
Fターム[3E061AA21]の内容
2以上の構成要素からなる剛性容器 (6,513) | 容器の種類 (1,164) | 罐 (442) | 角形のもの (27)
Fターム[3E061AA21]の下位に属するFターム
テーパー状のもの (1)
Fターム[3E061AA21]に分類される特許
1 - 20 / 26
液体用容器
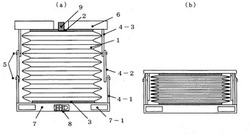
【課題】従来のバリヤー性能を重視した容器はステンレス等の金属板を溶接組み立てしたリジッドな構造の内部容器が採用されているため、折畳むことができない。また折畳み可能な外部ケーシングに柔軟な樹脂製の内部容器を入れたものでは、内部容器の樹脂の水分透過性が劣るため、リチウムイオン二次電池の非水系電解液などを運搬・貯蔵するのに必要な水準のバリヤー性能が得られない。
【解決手段】蛇腹形状の側壁により上下方向に伸縮可能な胴部材と、胴部材の下側開口部に取り付けられ開閉自在な排出口を備えた底板部材と、前記胴部材の上側開口部に取り付けられた開閉自在の充填口を備えたフタ部材からなる金属製の内部容器と、前記底板部材に取り付けられた架台とフタ部材に取り付けられた上側フレームを接続する伸縮自在でかつ所定の位置で固定可能な固定手段を備えた外部ケーシングで構成された液体用容器。
(もっと読む)
容器及び蓋体並びに容器の巻き締め方法

【課題】巻締めフランジ部や巻締めカール部が切欠かれている容器について、巻締め時の荷重の影響を可及的に小さくし得る構造の容器及び蓋体並びに容器の巻き締め方法を提供する。
【解決手段】容器本体10の開口端部に設けられた巻締めフランジ部11と、底蓋20の周縁に設けられた巻締めカール部21とを巻き締めて接合される構成で、巻締めカール部21と巻締めフランジ部11の少なくとも一方に切欠き部41,42が設けられている容器において、切欠き部41,42の周方向両脇の少なくとも一方側に、巻締めカール部21の張り出し幅が部分的に短い短小カール部21Bが設けられている。
(もっと読む)
金属製の有底又は密閉容器の製造方法
【課題】二次電池などの密閉型電池に使用可能な、耐変形能と耐久性に優れた金属製の有底又は密閉容器の生産性に優れた製造方法を提供する。
【解決手段】両端が開放した有限長の金属管よりなる筒形胴体の片端又は両端の金属管壁にプレス加工を施して当該管壁に対して垂直かつ外側に伸びるフランジ部を形成した後、当該フランジ部の上に金属製の底板又は底板と蓋板を載置し、前記フランジ部と底板又は底板及び蓋板をレーザー溶接により接合する。有限長の金属管よりなる筒形胴体としては、角形胴体が好ましい。また、前記底板又は底板と蓋板としては、その全周側端部から容器の底部又は底部と蓋部を形作っている平面部へ容器の内側に向かう面を介して繋がった形状を有したものであることが好ましい。
(もっと読む)
金属缶用天板およびその補正方法ならびに補正装置
【課題】環境汚染を防止しつつ、天板本体に対して付属構造物を固着する際に生じたラミネート層の損傷箇所を適切に補正することができる金属缶用天板およびその補正方法ならびに補正装置を提供すること。
【解決手段】金属缶用天板の天板本体に対して固着されている付属構成物のうち、少なくとも天板本体と口金とのかしめ結合部の内面側境界部分を含む所定範囲の口金用フィルム形成領域に亘って円環状の補正フィルム形成され、補正フィルムは、加熱ローラにより口金用フィルム形成領域上に熱溶着されてなることを特徴とする。
(もっと読む)
角形状缶
【課題】コーナー部分での荷重(偏荷重)に対する耐久性を更に向上させた構造となる角形状缶を提供することである。
【解決手段】略四角形状の筒体となる鋼板にて形成された胴部10の解放する両端それぞれに端板20a、20bを接合し、当該胴部10の各コーナー部18に縦方向に延びる補強ビード15a、15bが形成された角形状缶100であって、前記胴部10を形成する前記鋼板の調質度がT−5である構成となる。各コーナー部18に形成された補強ビード15a、15bと鋼板の硬さ(T−5)とが相俟って、比較的薄い鋼板にて形成される胴部10のコーナー部18での強度の改善が有効に図られる。
(もっと読む)
金属板容器
容器は、その上端縁(10a)および下端縁(10b)に上壁(11)および下壁(12)が二重巻締めされる筒状側壁(10)を含む本体(C)を備え、前記筒状側壁(10)は、その端縁(10a,10b)のうちの少なくとも1つの近くで、互いに平行でかつ隣接する複数の円周方向フリーズ(20)によって形成される変形領域(RS,RI)を有し、かつ筒状側壁(10)の軸に対して、45°と90°の間の角度(α)を規定する平面に配置されるそれらの端部区間(21)を備えるZ字形状の輪郭を有し、前記端部区間(21)は、前記軸に対して傾斜される中央区間(22)によって互いに結合され、それぞれの端部区間(21)に対して、90°より大きくない角度(β)を規定し、2つの連続するフリーズ(20)の隣接する端部区間(21)は、同一平面にあり、それらの対向する端部によってそれぞれの中央区間(22)に互いに結合される。  (もっと読む)
(もっと読む)
有底ケース及びその製造方法
【課題】角型蓄電池ケース等に用いられる鋼製の有底ケースとして、胴部の寸法精度が高く、底板との溶接信頼性の高いものを安価に提供する。
【解決手段】所定の長さに切断された円筒状の鋼管3を、所望の筒体の各々のコーナー部に対応する成形面を有し、各コーナー部方向に移動可能な四つの成形部を有する成形金型1a,1b,1c,1dに差込み、該成形金型の四つの成形部を外側に移動させて前記鋼管を内側から外側に押し拡げることにより、該鋼管の周長を伸ばしながら(図中(c)参照)横断面形状を矩形に成形して横断面形状が矩形に形状凍結された筒体3(図中(c’)参照)を製造した後、この筒体を胴部とし、この胴部の一端に該胴部の横断面形状と同じ形状の鋼板からなる底板を溶接接合する。
(もっと読む)
表面処理金属板およびその製造方法、ならびに樹脂被覆金属板、金属缶および缶蓋
【課題】Crを用いず、樹脂密着性に優れ、人体にとって極めて害の少ない、Cr処理缶用金属板の代替材となり得る表面処理金属板およびその製造方法、ならびにこの表面処理金属板に有機樹脂が被覆された樹脂被覆金属板、それを用いた金属缶および缶蓋を提供する。
【解決手段】金属板の少なくとも片面に、ZrおよびOを含む皮膜を有し、該皮膜中のF量が片面あたり0.1mg/m2未満であることを特徴とする表面処理金属板。本発明の表面処理金属板は、金属板の少なくとも片面に、Zrが含有され、F量が0.03mo1/l未満である水溶液を用いて、陰極電解処理または浸漬処理を施すことにより製造できる。
(もっと読む)
缶、缶の製造装置及び缶の製造方法
【課題】簡便な方法で電池缶などの一端部が開口した筒状部材の開口部に蓋部材を固定することが可能な缶の製造装置を提供すること。
【解決手段】缶本体部11における開口部と概ね同じ外形を持つチャック32をもつ。チャック32は缶本体部11の開口部に嵌合される。重ね合わされた巻き締め部112、122の外周をロール23、24が移動して順次、巻き締めを行う。巻き締めは一度に完了させずに2回以上に分けて行うこともできる。2回以上に分けて巻き締めを行うときには断面形状が異なる2種以上のロールを用いる。2種以上のロールを採用することで無理なく確実に巻き締めを行うことができる。
(もっと読む)
缶用ラミネート鋼板、及び缶体
【課題】内容物に対する耐アルカリ性を有し、外面耐疵付き性と、噛み合わせ耐力とに優れた缶体を加工できるラミネート鋼板、それを用いて製缶した内容物が洩れ出す恐れのない缶体を提供する。
【解決手段】合成樹脂フイルムで被覆されている缶用ラミネート鋼板であって、一側がポリプロピレン(PP)フイルム、他側がポリエチレンテレフタレート(PET)フイルムで被覆されている缶用ラミネート鋼板、及びそれを用いて製缶した缶体。
(もっと読む)
缶容器及び缶容器梱包体
【課題】搬送時等の振動によってダンボール箱の内壁が接触して擦れることにより印字が消えてしまないようにした缶容器及び該缶容器をダンボール箱に梱包した缶容器梱包体を提供する。
【解決手段】この缶容器1は、缶底の中央にあって外側に突出した中央凸部10と、該中央凸部の外周にあって内側にへこんだ中間凹部12と、この中間凹部の更に外周にあって外側に突出した外周凸部14とを有する形状の缶底を備えている。そして、前記中間凹部に、内容物に関する情報を表示する、インクによる印字Pが施されている。
(もっと読む)
角形状缶
【課題】材料となる鋼板をより薄くしても特にコーナー部において偏荷重に対する所望の耐久性を得ることのできるようにした角形状缶を提供することである。
【解決手段】略四角形状の筒体となる胴部10の開放する両端それぞれに端板20a、20bを接合してなる角形状缶であって、胴部10の各コーナー部18の頂部18aに、前記両端のそれぞれから延び、かつ外方に突出する一対の縦補強凸ビード15a、15bが形成された構成となる。
(もっと読む)
溶接ワイヤ用ペールパック
【課題】溶接用ワイヤを巻き取って運搬、保管及び取り扱いが容易であり、堅固性と耐久性を改善すること。
【解決手段】本発明による溶接ワイヤ用ペールパックは、多角形の上部フレームと、上記上部フレームと平行に備えられ、内側に支持フレームを有する下部フレームと、上記上部フレームと下部フレームを連結して支持する垂直フレームと、上記上部フレームの断面と対応される形状を持ち、上記上部フレームに挿入されるワイヤ容器とを含んでいる。
(もっと読む)
シームレスアルミ角形缶
【課題】角形缶開口部にネッキング、フランジング加工を施してネック部及びフランジを形成しても、フランジコーナー部に割れが発生することのない、耐フランジ割れ性、、成形性、耐圧性に優れたシームレスアルミ角形缶を提供する。
【解決手段】側面無継目の角形胴部1の開口部に、ネッキング、フランジング加工を施してネック部1n及びフランジ1fを形成し、両端開口部に有機コンパウンド2bを介して天蓋2と底蓋3を二重巻き締めしたシームレスアルミ角形缶であって、角形胴部1の開口部にネッキング及びフランジング加工を施して形成したフランジコーナー部1fcの半径(R)が5〜10mmであり、かつ、加工前のアルミニウム板硬度(Hv)が35〜75であり、加工後のアルミニウム板硬度(Hv)が45〜75である、ことを特徴とする。
(もっと読む)
3ピース角形缶及びその製造方法
【課題】3ピース缶が有する缶胴接合部の問題点(接合欠陥)を解消し、さらに2ピース缶が有す缶体強度不足を解消した新しいタイプの缶で、電池や電気機器用ケースとしても、耐漏液性、缶体強度、放熱性などに優れた3ピース角形缶を提供する。
【解決方法】少なくとも片面に有機被膜12を形成したアルミニウム板10からなる円形ブランクを、有機被膜12が缶の内側になるように深絞り成形し有底円形缶Kを形成し、有底円形缶Kの缶底1aを切断して側面無継目の円筒D2としたのち、円筒D2を角形に変形して側面無継目の角形胴部1を形成し、両端開口部に、ネッキング加工を施してネック部1nを形成し、両端開口部に有機コンパウンドを介して天蓋2と底蓋3を二重巻締めして取り付けた3ピース角形缶。
(もっと読む)
角形缶及びその二重巻締方法並びに二重巻締装置
【課題】 巻締コーナー部の曲率半径を小さくしても高い密封能を確保することができ、且つカウンタシンクデプスを浅くすることができ、小型で密封性・収納効率に優れた角形缶を得る。
【解決手段】 二次巻締用モデルカム面をコーナー部において一次巻締用モデルカム面より外方へ膨出させた形状に形成された二次巻締用モデルカムによって、二次巻締ロール55をガイドすることにより、コーナー巻締部の巻締形状を、コーナー巻締部中央での巻締幅が直線巻締部の巻締幅よりも大きく、且つ外方に膨らんでいる形状にして、コーナー部における板厚増加を吸収する。且つシーミングウォール部を、斜めに傾斜した巻締形状にして、カバーフックがボディフックから脱落せずにカバーフックとボディーフックの所定量のオーバーラップを確保することを可能にし、良好な密封性を維持する。
(もっと読む)
缶体及びその製造方法
【課題】 巻締め部において蓋体の周縁部の缶胴体より外側の部位にシワが多く発生したとしても、シール材による気密性が充分確保できるような構造の缶体及びその製造方法を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部にシール材30を挟み込んで巻締めることにより形成された巻締め部40を有する缶体100であって、巻締め部40の缶胴体10の内側面とそれに締め圧される蓋体20の部分Eとの間の隙間Sにおけるシール材30の満たされる領域E1がシール部材30の満たされない領域E2より大きくなるようにする。
(もっと読む)
缶体の製造方法及び缶体
【課題】 曲率半径の小さい角型形状のコーナ部においてもシワの少ない巻締め部を形成することのできる缶体の製造方法及びその缶体を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部に巻締めることにより形成された巻締め部40を有する角型形状の缶体100の製造方法及びその缶体100であって、角型形状のコーナ部Cでの絞り比が1.40以上1.56未満となる条件で蓋体20の周縁部22を缶胴体10の開放端部に巻締めて前記巻締め部40を形成する工程を有する構成となる。
(もっと読む)
二重構造容器
【課題】 合成樹脂製のアトロン内袋と金属缶とから構成される二重構造容器にあって、廃品処理に際し、両者の分解・分離を簡単且つ安全に達成できるようにする。
【解決手段】 上端に注出筒2を有する合成樹脂製のアトロン内袋1と、天板13と底板14を有する筒形状で、アトロン内袋1の注出筒2が組み付く組付口15を天板13に設けた金属缶11とから構成され、金属缶11の底板14に、開口縁を巻き加工して反転部18とした開口部17を開設し、この開口部17に底蓋19を前記金属缶11内方より密嵌入することを特徴とする構成で、底蓋19を、金属缶11の底板14の開口部17に密嵌入する有底短筒体20の上端に外鍔状のカール部21を一体設して構成し、底蓋19を外した後の開口部17の開口縁を反転部18とする巻き加工で安全にしたものである。
(もっと読む)
角缶及びその製造方法
【課題】角缶として角張った感じを十分に現出して意匠的な効果を高めるとともに、角缶の容積を大きくし、また材料ロスを無くして製造コストの低減及び意匠的制約の解消を図り得る角缶の製造方法を提供する。
【解決手段】角筒状の缶胴3の下縁部と底板4の周縁部とを巻き締めてなる角缶の製造方法は、缶胴の下縁部にその下縁を内側に断面略U字状に折り返してなる折り返し部31を形成する一方、底板の周縁部に斜め上方に折れ曲がる第1折り曲げ部41とこの第1折り曲げ部の先端から外側の下方に折れ曲がる第2折り曲げ部42とを形成する工程(b)と、缶胴の下縁部とその折り返し部との間に第2折り曲げ部を係合させた状態で缶胴内に底板を嵌め込む工程(c)と、底板をその周縁側に引っ張って拡大しながら缶胴の下縁部と底板の第2折り曲げ部と缶胴の折り返し部と底板の第1折り曲げ部とを互いに接合する工程(d)とを備える。
(もっと読む)
1 - 20 / 26
[ Back to top ]