
Fターム[4D075AB10]の内容
流動性材料の適用方法、塗布方法 (146,046) | 浸漬 (1,289) | 液体層、粉体層への浸漬 (592) | 流動床への浸漬 (55) | 加熱を併用する (4)
Fターム[4D075AB10]に分類される特許
1 - 4 / 4
粉体塗装方法
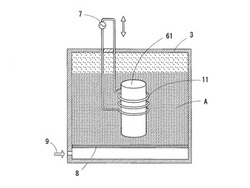
【課題】 ワーク61表面に厚肉の粉体塗料の熔融塗膜を形成することができ、しかも、オートバイのスポークの内面や、モータのコア等、隙間が狭い場合でも、熔融塗膜の詰まりがなく、ワーク全体に亘って均一な膜厚の熔融塗膜を形成することができる粉体塗装方法を提供する。
【解決手段】 ワーク61の被塗装面に、エアーによって流動又は霧化された粉体塗料Aが存在する状態で、高周波電源7に接続された電磁誘導コイル11によって粉体塗料Aの融点以上の温度にワーク61を加熱し、ワーク61の被塗装面に粉体塗料Aの熔融塗膜を形成する。
(もっと読む)
粉体塗装装置および粉体塗装方法

【課題】被塗装物の周面にムラのない均一な塗膜を形成させる。
【解決手段】予備加熱工程P1に対応した予備加熱装置20と、流動浸漬工程P2に対応した流動塗装装置30と、事後加熱工程P3に対応した事後加熱装置40とを経ることで被塗装物90に流動浸漬法による塗装が施される。予備加熱装置20は、誘導加熱手段としての誘導加熱コイル21と、この誘導加熱コイル21に高周波電流を流す高周波発振器22と、被塗装物90を軸体92の軸心回りに回転させる回転機構23とを備えている。流動塗装装置30は、流動槽31と、流動槽31内の粉体塗料50を流動状態にする送風機32とを備えている。事後加熱装置40は、予備加熱装置20と同様の構成で被塗装物90に事後加熱処理を施す。
(もっと読む)
金属条材への樹脂被覆形成方法および金属条材保持反転装置
【課題】3mm以上に及ぶ厚膜被覆における厚さ偏倚を許容レベル以内に抑える。
【解決手段】曲管10を加熱してから流動浸漬槽13で樹脂粉体14を凝着させて仕掛り被覆付き金属条材17にした後、その金属条材17を流動浸漬槽13から取り出して金属条材保持台座18のところへ移送し、そこで金属条材17を静置形態で経時させることで仕掛り被覆16を母材10の熱により完全溶融状態に到達させるとともに、該経時の間に進行する該仕掛り被覆16の自重流下起因の厚さ偏倚を矯正すべく、金属条材保持台座18によって金属条材17の静置形態の姿勢を天地反転させることで仕掛り樹脂被覆16の自重流下方向を逆流方向に切替え、次いで冷却する。
(もっと読む)
熱可塑性飽和ポリエステルで被覆された金属撚線とその製造方法
【課題】 本発明が解決しようとする課題は、鋼撚線に直接塗装が実行でき、ピンホール等の傷がなく外表面が完璧に飽和ポリエステル被覆された撚線の製造方法を提示すること、また、その製造物として耐腐食性及び耐候性が高いだけでなく、所定の曲げに強く、耐衝撃性に優れた熱可塑性の飽和ポリエステル被覆の撚り線を提供することにある。
【解決手段】 本発明の金属撚線の被覆方法は、金属撚線の表面を熱可塑性飽和ポリエステル樹脂の溶融点以上に加熱する工程と、該加熱された金属撚線の表面に前記樹脂の粉体を塗布する工程とを踏むものである。更に、本発明は粉体を塗布する工程の後、再度加熱する後加熱工程を加えた金属撚線の被覆方法を提示する。
(もっと読む)
1 - 4 / 4
[ Back to top ]