
Fターム[3E050DF06]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(横シールの構造) (980) | 縦シーラーと一体構造 (126)
Fターム[3E050DF06]に分類される特許
41 - 60 / 126
発熱組成物成形体包装体の製造装置及び発熱組成物成形体包装体
【課題】 生産性良く、所望形状の発熱組成物包装体を製造できる製造方法及び製造装置を提供する。
【解決手段】 貫通孔を周方向に備える中空の円筒状回転体の上部内側に、前記貫通孔の底側を塞ぐようにして走行するベルトと、前記貫通孔の外側から成形性発熱組成物を供給するための発熱組成物供給装置と、前記貫通孔の開口側の成形性発熱組成物を擦り切る擦り切り部と、前記擦り切り部の前記円筒状回転体との当接部と、回転中心とを結ぶ面を基準とし、回転方向側にθ2及び前記回転方向とは反対側にθ3の範囲において前記ベルトを配置し、前記θ2及びθ3の範囲を、0°<θ2,θ3≦120°としたことを特徴とする。
(もっと読む)
粉粒体包装装置及びこれに用いるイオン発生装置

【課題】薬剤がホッパに付着する現象を解消し、包装される薬剤の包装量の均一化され、及び包装される薬剤の成分の適正化された粉粒体包装装置を提供することを目的とする。
【解決手段】長尺分包紙10は、巻取動作が開始されると、ガイドローラ20を経由してノズル30の孔部31と放電針61を内包させつつ長尺軸の巻取側へスライドされる。このとき、孔部31では、放電針61において生成されたイオンによって除電作用を促され、かかる除電作用のもと、所定量の薬剤40が長尺分包紙10へ適正に投入される。
(もっと読む)
フィルムの積層体およびそれの製造方法および製造装置
【課題】熱可塑性ポリマー材料よりなるフィルムの可撓性積層体およびそれを製造するための方法および装置の提供。
【解決手段】熱可塑性ポリマー材料のフィルムの柔軟な積層体は実質的に溝付きの層Aと実質的に平な層Bとよりなり、Aの波頭頂部でBと接触し互いに接合されている。溝の波長は好ましくは3mmより多くない。Aの厚さが一般に非接合領域においても接合された領域内と同じであるかまたはAが溝の方向に対して平行に延びる第一の中実状態の薄くなった領域を示し、各接合域が主として上記の第一の薄くなった域内に位置しており、そしてそれによって上記の第一の薄くなった各域が、厚みが第一の薄くなった域内のAの最も薄い厚みとそれに隣接する非接合域内のAの最も厚い厚みとの間の平均である位置によって境界を画すると解される。
(もっと読む)
PTPシート及びPTP包装機
【課題】コストの増大の抑制等を図るとともに、ICタグとの間で情報の送受信をより確実に行うことができるPTPシートを提供する。
【解決手段】PTPシート1は、包装用フィルム3に形成されたポケット部2に錠剤5が収容され、ポケット部2を塞ぐように金属製のカバーフィルム4が取着される。PTPシート1には、所定の情報を電気的に記憶可能なICタグ本体7と、少なくともICタグ本体7に記憶された情報の読み取りに用いられる所定の電波を送受信するためのアンテナ8とを備えるICタグ6が付与される。ICタグ6は、ポケット部2のうちカバーフィルム4から最も離間した部位を含む底部31に設けられる。その結果、ICタグ6とカバーフィルム4との間隔を十分に確保することができ、電波がカバーフィルム4に吸われてしまうことを防止できる。
(もっと読む)
フィルム接続装置及びPTPシートの製造装置
【課題】接着テープの接着剤がポケット部内の異物となってしまうといった事態を回避することのできるフィルム接続装置、及び、PTPシートの製造装置を提供する。
【解決手段】PTP包装機の最上流側において、PTPシートの容器フィルムの原料となる帯状の包装用フィルム3Aが巻回されている。PTP包装機は、包装用フィルム3Aが消費された場合にその終端と別の包装用フィルム3Bの始端とを突き合わせた状態で両フィルム3A,3Bに跨るように接着テープTPを貼付けるフィルム接続装置51を備える。両フィルム3A,3Bの接続に際し、ポケット部側の面にて支持板63A,63Bで支持された状態で、その反対側面において接着テープTPがテープ支持台65の押しつけにより貼付けられるため、その後のポケット部形成工程においてプラグが突き上げられる場合に、プラグ先端面が接着テープTPの接着面に接触してしまうことがない。
(もっと読む)
錠剤充填装置及びPTP包装機
【課題】非円形状の錠剤を容器フィルムのポケット部内へと正しい姿勢で充填させることのできる錠剤充填装置及びPTP包装機を提供する。
【解決手段】容器フィルムのポケット部に対し、外周面に少なくとも三つの角状部を有する非円形状の錠剤5を充填するための錠剤充填装置23は、外周に沿って所定間隔毎に収容凹部32が形成されたロータリドラム31と、ロータリドラム31の上部近傍に設けられ、錠剤5を一錠ずつ収容凹部32に供給可能な錠剤供給シュート41とを備えている。収容凹部32は、錠剤供給シュート41から供給された錠剤5の姿勢を所定の準備姿勢となるように矯正する土手部51と、土手部51において準備姿勢とされた錠剤5の姿勢を、ポケット部に充填するときの正しい姿勢である充填姿勢となるように矯正する矯正壁部55とを備えている。
(もっと読む)
ブリスター包装機
【課題】開封しやすいブリスターパックが得られるブリスター包装機を提供する。
【解決手段】ブリスター包装機10は、間欠的に搬送される容器フィルム3に対し、その搬送方向に並ぶようにしてポケット部2及び機能凹部8を形成するポケット部形成手段12と、ポケット部2にワーク5を充填する充填手段13と、機能凹部8にカバーフィルム4を押込む押込み突起51を具備するとともに、押込み突起51の押込み状態において、ポケット部2の周縁部に対応してフィルム3、4を取着するシール手段14と、機能凹部8にカバーフィルム4が押込まれた状態で、少なくとも機能凹部8とポケット部2との間の非取着部位において、カバーフィルム4の取着された容器フィルム3をその幅方向に沿って切離する切断手段15とを備え、少なくとも一辺部においてカバーフィルム4の端部が容器フィルム3よりも外側に突出するブリスターパック1が得られるよう構成される。
(もっと読む)
自動包装機の充填シュート取り付け構造の改良
【課題】調整済みの取り付け位置が変動することなく、簡単な操作(ワンタッチ動作)で充填シュート全体を取り外し若しくは取り付けできる手段を提供する。
【解決手段】充填シュート21の取り付け部は、充填シュート全体を包装機正面視左右方向に位置調整するための機構と、充填シュート本体下側を包装機正面視前後に位置調整するための機構と、この二つの位置調整機構を含む充填シュート全体を自動包装機に固定する板状部材40とで構成され、この板状部材40は、取り付け用ネジ42、43を螺動着脱することにより、位置調整済みの充填シュート全体を取り外して洗浄することができ、洗浄後に取り付け用ネジを螺動着締することにより、位置調整済みの充填シュート全体を再び正しい位置に固定できる。
(もっと読む)
包装システムならびにその制御方法
【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
液体容器の製造方法および液体容器
【課題】密閉性を確保し、所望の量の液体を充填することのできる液体容器を提供することを目的とする。
【解決手段】成形シート45とプラスチックフィルム65は、液体充填機に供給される。液体充填機では、サイド部シールヒーター76は受板78に押し付けられ、容器部47が形成される。連通部48は、連通部シールヒーター77によって受板78に押し付けられ、連通部48が溶着される。したがって、容器部47を良好に密閉することができる。
(もっと読む)
PTPシートの搬送機構および排出装置
【課題】搬送ラインにおけるPTPシート18の列の乱れを防止できる、搬送機構および排出装置を提供する。
【解決手段】排出装置を構成する搬送機構12では、第1搬送部56aから第2搬送部56bへPTPシート18が移載される際に、上流側の押進速度V1が下流側の押進速度V2よりも遅くなるように第1押進手段60aが制御される。つまり、PTPシート18を渡す側の押進速度V1が受け取る側の押進速度V2よりも遅くなるように第1押進手段60aが制御される。したがって、第1搬送部56aから第2搬送部56bへPTPシート18が移載されると、第1搬送部56aからPTPシート18が直ちに引き離され、その後の第1搬送部56aの動きによってPTPシート18の列が乱されることはない。また、下流側の押進速度V2を速くする必要がないので、第2押進手段60bを構成する第2押進部材66bの取り付けピッチを長くする必要はなく、下流側のライン長が不所望に長くなるのを防止できる。
(もっと読む)
衛生材料密閉容器及び衛生材料密閉体の製造方法
【課題】消毒綿その他の衛生材料を密閉容器に密閉するに当たって製造コストの低減、生産性の向上、製造中の汚染の防止並びに開封後の密閉性の向上を容易に図り得るようにする。
【解決手段】開口部6の外周にフランジ部10を有し且つ衛生材料2を収容する容器本体5と、その外周部7aがフランジ部10にシールされて開口部6を密閉するフィルム7とを備え、フィルム7の外周部7aとフランジ部10との間には、フィルム7をフランジ部10に易剥離可能に接着する易剥離接着帯12と、フィルム7をフランジ部10に貼着する感圧接着帯14とが開口部6の全周を取り囲むように内外に形成され、フィルム7の一部に開封用の摘まみ部8を有する。
(もっと読む)
衛生材料密閉容器及び衛生材料密閉体の製造方法
【課題】 消毒綿その他の衛生材料を密閉容器に密閉するに当たって製造コストの低減、生産性の向上、製造中の汚染の防止並びに開封後の密閉性の向上を容易に図り得るようにする。
【解決手段】 開口部6の外周にフランジ部12を有し且つ衛生材料2を収容する容器本体5と、外周がフランジ部12に固着されて開口部6を密閉するフィルム7と、開封用の摘まみ部8を有し且つフィルム7上に感圧接着剤9を介して剥離可能に貼着されたフラップ10とを備え、フィルム7はフラップ10の剥離時に感圧接着剤9の塗布領域の外周部とその内側の取り出し口15に対応する部分との境界で破断して取り出し口15を形成可能に構成され、フラップ10は外周部の感圧接着剤9がフィルム7に又はフィルム7とフランジ部12とに貼着して取り出し口15を密封可能になっている。
(もっと読む)
自動包装機のエンボス充填シュート
【課題】薄い板厚の部材を用いた充填シュートにおいて、包装フィルム送りにおける摩擦抵抗が低く、且つ内容物投入における付着現象の起きにくい充填シュートを提供する。
【解決手段】薄い板厚の部材を用いた充填シュート21における製袋ガイド部23と投入筒27を構成する板材は、包装フィルムの接触する表面側が凸状エンボス加工となっており、内容物の接触する裏面側が平面加工となっている。このため、製袋ガイド部23と投入筒27では、従来発生していた摩擦抵抗より大幅に低い摩擦抵抗値状態で包装フィルムFXを垂直下方に引っ張ることが可能になると共に通過する内容物が付着する事態を回避することができる。
(もっと読む)
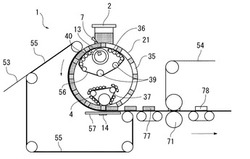
無菌容器用閉口シート、前記シートを有する無菌容器および前記容器を取得するための方法
本発明は、無菌容器用の閉口シートと、前記シートを備える無菌容器と、前記容器を取得するための装置および方法に関する。閉口シートは、酸化エチレンを通過させるように構成された第一のシート(7)と不浸透性材料の第二のシート(8)を含む。第一のシート(7)は酸化エチレン浸透性材料のフィルムの第一のリール(7´)から得られ、第二のシート(8)は不浸透性材料のフィルムの第二のリール(8´)から得られる。第一のシート(7)は、シーリングライン(18)にわたって第二のシート(8)に長さ方向に密着され、1枚の閉口シート(10)を形成する。 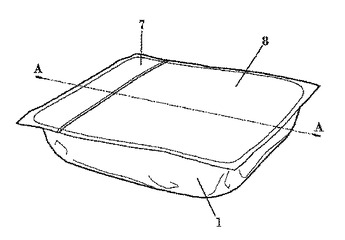 (もっと読む)
(もっと読む)
製剤用容器及びこの製剤用容器を使用した包材の製造方法
【課題】本発明は、ヒートシールにて製剤の外周近傍を包囲して成形し、成形後の包材の開封作業を容易とする製剤用容器を実現するとともに、この製剤用容器を使用した包材の製造を容易とする包材の製造方法を実現することを目的としている。
【解決手段】このため、シート材によって被包する製剤用容器を成形する被包成形工程において製剤をシート材によって被包する際に、製剤外周近傍をヒートシールにて包囲して包材を成形し、成形された包材がヒートシールを施した容器である。また、製剤搬入工程とシート材搬入工程と被包成形工程と包材搬出工程とを有し、製剤搬入工程において製剤を送り込み、シート材搬入工程においてシート材を送り込み、被包成形工程において製剤をシート材からなる製剤用容器によって被包する際に、製剤外周近傍をヒートシールにて包囲して包材を成形し、包材搬出工程において成形後の包材を搬出する。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 シール不良を防止するとともに、発熱体がヒートシールに必要な温度に達するまでの時間を短縮し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台に対向してヒータ受台を設け、熱溶着性シートに通電によって加熱される薄板状の発熱体をヒータ台に露出して設け、発熱体の熱の放出を防止するための断熱層を熱溶着性シートに接触する面側とは反対の面側に配置し、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱して熱溶着性シートどうしを熱溶させてヒートシール部を設けて該ヒートシールによって収容物を収容する区画した包装部を形成するようにし、発熱体を補強する強化部材を、発熱体と断熱材との間に設けたヒートシール装置およびこれを有する薬剤分包装置。
(もっと読む)
ポリエステル樹脂製プレススルーパック及びその製造方法
【課題】 折り分け易さの改善されたポリエステル樹脂製のプレススルーパック及びその製造方法を提供する。
【解決手段】 複数のブリスター部14と該ブリスター部と連続する平坦部とからなるポリエステル樹脂製シート12と、該ブリスター部内に収容される内容物16と、該ポリエステル樹脂製シート12の平坦部と密着した平板状の蓋板シート18とを備え、該内容物16を収容したブリスター部14が該蓋板シート18により密封されたポリエステル樹脂製プレススルーパック10において、該ポリエステル樹脂製シート12の平坦部の外表面又は蓋板シート側面に対して略垂直方向に溝22を形成し、該溝周辺部分におけるポリエステル樹脂の極限粘度が、該溝周辺部分以外のポリエステル樹脂の極限粘度よりも小さくすることとした。
(もっと読む)
ヒートシール装置およびこれを備えた薬剤分包装置
【課題】 薬剤分包装置の立上げから発熱体がヒートシールに必要な温度に達するまでの時間を短縮した上で、しかもシール不良を防止し得るヒートシール装置およびそれを用いた薬剤分包装置の提供。
【解決手段】 ヒータ台と、ヒータ台に対向して設けられたヒータ受台とが設けられ、熱溶着性シートに通電によって加熱される薄板状の発熱体がヒータ台に露出して設けられ、ヒータ台とヒータ受台とで熱溶着性シートを挟圧加熱することで熱溶着性シートどうしを熱溶させてヒートシール部を設けて、該ヒートシールによって収容物を収容する区画した包装部を形成するようにしたヒートシール装置であって、発熱体の熱溶着性シートに接触する面またはその反対側の面の少なくとも一方に、該発熱体に比べて硬質の保護層が設けられた構成。
(もっと読む)
商品の包装方法
【課題】商品の箱詰めの自動化を可能とする商品の包装方法の提供。
【解決手段】フィルムロール5から幅方向に二つ折りされた熱収縮性フィルムFをテーブル上に引き出し、上下フィルムF1、F2間に台紙を挿入し、台紙ごとフィルムFを引っ張って、包装用テーブル2より下方に位置する搬送コンベヤ10a上に引き出し、搬送コンベヤ10a上において上下2枚のフィルムF1、F2の側縁間に形成される開口部から台紙上に商品を載置する。その後上下2枚のフィルムF1、F2の互いに重なり合う側縁部の長さ方向と、側縁から折曲げ部に至る幅方向とを平面L形に熱溶着すると共に、その熱溶着部幅の略中央位置で溶断して商品が包装されたフィルム袋を形成し、そのフィルム袋を搬送コンベヤ10cによりシュリンク装置11内を通過するよう搬送して熱収縮させ、商品包装体を形成する。
(もっと読む)
41 - 60 / 126
[ Back to top ]