
Fターム[3E051DB05]の内容
基本的包装技術−被包 (3,502) | 包装対象物の供給(機能) (46) | 複数物品 (33)
Fターム[3E051DB05]の下位に属するFターム
グループ化するもの (25)
Fターム[3E051DB05]に分類される特許
1 - 8 / 8
包装システム
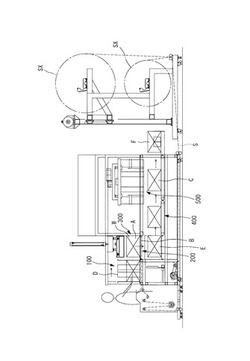
【課題】高さが不均一な不安定積層製品束を自動的に胴巻き包装する。
【解決手段】積層製品束Wを、胴巻き開始製品位置Aへ供給する供給装置100と、胴巻き開始製品位置Aの直下に設定された胴巻き開始前シート位置Bへ、ウェブ状をした梱包用のシートSを供給するとともに、当該シートの先端縁に粘着テープを配し、且つ積層製品束Wの周囲を胴巻きできる長さに当該シートを切断する梱包用シート仕立て装置200と、胴巻き開始製品位置Aに供給された積層製品束Wを、高さ方向に圧縮しつつ、胴巻き開始前シート位置Bに供給されたシートSで胴巻きする圧縮胴巻き装置300と、胴巻きされた積層製品束Wを、シート折畳み位置Cへ移送する移送装置400と、シート折畳み位置Cにて、積層製品束Wの両端部を高さ方向に圧縮しつつ、当該積層製品束Wの両端から幅方向に延出しているシートの耳部を折り畳むシート折畳み装置500と、を備える。
(もっと読む)
搬送装置及びそれを用いた包装機

【課題】 不安定な被包装物であっても、位置ずれを起こさずに確実に搬送すること
【解決手段】 搬送面上に、被包装物8の供給区間Kから下流側に至るまでサイドコンベア装置14を配置する。サイドコンベア装置は、水平平面内で回転するエンドレスベルト20の外周面に多数の羽部21を設ける。図示した供給区間で対向するベルト面間の距離が離れた開状態では羽部は被包装物に接触せず、供給ロボットに保持された被包装物はスムーズにその位置に挿入でき、そのまま前進移動させ搬送装置の搬送速度と同期をとる。この前進移動に合わせて、テンションローラ32,第2アイドルプーリ34を前進移動させて供給区間を下流側に延長し、供給ロボットによる被包装物の前進移動を許容しつつ、前回供給された被包装物(白丸)を支持した状態を維持する。その後、テンションローラ32や従動プーリ15′を中央に移動して供給区間にある羽部で供給された被包装物を支持する。
(もっと読む)
切り出し装置
重ねられたゆるい物品(17)のパレットをラッピングするための好適なロール(2)からプラスチックストレッチラップフィルム(12)を切り出すためのトロリー装置は、支持や可動性を提供する車輪又はキャスタを有する輸送可能なフレーム構造(8)により特徴づけられており、フレームはロール(6)の高さを調節する手段を有し、フレームはストレッチラップフィルムに張りを生じさせるための支点として用いられるために配置されるガイドローラ(7)及び操作の完了時、ストレッチラップフィルムを取り去るためのカッタ(2)を提供し、ストレッチラップフィルムの端部は次の使用のために保持される。 (もっと読む)
ケース組立装置
【課題】4隅に丸みのあるケースを自動的に組立てることができるようにしたケース組立装置を提供することである。
【解決手段】内フラップ折曲げ装置50,60として、円筒状バラ物商品aの外周円筒面に沿う円弧状の押圧面54,64を先端部に有する対向一対の前部フラップ折曲げ部材51および対向一対の後部フラップ折曲げ部材61を採用し、その前部フラップ折曲げ部材および後部フラップ折曲げ部材を横送り装置52によりシート搬送路に向けて移動させて、内フラップ部F2を包装対象品のコーナ部に配置されたバラ物商品の外周円筒面に押し付け、その押し付け状態において外フラップF1を内フラップ部F2に重なる位置まで折曲げて内フラップ部F2に接合する。
(もっと読む)
フィルム状物送給装置及びフィルム状物による包装装置
【課題】フィルム状物の確実な切断及び次工程への送給が行えるようにした、フィルム状物送給装置、及び、フィルム状物による確実な包装が行なえるようにした、フィルム状物による包装装置を提供する。
【解決手段】所定長さに切断されたフィルム状物1を、搬送路に送給するフィルム状物送給装置において、搬送路に二つの搬送コンベア35が間隔を開けて直列に設けられるとともに、物品搬送路の下方に、フィルム状物を上記二つの搬送コンベア間から物品搬送路に送給するフィルム状物搬送バキュームコンベアをそなえ、フィルム状物搬送バキュームコンベアの上端部が、物品搬送路の搬送面レベル付近に達するように配置され、フィルム状物搬送バキュームコンベアから物品搬送路へのフィルム状物の受渡し部分に、フィルム状物に下方から空気を送給してフィルム状物の落下を防止する落下防止機構をそなえる。
(もっと読む)
複数本の長尺材を予め結束した材料の束の自動梱包装置
【課題】 本発明は、複数本の長尺材を予め結束した材料の束を搬送ローラで長手方向に直進させ、該長尺結束材の周りに帯状の梱包材を螺旋状に巻き付けて梱包する自動梱包装置を提供する。
【解決手段】 複数本の長尺材を予め結束した材料の束を搬送ローラで長手方向に直進させ、該長尺結束材の周りに帯状の梱包材を螺旋状に巻き付けて梱包する自動梱包装置において、該長尺結束材の径および巻付けピッチによって梱包材の供給速度、供給角度を自動制御することを特徴とする複数本の長尺材を予め結束した材料の束の自動梱包装置。
(もっと読む)
間欠動作する包装装置における製品の移送方法およびユニット
【課題】安価で容易に実施可能な間欠動作する包装装置を提供することである。
【解決手段】容器への包装装置(1)において、コンベア(13、19、25、39)上に設置されたポケット(12、22、28、42)は工程的に移送ステーション(51、55、57、59)に到達する。そこで、2つの連続する動作工程のあいだの停止期においてポケット(12、22、28、42)が移送ステーション(51、55、57、59)で捕捉されているあいだに、少なくとも1個の製品(3)を、同コンベア(13、19、25、39)上のポケット(12、22、28、42)から取り出すか同ポケットに取り込むかするほか、当該製品(3)が積み替えられる前、移送ステーション(51、55、57、59)に位置するポケット(12、22、28、42)に同コンベア(13、19、25、39)に対して動かし同ポケット(12、22、28、42)を所定の移送位置にする。
(もっと読む)
長尺物の包装方法及び長尺物の包装機
【課題】包装時における包材の皺の発生を防止し、皺による見映えの悪さや包材の損傷等の不具合を回避する。
【解決手段】長尺物Wの始端部に包材を巻付ける際は、長尺物Wを包材ロール28に対して相対移動せずに、包材ロール28の軸線L’を長尺物Wの軸線Lに対し平行にして包材を巻付け、長尺物Wの中間部に包材を巻付ける際は、長尺物Wを包材ロール28に対して長尺物Wの軸方向に相対移動させながら、包材ロール28の軸線L’を長尺物Wの軸線Lに対し斜めに傾斜して包材を巻付け、長尺物Wの終端部に包材を巻付ける際は、長尺物Wを包材ロール28に対して相対移動せずに、包材ロール28の軸線L’を長尺物Wの軸線Lに対し平行にして包材を巻付けるようにした。
(もっと読む)
1 - 8 / 8
[ Back to top ]