
Fターム[4E001BB09]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | 炭酸ガスアーク溶接 (165)
Fターム[4E001BB09]に分類される特許
21 - 40 / 165
円周溶接工法および円周溶接構造並びに密閉型圧縮機
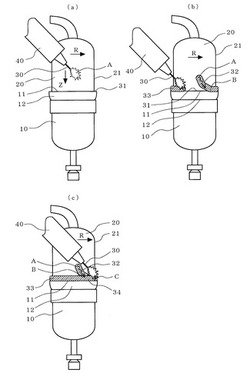
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
裏置きビード溶接法

【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
溶接装置
【課題】グロビュール移行領域の内外で安定した溶接を行なうことができる溶接装置を提供する。
【解決手段】溶接装置は、炭酸ガスをシールドガスに使用し、短絡状態とアーク状態とを交互に繰り返す炭酸ガスアーク溶接方法によって溶接を行なう。短絡期間の後に続くアーク期間の初期の第1アーク期間Ta1にハイレベル電流が出力され、アーク期間の後期の第2アーク期間Ta2に定電圧制御された溶接電圧に対応したアーク電流が出力されるように、電源回路が制御される。ワイヤを送給速度の速度設定値が所定範囲X2外である場合に比べて、速度設定値が所定範囲X2内である場合には、ハイレベルベース電流に重畳する所定の周期で増減する波形の振幅が増加される。これにより短絡移行領域でもグロビュール移行領域でも安定した溶接が可能となる。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
ガスシールドアーク溶接方法および溶接装置
【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
(もっと読む)
洋上高圧ガス配管構造
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
多電極ガスシールドアーク自動溶接装置
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
溶接継手
【課題】特別な設計および施工を行うことなく溶接部の疲労き裂発生特性を改善できかつ疲労き裂が母材部に進入したときには母材部で疲労き裂進展抵抗特性を発揮する溶接継手を提供する。
【解決手段】質量%で、C:0.01〜0.10%、Si:0.04〜0.60%、Mn:0.50〜2.00%、P:0.025%以下、S:0.020%以下、Al:0.003〜0.060%、Ti:0.001〜0.100%、N:0.0020〜0.0120%、Mo:0.04〜0.50%を含有し、残部はFeと不純物からなる化学組成を有し、硬質部の素地とこの素地中に分散した軟質部からなる複合組織を有し、硬質部と軟質部の硬度差がビッカース硬度で150以上である母材を溶接してなる溶接継手であって、
溶接熱影響部の硬度が、母材、溶接金属の各々の硬度と下記の不等式(1)の関係を満たすと共に、溶接熱影響部における[回転曲げ疲労強度/引張強度]の比が0.45以上であることを特徴とする溶接継手。
{Min(母材硬度、溶接金属硬度)}×1.5≧(HAZ硬度の最大値) ・・・式(1)ただし、Min(母材硬度、溶接金属硬度)とは、母材の硬度および溶接金属の硬度のうちの低い方の値を意味する。HAZ硬度の最大値とは、溶接熱影響部における硬度の最大値を意味する。
(もっと読む)
突き合わせ溶接方法及び突き合わせ溶接装置
【課題】開先幅が変化したとしても、開先内に高さがほぼ一様な溶接ビードを形成したり、溶接金属を肉痩せなく盛ったりすることができる突き合わせ溶接方法及び突き合わせ溶接装置を提供する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
(もっと読む)
ガスシールドアーク溶接に用いる溶接用鋼ワイヤおよびそれを用いたガスシールドアーク溶接方法
【課題】REMを含有する溶接用鋼ワイヤを安定して製造することによって、溶接用鋼ワイヤの歩留りを向上し、その製造コストを低減する。
【解決手段】ガスシールドアーク溶接に用いる溶接用鋼ワイヤ1であって、REMを2〜60質量%含有し残部がFeおよび不可避的不純物からなる合金鋼粉を鋼製外皮2に内包させ、合金鋼粉3の質量をMPW(g),鋼製外皮の質量をmSH(g)として、溶接用鋼ワイヤ中の合金鋼粉の内包率100×MPW/(MPW+mSH)が0.01〜25.0質量%の範囲内を満足し、かつ合金鋼粉に含有されるREMの質量をMRE(g)として、溶接用鋼ワイヤ中のREMの含有率100×MRE/(MPW+mSH)が0.01〜0.5質量%の範囲内を満足する溶接用鋼ワイヤ。
(もっと読む)
アーク溶接のガス制御方法
【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク
【課題】原油タンクに発生する全面腐食や局部腐食を大幅に軽減できる原油タンク用鋼材と、溶接継手および原油タンクを提供する。
【解決手段】mass%で、C:0.03〜0.16%、Si:0.05〜1.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.010%以下、Al:0.005〜0.10%、N:0.008%以下、Ge:0.001〜0.5%、Cu:0.03〜0.4%を含有し、かつ、W:0.01〜1.0%、Mo:0.01〜0.5%、Sn:0.005〜0.2%およびSb:0.005〜0.4%のうちから選ばれる1種または2種以上を含有する鋼材を溶接して原油タンクを製造するに際して、溶接金属部が、1<(溶接金属中のCu含有量/母材中のCu含有量)≦50、および、0.25≦(溶接金属中のCu含有量/溶接金属中のMo,Wの合計含有量)≦3、の関係を満たす溶接継手を形成する。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
多電極溶接装置
【課題】エンドタブ上で複数の電極を同時期にアークスタートさせることを可能としつつ、アークスタート後に定常条件で被溶接材まで溶接を行うことを可能とすることで、溶接の作業効率の低下を防止し、かつ被溶接材への溶接品質を確保することのできる多電極溶接装置を提供すること。
【解決手段】溶接方向に並んで互いにワイヤ16a、16b、16c先端の高さ位置を異ならせた複数の電極14a、14b、14cを備えた多電極溶接装置であって、被溶接材2の溶接開始側端部に、電極数に応じた段数で、溶接方向後方に向かうにつれ各ワイヤ16a、16b、16c先端の高さ位置に応じた高さに段階的に底上げされた形状のエンドタブ6を備えることで、各電極14a、14b、14cそれぞれが対応する段の底部8a、8b、8cにて略同時期にアークスタートさせる。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】板厚12mm以上の厚鋼板を使用し、ルートギャップを2mm以下かつ開先角度を30°以下の狭開先とし、狭開先の底部における初層のガスシールドアーク溶接を、溶接速度を15〜25mm/secとするとともにQL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
溶接装置
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
溶接後工程の制御方法
【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
クラッド鋼材の接合方法及び接合構造
【課題】クラッド鋼材の現地溶接における溶接速度の高速化を図ることができかつ継手の靭性を向上させることができるクラッド鋼材の接合方法を提供する。
【解決手段】積層された炭素鋼層5とクラッド層6とを備えるクラッド鋼材4の端面どうしを突き合わせて接合するクラッド鋼材の接合方法である。互いに対向するクラッド層6どうしと炭素鋼層5どうしをそれらが同時に撹伴するように摩擦攪拌接合にて接合する摩擦攪拌接合工程と、その後、クラッド層から離れた位置にある炭素鋼層どうしの未接合部分を炭素鋼層側からアーク溶接により接合するアーク溶接工程と、を備える。
(もっと読む)
21 - 40 / 165
[ Back to top ]