
Fターム[3E050BA14]の内容
基本的包装技術−容器成形充填 (14,831) | 包装対象物 (1,239) | 工業部品(機械、電気部品) (27)
Fターム[3E050BA14]に分類される特許
21 - 27 / 27
平面表示装置等の電子・電気製品を収納する帯状収納体の製造方法及び梱包デバイス
【課題】 平面表示装置その他の電子・電気製品を収納するための収納体の製造方法及び梱包装置において、電子・電気製品の寸法の変化に対して迅速かつ低コストにて対処できるとともに、電子・電気製品の損傷や粉塵の発生を防止でき、収納体の梱包等のためのコストを低減できるものを提供する。
【解決手段】平坦な帯状の樹脂シート1の表側シート部1Aと裏側シート部1Bとの間を適宜融着してポケット部15Bを設けておく。梱包デバイス6は、水平送り部601と垂直送り部602とを備え、水平送り部601では、ポケット部15Bの開口側をガイド622により開きつつ、例えば携帯電話用の表示パネル2を、順次ポケット部15Bに挿入する。垂直送り部602への移行は、行路長を一定にする曲面が形成され、中央部に抜き部631を有する湾曲板63を伝って行われる。垂直送り部ではヒートシール部64によりポケット部15Bを閉じる。
(もっと読む)
部品包装用トレー及びその製造方法

【課題】多段に積み重ねた場合の積み重ね荷重を安定性よく支えることができ、かつ輸送途中の衝撃や振動によって収納された部品がトレーに強く当接した場合の緩衝効果にすぐれる部品包装用トレーを提供する。
【解決手段】熱可塑性樹脂の発泡シートより成形され、少なくとも1つの収納凹部3を有し、収納凹部3に部品bを収納した状態で多段に積み重ねることができる包装用トレー1で、積み重ねのためのスタック部5を有するものにおいて、スタック部の少なくとも上面部5aと下面部5bを、収納凹部3の部分に対し0.1(g/cc)以上の密度差をつけて高密度に成形する。
(もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 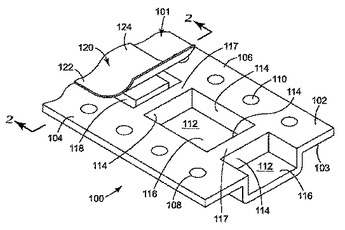 (もっと読む)
(もっと読む)
電子部品用キャリアテープ基材の製造方法
【課題】 キャリアテープの引っ張り強度を維持するとともに、薄い底を有するエンボス凹部を成形する、電子部品用キャリアテープ基材の製造方法を提供することにある。
【解決手段】 加熱軟化したテープ素材(19)を回転金型ローラ(16、18)でエンポス成形するに先立って、エンボス成形されるべきテープ素材19の部分を圧延して薄肉厚部分にする。
(もっと読む)
電子部品搬送体及びその製造方法
【課題】樹脂製で表裏各面が平坦なキャリアテープやトレイ等の電子部品搬送体及びその製造方法を提供する。
【解決手段】製造方法は、気泡のない樹脂材による表面層と、この表面層の下位層の発泡樹脂材による多層構造体を使用し、多層構造体の表面層側から気泡層にかけて、所望の電子部品の大きさや形状に適応する凸状のパンチ金型でプレスすることにより、表面層を打抜くと共に、気泡層を圧縮して、電子部品を収納するに要する体積分を、この気泡層域に吸収させることにより、略同厚で表裏各面が平坦な状態を保ちながら、電子部品を収納する有底凹状の収納部を形成するプレス加工工程を備えている。
(もっと読む)
自動部品包装機における包装フィルムの所定量供給装置
【課題】簡単な構造で且つ供給誤差の少ない包装フィルム供給装置を得る。
【解決手段】フォーマ部材13を貫通した部品案内筒7に沿いガイド筒21を軸方向に移動自在に設け、ガイド筒21の両側に、内面がガイド筒21の外周面に沿う形状となった一対の把持部22配置し、この把持部22をガイド筒21に接する方向あるいは離れる方向に移動させる挟持操作部40を設け、更に、筒状の包装フィルムAをガイド筒21と把持部22との間に挟んで所定量引き出してから、把持部22が後退すると、ガイド筒21を元の位置に復帰させる復帰操作部30を有する包装フィルムの所定量供給装置であるので、ベルトやローラあるいはエアの吸引等により包装フィルムを供給する方式に比べて包装フィルムに付着している蝋の悪影響を受けることがなく、寿命の長い繰り返し供給動作が得られる。また、動作が確実で、構造も簡単になる。
(もっと読む)
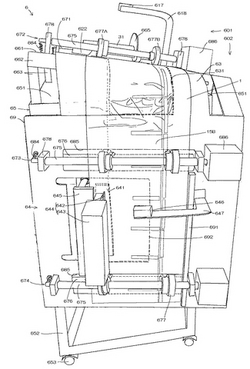
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 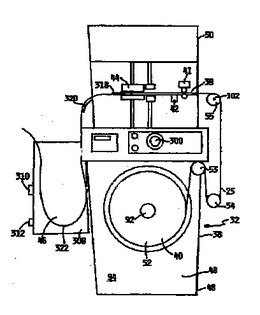 (もっと読む)
(もっと読む)
21 - 27 / 27
[ Back to top ]