
Fターム[3E050DF06]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(横シールの構造) (980) | 縦シーラーと一体構造 (126)
Fターム[3E050DF06]に分類される特許
121 - 126 / 126
改良型パッケージ
成形充填密封機において複数のレーンでの小袋1の製造のためのプロセスであって、前記小袋の1つまたは複数の縁部が、縁部の長さの少なくとも10%にわたって非直線状の輪郭形状7を備え、前記小袋が、(i)互いに平行な複数のチューブを形成するために、2つのフィルム9、10を長手方向で密封するステップと、(ii)一方の端部に沿ってチューブを密封するステップと(iii)チューブを所望の材料で充填するステップと、(iv)複数の小袋1を形成するために、第2の端部でチューブを密封するステップと、(v)非直線状の縁部7を画定するために小袋の密封された縁部の部分8を打ち抜くステップとを含むプロセスによって製造される、プロセスを提供する。  (もっと読む)
(もっと読む)
多シート被印刷製品を包装するための方法及び装置
多シート被印刷製品を放送するための装置は、多シート被印刷製品を運搬するコンベヤと、少なくとも1つの表面凹所を備える第1の外面を有する第1の回転ドラムと、第2の外面を有する第2の回転ドラムとを有しており、第2の回転ドラムは第1のニップにおいて第1の回転ドラムと相互作用する。第1の包装材料供給装置は多シート被印刷製品の一方の側において第1のニップに第1の包装材料を提供し、第2の包装材料供給装置は多シート被印刷製品の他方の側において第1のニップに第2の包装材料を提供する。多シート被印刷製品を包装する方法も提供される。  (もっと読む)
(もっと読む)
薬剤分包装置
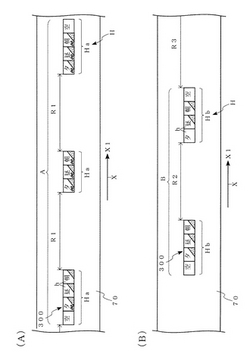
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
形成・充填・密封プロセス
リザーバ・パッチを作製するための一段階プロセスは、第1の組の密封ローラに、そしてそこから、直接に第2の組の型抜きローラに、そして好ましくは直接にパッケージング・ステップにウェブを供給することを含み、それによって、大部分のオペレータ関連の誤りを回避するとともに、全体的な無菌および再現性を大幅に向上させる。 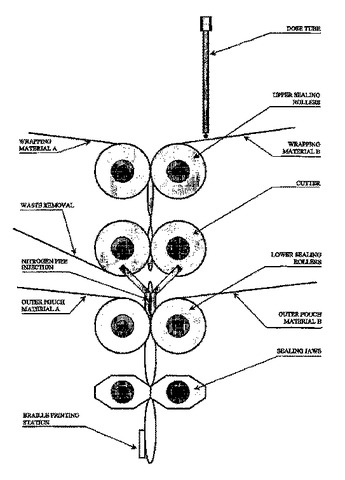 (もっと読む)
(もっと読む)
ブリスタパック製造用ブリスタ包装機

ブリスタパック(B1)を生成するための製造ラインを有するブリスタ製造機(M1)で
あって、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);製品(104)を供給し、ブリスタ・バンド(102)を満たすためのステーション(105);ブリスタ・バンド(102)の上に第2のバンド(107)を供給する第2のバンド(107)の供給ステーション(106);2つの対向するローラ(112、113)を含む閉鎖ステーション(108);および、ブリスタパック・バンドがそれぞれのブリスタパック(B1)に切断される切断ステーション(R1)を連続的に含むブリスタ製造機。
張力手段(114)は、少なくとも第1のバンド(102)上で選択された張力を実行するため、閉鎖ステーション(108)のローラ(112、113)と協働するように、閉鎖ステーション(108)の上流に位置する。
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するためのブリスタ包装機(M1)は、一連に配置された、生産物(104)を含むブリスタでブリスタバンド(102)を定義するため、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);生産物(104)を供給し、ブリスタバンド(102)を後者で満たすステーション(105);ブリスタバンド(1つのバンド(NB1)上に第2のバンド(107)を連続的に供給する第2のバンド(107)の供給ステーション(106);第1のブリスタ15バンド(102)がブリスタパックを得るために第2のバンド(107)によって封止される閉鎖ステーション(108);ブリスタパック・バンド(NB1)を処理するためのステーション(200);および、ブリスタパック・バンドが生産物(104)で満たされるそれぞれのブリスタパック(B1、02)に切断される切断ステーション(R1)を含む生産ラインを有する。
生産ラインは、生産物供給ステーション(105)から少なくとも開始し、本質的に水平な連続的な供給経路(A1)に沿って、延長する。
経路(A1)に沿った処理ステーション(200)は、ブリスタパック・バンド(NB1)の方へ近づいたり、離れたりするように連続的に移動し、経路(A1)に沿ってブリスタパック・バンド(NB1)に続く印刷/隆起除去手段(135、136)を含むブリスタパック・バンド(NB1)の少なくとも1つの印刷/隆起除去ステーション(109、110)によって定義される。
(もっと読む)
121 - 126 / 126
[ Back to top ]