
Fターム[4E001BB09]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | 炭酸ガスアーク溶接 (165)
Fターム[4E001BB09]に分類される特許
161 - 165 / 165
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
ロボットシステムのためのスイッチオフ箱
本発明は、ハウジング(33)内にバネ搭載され、複数のパイプ(23)および、バーナー本体(38)、任意にはバーナーハンドル(26)からなる溶接トーチ(10)に接続された結合手段(34)を備えるロボットシステムのための切断箱(27)に関する。本発明の目的は、前記ロボットシステムでいずれの特定の場所または位置で使用可能であり、より迅速で容易な応答で特徴付けられる自律的な切断箱(27)を提供することである。本発明によれば、ハウジング(33)は2つの部品(30,31)からなり、結合手段(34)は、ハウジング(33)に一定の点で配置可能なように実現されている。好ましくは、ハウジング(33)は、バーナー本体(28)と複数のパイプ(23)との間に配置される。 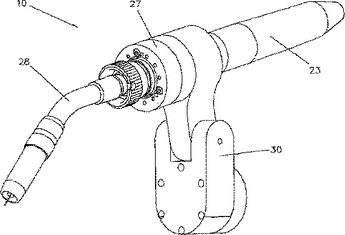 (もっと読む)
(もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 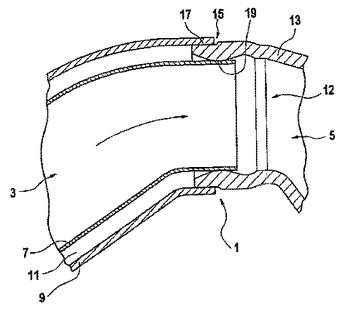 (もっと読む)
(もっと読む)
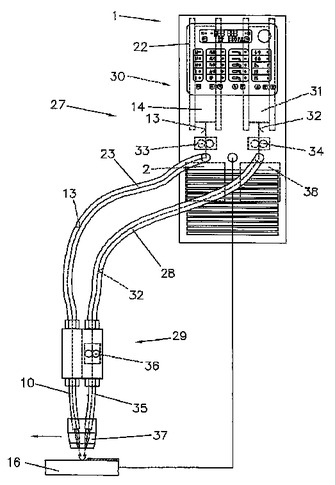
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
本発明は、チューブ群(23,28)により接続可能な溶接トーチユニット(29)を持つ溶接装置(1)を備える溶接ユニット(27)に関する。溶接装置(1)には、少なくとも1つの制御装置(4)と、溶接電源(2)と、任意であるワイヤ供給ユニット(3)とが配置される。溶接トーチユニット(29)は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー(10,35)を備える。さらに本発明は、少なくとも別個の溶接プロセスが組み合わせ可能な溶接方法に関する。本発明によれば、こうした溶接ユニット(27)および溶接方法は、ワークピース(16)への追加の材料および、熱またはエネルギー供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー(10)は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナー(35)は、溶接ロッド(32)の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー(10,35)を用いて実行される溶接プロセスは同期している。
 (もっと読む)
(もっと読む)
高降伏強度母材用フィラー組成物
本発明の溶接ワイヤは、フラックス用混合物と合金用元素とを組み合わせて有するフラックスコアを内部に閉じ込める鋼製の鞘を備えている。フラックス用混合物は2質量%以下のフッ化物化合物と49質量%以下の酸化物化合物を含む。合金用元素は、Mn、Ni、Co、Tiおよび0.98質量%以下のCを含む。
Coの量は、生じる溶接部にフェライト−ベイナイト溶接金属組織形態を生成するのに十分である。生じる溶接部の降伏強度は、約655.0MPa(95ksi)から約765.3MPa(111ksi)であった。
(もっと読む)
161 - 165 / 165
[ Back to top ]