)
自動車のガラスラン及びその製造方法
【課題】 本体部等が耐候性等の良好なEPDMゴムで構成され、底壁部の摺動層が超高分子量PEで構成され、摺動層に溝が形成され、ガラス昇降時の異音発生を防止したガラスランの製造方法を提供する。
【解決手段】 底壁部と側壁部とからなる本体部と、側壁部から延出したシールリップと、ドアガラスとの摺接面に摺動層を備えたガラスランの製造方法である。未加硫EPDMゴムを押出す押出工程と、その未加硫ゴムを加硫させる加硫工程と、加硫後の底壁部上に、摺動層としての超高分子量PEのシート材を供給する供給工程と、突条付きローラーでシート材を底壁部に圧着させる圧着工程とを備えている。
押出工程で底壁部のガラスの端面と対向する面に、長手方向に延びる所定幅のフラット面部と、その両側にそれぞれ少なくとも1本の溝とを押出しと同時に形成し、圧着工程で底壁部の摺動層の表面に、突条付きローラーによって上記と相似形のフラット面部と溝とを形成したガラスランの製造方法。
(もっと読む)
架橋性熱可塑性プラスチックおよびTPVショーレイヤーを含む複合材料
車両のウェザーストリップとして用いるための複合材料およびそれによって形成される製品の形成方法であって、本体部分が弾性ポリマーから形成され、そして架橋性熱可塑性ポリオレフィンと熱可塑性加硫ゴムのブレンドを含む耐磨耗性装飾層がその上に施される方法を開示する。架橋性熱可塑性ポリオレフィンは架橋性オレフィンホモポリマーを含むのが好ましい。材料が湿分の存在下で架橋できるように、オレフィンホモポリマーはグラフトシラン官能基を含んでいるのが好ましい。本体部分が硬化される前または後、および耐磨耗性装飾層の架橋性ポリオレフィンが架橋される前または後に、耐磨耗性装飾層は押出しまたは他の方法で本体部分へ施される。耐磨耗性装飾層の材料はシート状に押出され、本体部分へ積層されうる。  (もっと読む)
(もっと読む)
自動車用熱可塑性エラストマー製グラスランチャンネル
【課題】 オレフィン系熱可塑性エラストマー製グラスランチャンネルはサッシュに対してズレが発生する。
【解決手段】 シールリップ部4jを除くグラスランチャンネル躯体部2jに、躯体部2jとして機能しうる必要十分な機械物性と高い対塗装板金動摩擦係数を有したスチレン系熱可塑性エラストマーコンパウンドを用い、低圧縮永久歪性オレフィン系熱可塑性エラストマー製シールリップ部4jと組み合わせることによって、グラスランチャンネル2jとして必要なシール機能とサッシュ14内でのズレ防止を両立できた。
(もっと読む)
自動車のためのガラス嵌め配設
【課題】 本発明は、自動車のためのガラス嵌め配設に関し、このガラス嵌め配設が、ガラス、および、固定されている、車体部分の縁部領域と粘着されるべきガラスのための封隙部材を有し、この封隙部材が、このガラスの内側面と結合されている固定部分を有しており、且つ、この封隙部材が、この固定部分を起点として延びる、この車体部分の縁部領域との当接状態にされ得る封隙リップを備えている。本発明の課題は、このガラス嵌め配設を最適化することである。
【解決手段】 例えば、縁部領域10、12の後塗装を可能とするために、封隙リップ26−この封隙リップの長さLAにわたって見て−は、少なくとも、第1の層、および第2の層39、40を備えており、これら層が、重なり合って配設されており、且つ強固に互いに結合されており、その際、この第1の層39が、可視層を形成し、且つ、この第1の層の下に位置する第2の層40に比して、より高い耐温度性を有している。
(もっと読む)
長尺装飾部材、及びその製造方法
長尺装飾部材W1は、取付け部1と、取付け部1の表面に一体的に形成された加硫済ゴムから成る装飾部3とを備える。装飾部3は、内部で熱膨張した多数のマイクロカプセル6と、装飾部3の表面又はその近傍で破裂したマイクロカプセル6における外側に向けて開口した多数の凹部6aと、前記表面の近くで膨張したマイクロカプセル6が外側に向けて膨出した多数の突出部6bにより粗面化された表面を有する。装飾部3の表面には、少なくとも一つの長手方向及び/又は横方向に沿った凸条及び/又は凹溝が形成されている。  (もっと読む)
(もっと読む)
41 - 60 / 60
[ Back to top ]