
Fターム[3F029BA06]の内容
物品の積み重ね及び付属装置 (962) | 積重ね物品 (211) | 長尺物 (17)
Fターム[3F029BA06]の下位に属するFターム
Fターム[3F029BA06]に分類される特許
1 - 8 / 8
棒材積載装置
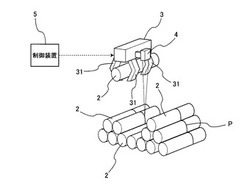
【課題】収容具内に棒材を段積みする場合に荷崩れを生じず、段積みの完全自動化と生産性向上を実現することができる棒材積載装置を提供する。
【解決手段】棒材2を積載状態で収容するパレットと、棒材2を保持して少なくとも収容された棒材2を横切る二次元垂直面内の任意位置へ搬送するローダ3と、ローダ3に一体に設けられ垂直下方のパレット内に収容された棒材2の積載高さを検出するレーザ距離センサ4と、収容された棒材に対しこれを横切る方向へローダ3を移動させてパレット内の棒材2の積載高さが最も低い位置でローダ3による棒材2の保持を解消させて当該棒材2をパレット内の棒材2上へ落下供給する制御装置5とを備える。
(もっと読む)
棒鋼の集積装置

【課題】圧延後の棒鋼を結束前に集積する際、棒鋼が落下することがなく、その結果、集積された棒鋼が綾状となることがない棒鋼の集積装置を提供する。
【解決手段】棒鋼1を搭載して径方向に斜め下方に搬送するコンベヤ6の上面と、棒鋼搬送方向先方が上向きの傾斜面8とを交差させ、傾斜面8に当接して移動が規制されている棒鋼1に当接した棒鋼1をコンベヤ6によって回転して先の棒鋼1を次の棒鋼1が押し上げて積み上げるように集積し、これを繰り返して傾斜面8とコンベヤ6との間で棒鋼1を集積する。コンベヤ6を搬送コンベヤ107の下方水平状態から傾斜状態まで傾斜させることにより、搬送コンベヤ107上を搬送されている棒鋼1を落下させることなく、コンベヤ6上に移載することができる。
(もっと読む)
パレタイザ
【課題】順次供給される複数品種のワークを品種毎にパレタイズするパレタイザにおいて、簡単な構成により、複数のパレットのパレット交換のタイミングの重なりを時間を抑制し、効率的なパレタイズを実現する。
【解決手段】パレタイザ1は、ワークWを品種毎に仕分けして一時保管するバッファ部2と、バッファ部2からパレットPにワークWを移載するロボット3と、ロボット3を制御する制御部4とを備え、制御部4は、ロボット3による移載作業毎に、積載ワーク数Nと満杯ワーク数Mとから各パレットP毎に残ワーク数R=(M−N)を求め、残ワーク数Rと1回当たりのワークの移載に要する移載時間Δtとに基づいて各パレットP毎の積載完了までの残積載時間Tr=Δt×Rを求め、うち少なくとも1つのパレットPの残積載時間Trがパレット交換作業に要する既定のパレット交換時間Tよりも短くなることがないように移載作業を行うパレットPを選択する。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
繊維製品折畳み機の構造及びその折畳みの方法
【課題】繊維製品折畳み機の構造及びその折畳みの方法に関する。
【解決手段】繊維製品折畳み機の構造は、2個の折畳みホイール21、2個のスタッグユニット23、第一レシーブユニット25、ブロックユニット27、伸縮ユニット271、レシーブ台29を備え、折畳みホイール21とスタッグユニット23とは、第一レシーブユニット25上において繊維製品22に対して折畳みと積み重ねを行い、繊維製品22が一定の数量に達すると、ブロックユニット27が折畳まれた繊維製品22を分離し、ブロックユニット27とレシーブ台29とは、折畳まれた繊維製品22を輸送し、ブロックユニット27は伸縮ユニット271を備え、しかも伸縮ユニット271は、ブロックユニット27の移動後に伸び出すため、ブロックユニット27上の繊維製品22に対する折畳みに有利で、こうして繊維製品22折畳み後の完璧性を向上させることができる。
(もっと読む)
資材保管システムおよび資材移動方法
【課題】木製に比して耐久性の高い緩衝材を使用するとともに、作業員の負担を軽減することを目的とする。
【解決手段】天井クレーンが磁力を用いて、柱状部材群11,12,13の位置において、資材30及び緩衝材40を移動させるため、作業員が自ら緩衝材40を資材30の上に重ねるという作業が不要となり、作業員の負担を軽減することができる。また、柱状部材群11,12,13の各柱状部材の凹型の嵌込部によって、緩衝材40の位置が安定的に維持されるから、この安定性を確保するための緩衝材40の位置の調整等の煩雑な作業を作業員自身が行わなくて済む。また、各柱状部材の構造は簡素であるし、その設置も容易に行うことができるので設置コストを抑制することができる。また、金属性の緩衝材40を用いるため、これを再利用することができ、従来のような木製のりん木を用いる場合と比べて、その消費量は大幅に低減される。
(もっと読む)
形鋼の幅寄せ方法および幅寄せ装置並びに段積み装置
【課題】形鋼の簡単な幅寄せを行なうことができる幅寄せ方法および幅寄せ装置を提供する。
【解決手段】装置フレーム26に枢支した3つの幅寄せ部材27,28,29の夫々は、油圧シリンダ30,31,32によって独立して傾動される。幅寄せ部材27,28,29に幅寄せ体34,36,37が配設される。幅寄せ体34,36,37に、複数の山形部35がレールの幅方向に沿って設けられる。第1幅寄せ部材27で移送コンベヤからレールを押上げることで、レールを傾動させつつ幅寄せする。第2幅寄せ部材28で第1幅寄せ部材27からレールを押上げることで、レールを幅寄せする。第3幅寄せ部材29で第2幅寄せ部材28からレールを押上げることで、レールを幅寄せする。第3幅寄せ部材29を下動することで、幅寄せしたレールは座部が上下に重なった状態で移送コンベヤの載置面に載置される。
(もっと読む)
長尺製品の結束方法及びシステム
【課題】結束システムの全体的な生産速度を増加させる長尺製品の結束方法及びするシステムを提供する。
【解決方法】製品を横方向に受取り局12に配送するローラ台10を備えた長尺鉄鋼製品を結束する方法及びシステム。受け台14は受取り局12から横方向に離れて設置され、製品を結束した形で受取り積重ねるように構成されて配置される。積重ね部16は受取り局12と受け台14との間に位置し、プレ積重ね部18は積重ね部16と受取り局12との間に位置する。搬送システム20は、受取り局12からプレ積重ね部18へと製品を横方向に前進させ、プレ積重ね部18は搬送システム20と協同し、製品の積重ねられた層をサブ結束に事前積重ねをしてサブ結束を積重ね部16に移送するように構成されて配置され、積重ね部16はサブ結束を受け台14の中に落とし込むように作動する。
(もっと読む)
1 - 8 / 8
[ Back to top ]