
Fターム[3J101DA16]の内容
Fターム[3J101DA16]に分類される特許
1 - 20 / 89
円錐ころ軸受
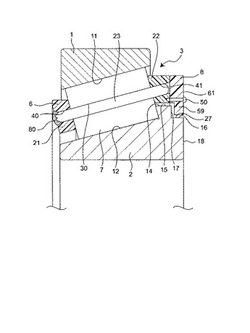
【課題】スパッタの除去を簡単安価にでき、かつ、組み立ておよび点検が容易である円錐ころ軸受を提供すること。
【解決手段】内輪2の外周面に、内輪2の外周円錐軌道面12の大径側のみに鍔部14を形成する。内輪2の外周面における内輪2の鍔部14よりも軸方向の外方側に環状凹部27を形成する。環状の脱落防止部材8の径方向の内方の端部が、環状凹部27に収容されるように、脱落防止部材8を、ビス50で、ピンタイプ保持器6の第2環状部22の軸方向の外方の端面に固定する。
(もっと読む)
ころ軸受の組立、検査方法

【課題】ころを組付ける前に保持器の幅の検査を行って不合格品を除去することにより、組立てられたころ軸受の不合格品の発生を低減し、作業能率を向上すると共にコストを低減できるころ軸受の組立、検査方法を提供する。
【解決手段】保持器にころを組付けるころ組立工程、ころ欠検査工程、回転検査工程を少なくとも有するころ軸受の組立ラインにおいて、前記ころ組立工程の前に、前記保持器の全数についてころ止めの幅を検査する保持器検査工程を設けた。
(もっと読む)
ころ軸受の保持器の製造方法及びこれに使用する加工装置
【課題】工程を減らすことにより、製造機械の設置スペースを縮小すると共に製造設備の設置費を減らすことができ、また、作業能率が向上してコストを低減することのできるころ軸受の保持器の製造方法及びこれに使用する装置を提供する。
【解決手段】成形材の長手方向に沿って凹部を形成すると共に、この凹部が形成された成形材の長手方向に所定の間隔で同時にポケットを形成する凹部・ポケット成形工程と、このポケットが形成された成形材を所定の長さに切断する切断工程と、切断された成形材をほぼ円形に折曲げる曲げ工程及び折曲げられた成形材の両端部を接合して保持器を形成する接合工程と、この保持器を熱処理する熱処理工程とを備えた。
(もっと読む)
転がり軸受ユニット
【課題】 剛性や回転精度を損なうことなく、コストの低減および小型化を図ること
【解決手段】 同軸上に配置された内輪12と外輪14との間の円環状空間に周方向に間隔をあけて複数個の転動体16を内蔵する転がり軸受10と、転がり軸受10の内輪12に嵌合された状態で接着されるシャフト3と、転がり軸受10の外輪14を嵌合させた状態で接着される嵌合孔7を有するスリーブ5と、内輪12の軸方向の一端を突き当てる間座9と、スリーブ5の嵌合孔7の内面から半径方向内方に延びる保持部21と、間座9と保持部21との間に転動可能に配置される複数のボール11とを備える転がり軸受ユニット1を提供する。
(もっと読む)
スラストころ軸受
【課題】 振動や衝撃等が作用しても、保持器と軌道輪とが分離しないスラストころ軸受の提供である。
【解決手段】 有底円筒状の軌道輪3の内側部分に各針状ころ1が配置された保持器2を収容させた状態で、軌道輪3の周壁部7の上端面8に、周方向に等角度で3個の抜け防止部9を溶接する。このとき、抜け防止部9の外周面9aを、軌道輪3の周壁部7の外周面7aよりも距離Lだけラジアル方向の内側に配置させるとともに、抜け防止部9の内周面9bを、保持器2の外周面2aよりも距離eだけ重なり合うように配置する。これにより、溶接作業が容易になり、かつ保持器2が軌道輪3の開口から抜け出ることが確実に防止される。
(もっと読む)
ベアリング装置
【課題】極めてコスト性・作業性に秀れた実用的なベアリング装置の提供。
【解決手段】軸1と、この軸1に転動体を介して被嵌される筒状部材3と、この筒状部材3に設けられ筒状部材3の外周に設けた内輪部と該内輪部の外側に配置され該内輪部と共に転動体を保持する外輪部とから成る一対のサポートベアリング部4a・4bと、この一対のサポートベアリング部4a・4b同士の間に設けられる内筒体に外筒体が被嵌螺着された調整筒状部材12とから成るベアリング装置であって、調整筒状部材12は、外周面に雄螺子部9が形成された内筒体8と、この内筒体8に被嵌せしめられ内周面に前記雄螺子部9と螺合する雌螺子部11が形成された外筒体10とから成り、前記内筒体8と前記外筒体10との螺合長さを変更して軸方向長さを調整することで前記外輪部7a・7bの互いに離反する方向への押圧及び該押圧の解除が可能なように構成したベアリング装置。
(もっと読む)
波型プレス保持器及び転がり玉軸受
【課題】外輪軌道面への急激なグリース供給を抑制して安定したトルク特性が得られると共に、グリース潤滑性能を維持し、グリース寿命を向上させることができる波型プレス保持器及び転がり玉軸受を提供すること。
【解決手段】玉保持部1と平坦部2とが周方向に交互に形成されており、玉保持部1は平坦部2から軸方向両側に膨出したリング形状、平坦部2は軸の径方向に所定幅を有する形状であって、平坦部2の少なくとも一部に、潤滑剤を保持するための潤滑剤保持部3を設けている。この潤滑剤保持部3は、平坦部2の外周側端部及び内周側端部から、少なくとも一方の軸方向に延在する台形状の板である外周側保持部3a及び内周側保持部3bを有している。
(もっと読む)
溶接保持器および転がり軸受
【課題】柱部の強度を維持しながら外径の多角形状を改善することができる溶接保持器を提供する。
【解決手段】溶接保持器11は、一対の環状部と、ころを収容するポケット13を形成するように一対の環状部を連結する複数の柱部14とを備え、帯鋼12を円筒状に折曲げて形成される。ここで、柱部14の内径面16には、軸方向に延びる折曲げ溝15が設けられている。このように構成することにより、柱部14の内径面16に設けられた軸方向に延びる折曲げ溝15によって、柱部14の曲げ剛性を小さくすることができる。この場合、柱部14の周方向の幅寸法はそのままであるため、柱部14の強度を維持することができる。
(もっと読む)
保持器製造方法及び保持器並びに転がり軸受
【課題】残留応力を生じさせること無く加締め処理を行って保持器を製造することが可能な技術を提供する。
【解決手段】略円弧状に膨出させた保持部8sと略平坦状に延出させた結合部8jとを周方向に沿って交互に連続させた一対の波状環R1,R2を対向配置させると共に、その結合部相互を貫通して形成されたリベット孔H1,H2にリベット10を挿入した状態で、当該リベットに加締め処理を施すことにより、転動体を保持可能な複数のポケット8pが周方向に沿って所定間隔で配列された保持器8を製造する技術であって、リベットに加締め処理を施す際に必要な空間のリベット加締必要体積と、加締め処理前におけるリベットのリベット加締前体積とは、リベット加締前体積≦リベット加締必要体積なる関係を満足するように設定されている。
(もっと読む)
車輪用軸受装置
【課題】ハブ輪と等速自在継手との接合部やナックルとの間のガタに起因するNVH特性の低下を防止できて高精度の回転伝達が可能な車輪用軸受装置を提供する。
【解決手段】ハブ輪1と複列の転がり軸受2と等速自在継手3とがユニット化された車輪用軸受装置である。外側継手部材の軸部12の外径面とハブ輪1の孔部22の内径面37とのどちらか一方に設けられて軸方向に延びる凸部35を、軸方向に沿って他方に圧入する。他方に凸部35にて凸部35に密着嵌合する凹部36を形成して、凸部35と凹部36との嵌合接触部位38全域が密着する凹凸嵌合構造Mを構成する。転がり軸受2は内径面に転動面26、27を有する外方部材25を備える。外方部材25に懸架装置を構成するナックルNを、非分離型の一体化連結構造71を介して連結する。
(もっと読む)
連結構造及び、該連結構造を用いた転がり軸受用樹脂製保持器、及び該保持器を使用した転がり軸受
【課題】一対の樹脂部材相互を軸方向及び周方向の双方にガタつきがなく、しかも、軸方向の連結強度も十分に確保できて、高速回転用の転がり軸受の保持器に最適な連結構造を提供すること。
【解決手段】一対の樹脂部材11、12間において、一方の樹脂部材11の連結面11aに突設された柱部21を、他方の樹脂部材12の連結面12aに形成された連結用穴部23に挿入した後、連結用穴部23の外側に突出した柱部21の頭部21aに超音波溶着加締めをすることで、一対の樹脂部材11,12相互を連結する連結構造であって、柱部21と連結用穴部23の側面に、頭部21aへの超音波溶着加締めにより溶着する凹凸25を設ける。
(もっと読む)
車輪用軸受装置、車輪用軸受装置の組立方法、アセンブリ体、およびアセンブリ体の組立方法
【課題】ナット締結作業が省略でき、コスト低減が可能になるとともに、外側継手部材とハブ輪とを堅固に連結し得る凹凸嵌合構造を有する車輪用軸受装置、車輪用軸受装置の組立方法、アセンブリ体、およびアセンブリ体の組立方法を提供する。
【解決手段】外側継手部材9の外径面に設けられた段差面56に軸方向荷重を付与する。外側継手部材のステム軸9bとハブ輪の孔部の内径面とのどちらか一方に設けられて軸方向に延びる凸部46を、軸方向に沿って相手部材に圧入する。これによって、相手部材にこの凸部に嵌合接触部位45全域で密着する凹部を形成して凹凸嵌合構造Mを構成する。
(もっと読む)
車輪用軸受装置
【課題】円周方向のガタの抑制を図ることができ、しかも、ハブ輪と等速自在継手の外側継手部材との連結作業性に優れた車輪用軸受装置を提供する。
【解決手段】ハブ輪1と複列の転がり軸受2と等速自在継手3とがユニット化された車輪用軸受装置である。ハブ輪1と、ハブ輪1の孔部22に嵌挿される等速自在継手の外側継手部材の軸部12とが一体化される凹凸嵌合構造Mを備える。外側継手部材の軸部12を、ハブ輪1の孔部22を加熱拡径させた状態での圧入によって、外側継手部材の軸部12の外径面の凸部35とその凸部35に嵌合するハブ輪1の内径面の凹部36との嵌合接触部位38全域が密着してなる凹凸嵌合構造Mを構成する。
(もっと読む)
転がり軸受
【課題】 耐グリース漏洩性、水素脆性による剥離の発生を抑制した長寿命化、および省スペースを同時にかつ低コストで達成することができる転がり軸受を提供する。
【解決手段】 ベースグリースに配合するアルミニウム系添加剤の配合割合は、ベースグリース100重量部に対して0.05重量部以上10重量部以下であり、保持器4は、各ポケットの内面を、玉配列ピッチ円よりも内径側の部分が、保持器内径側開口縁に近づくに従って小径となる凹曲面状とし、各ポケットの内面に、保持器内径側の開口縁から保持器外径側に延びる凹み部を設ける。
(もっと読む)
転がり軸受
【課題】 低トルク、耐グリース漏洩性、耐ダスト性および省スペース化を同時にかつ低コストで達成することができる転がり軸受を提供する。
【解決手段】 副リップ17によって形成されるラビリンスシールと、主リップ16によって形成される接触シールによってシールし、ラビリンスシールを通過してグリース溜まり24に浸入するグリース量を減少させ、保持器4の各ポケットの内面を、玉配列ピッチ円よりも内径側の部分が、保持器内径側開口縁に近づくに従って小径となる凹曲面状とし、前記各ポケットの内面に、保持器内径側の開口縁から保持器外径側に延びる凹み部を設ける。
(もっと読む)
円すいころ軸受及びその製造方法
【課題】引っ掛け部として機能するのもを確実に成形でき、また、円すいころの組込性の向上を図ることができ、しかも、ころ軸方向長さの延長が可能となって、定格荷重のアップを図ることができて、保持器の強度を向上させることができる円すいころ軸受及びその製造方法を提供する。
【解決手段】内輪51と、外輪52と、内輪51と外輪52との間に転動自在に配された複数の円すいころ53と、円すいころ53を円周所定間隔に保持する保持器54とを備え、内輪51の外径面の大径側にのみ前記円すいころ53を案内する鍔部56を設けた円すいころ軸受である。保持器54は、大径側環状部54a、小径側環状部54b、及び大径側環状部54aと小径側環状部54bとを連結する柱部54cからなる保持器本体61と、大径側環状部54aに接合され、内輪51の鍔部56に係合する引っ掛け部材62とからなる。
(もっと読む)
転がり軸受
【課題】 低トルク、耐グリース漏洩性、耐泥水性および省スペース化を同時にかつ低コストで達成することができる転がり軸受を提供する。
【解決手段】 接触シール5のシールリップ5cの先端を、シール溝1aの内側壁1cと対向する外側壁1bの上端位置よりも低い接触位置でシール溝1aの内側壁1cに接触させ、保持器4の各ポケットの内面を、玉配列ピッチ円よりも内径側の部分が、保持器内径側開口縁に近づくに従って小径となる凹曲面状としたリング状の保持器であって、前記各ポケットの内面に、保持器内径側の開口縁から保持器外径側に延びる凹み部を設けた。
(もっと読む)
回転速度検出装置付き車輪用軸受装置
【課題】シールの嵌合部の気密性を向上させると共に、シールの密封性を高めて信頼性を向上させた回転速度検出装置付き車輪用軸受装置を提供する。
【解決手段】シール11が環状のシール板21とスリンガ22を備え、シール板21が、センサホルダ20にインサート成形された芯金24とシール部材25からなり、スリンガ22が、内輪6の外径に装着された円筒部22aと立板部22bを有し、円筒部22aにパルサリング23が圧入固定され、その外径部26cに磁気エンコーダ27が設けられ、回転速度センサ28と所定の径方向すきまを介して対峙されると共に、シール部材25のサイドリップ25aがパルサリング23に、ラジアルリップ25b、25cがスリンガ22の円筒部22aに摺接され、シール板21における芯金24の少なくとも円筒部24aに接着剤29が塗布され、芯金24が外方部材3に固定されている。
(もっと読む)
保持器付きラジアルころ軸受
【課題】使用環境に於いて必要となる負荷容量に対して、低コスト且つ柔軟に対応できる構造を実現する。
【解決手段】使用環境に於いて必要となる負荷容量に対して、適切な数のころ2d、2dだけを、保持器3dに形成している各ポケット9d、9dに保持する。又、この保持器3dに形成しているポケット9d、9dのうちの一部で、それぞれの内側にころ2d、2dを保持しないポケット9d、9dを、円周方向に関して均一に配置する。これにより、上記課題を解決する。
(もっと読む)
ころ軸受
【課題】保持器の溶接部位のポケット部と溶接部位以外のポケット部との円周方向の寸法差を抑制することができるころ軸受を提供する。
【解決手段】針状ころ軸受10は、複数の針状ころ11を円周方向に略等間隔で転動可能に保持するポケット部12(12a,12b)を有する円環状の保持器13を備え、保持器13は、円周方向の一部が溶接により接合され、保持器13(保持器基材13a)の溶接前の展開状態における溶接部位のポケット部12aの展開方向寸法(Pa+Pb)と溶接部位以外のポケット部12bの展開方向寸法P1とが異なる。
(もっと読む)
1 - 20 / 89
[ Back to top ]