
Fターム[3F112SA03]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 線材に係る作用効果 (22) | たるみ、伸線防止 (6)
Fターム[3F112SA03]に分類される特許
1 - 6 / 6
糸巻取機及び糸巻取ユニット
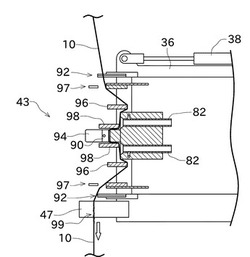
【課題】糸継終了時に発生する糸のたるみを解消した糸巻取機を提供する。
【解決手段】糸継装置43は、紡績装置とパッケージとの間の紡績糸10を糸継ぎする。糸道規制部材(糸寄せレバー96及び糸押さえレバー98)は、紡績糸10に接触することで当該紡績糸10を屈曲させる位置と、前記紡績糸10を開放した位置と、の間で移動可能である。台車制御部は、糸道規制部材を、糸継ぎの際に紡績糸10に接触させて当該紡績糸10を屈曲させるとともに、当該糸継ぎの終了後、少なくとも巻取装置における紡績糸10の巻き取りが開始するまでの間は、紡績糸10を屈曲させた状態を維持するように制御する。
(もっと読む)
糸弛み取り装置及びこれを備える繊維機械

【課題】上流側へのテンション変動の影響を抑制するとともに、スムーズに糸を解舒できる糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置はローラ部42を備え、このローラ部42において糸を巻き付ける巻付領域60が、糸の巻き付けが開始される上流側から下流側に向かうに従って径が小さくなるテーパ状に形成されている。この巻付領域60は、第1テーパ部62と第2テーパ部63とで構成されており、テーパ角度は下流側に進むに従って第1テーパ部62と第2テーパ部63との2段階で緩やかになるように構成される。また、テーパ角度が大きい第1テーパ部62の面積が、テーパ角度の小さい第2テーパ部63の面積よりも小さくなるように構成される。
(もっと読む)
自動ワインダ
【課題】自動ワインダにおいて玉揚作業を行うときに玉揚装置が糸の捕捉に失敗することを防止し、自動ワインダの生産性を向上させる。
【解決手段】自動ワインダは、ボビンセット部18と、クレードル23と、第1中継パイプ25と、自動玉揚装置98と、ディスクテンサ13のディスク対73と、を備える。クレードル23に装着された巻取ボビンには、ボビンセット部18にセットされた給糸ボビン21から解舒された糸20を巻取可能である。玉揚作業時には、第1中継パイプ25が給糸ボビン21からの糸20を捕捉し、クレードル23側へ引き出す。そして、この引き出された状態の糸20が自動玉揚装置98の糸引出アーム61(クランプ切断ヘッド65)によって捕捉される前に、前記ディスク対73が回転して当該糸20に張力を付与するように動作する。
(もっと読む)
線状物の巻取り装置
【課題】線状物を巻取る巻枠体を切り替える際に、線状物を連続供給しながら線状物の渡り長を最短にする線状物の巻取り装置を提供すること。
【解決手段】少なくとも1本の連続した線状物を、同軸上で複数並列して配置された回転軸から放射状に複数のハンドを有する環状又は多角状の巻枠体に、それぞれ所定の巻数で各々巻取る巻取り装置であって、独立して回転可能であると共に、他の巻枠体と同期回転も可能な駆動装置を備えた複数の巻枠体と、少なくとも巻取り方向と巻枠体の並列方向と巻枠体上下方向とにトラバース部を変位可能な駆動手段を備えたトラバース機構と、巻枠体間に横架した線状物を回転時に切断する渡り糸切断機構とを少なくとも備えたことを特徴とする線状物の巻取り装置を提供する。
(もっと読む)
巻き終わり糸の制御装置
【課題】 複数の給糸ボビンから大径の一個の巻取パッケージに巻き取る際に、糸継ぎの際のビリを防止すると共に、給糸ボビンの巻き終わりの糸端の糸跳ねをも防止可能とする巻き終わり糸の制御装置を提供することである。
【解決手段】 給糸ボビンの頭部から離れた待機位置1Aと、前記ボビンの頭部に近接する糸跳ね防止位置1Bと、前記ボビンの頭部に当接するビリ防止位置1Cとに移動自在とし、各ボビンの巻き終わり時に、前記糸跳ね防止位置に移動する糸跳ね防止部材(ブラシ3)を備える構成とした。
(もっと読む)
自動ボビン切換式連続巻取方法及びその装置
【課題】ワイヤをたるませることなくボビンを自動で切り換えることのできる自動ボビン切換式連続巻取方法及びその装置の提供。
【解決手段】巻取中のボビンに巻き取られているワイヤが空ボビン上を通過する状態で、空ボビン及びワイヤキャッチャが回転した際、このワイヤキャッチャの位置をセンサにより検出してから、空ボビンのシャフトの回転数をエンコーダで検出し、当該センサからのワイヤキャッチャ位置検出信号及び、空ボビンのシャフト回転数情報をワイヤ押えのコントローラに入力することにより、ワイヤ押えを倒れ込み動作を行わせ、以て、ワイヤをたるむことなくワイヤキャッチャがワイヤを捕らえてカッターで切断し、ボビン切換を完了させる。
(もっと読む)
1 - 6 / 6
[ Back to top ]