
Fターム[4E001BB09]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | 炭酸ガスアーク溶接 (165)
Fターム[4E001BB09]に分類される特許
141 - 160 / 165
溶接装置及び溶接方法
【課題】溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供する。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
(もっと読む)
パルスアーク溶接方法

【課題】炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成しスパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
(もっと読む)
溶接装置
【課題】 スパッタ粒子の飛び散りを減少させ、後からスパッタを剥がす作業を軽減し、周辺をスパッタによって傷めてしまうことをすることができる溶接装置を提供することである。
【解決手段】 母材2と溶接棒3との間のアーク放電により発生するアーク熱によって前記溶接棒3の先端部を溶融させて溶接するアーク溶接を行う溶接装置1において、前記溶接棒の周囲にらせん状のガス流を生成し、前記らせん状のガス流によって前記溶接棒によるスパッタの飛散を遮蔽することを特徴とする。
(もっと読む)
ガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法
【課題】 鋼材が200乃至300℃と高温の状態でも、スラグを容易に除去することができるガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量あたり、C:0.12質量%以下、Si:0.6乃至1.5質量%、Mn:0.8乃至1.8質量%、S:0.007乃至0.040質量%及びTi:0.03乃至0.18質量%を含有し、残部がFe及び不可避的不純物からなる組成で、直径が0.9乃至1.6mmのワイヤを使用し、ワイヤ突き出し長さを20乃至25mm、溶接電流を190乃至350A、溶接電圧を22乃至39Vとし、ワイヤをプラス極とした直流逆極性で下向き溶接し、酸化物換算で、スラグ全質量あたり、SiO2:37質量%以上、MnO:46質量%以下、TiO2:12質量%以下を含有し、下記数式で表されるAが0.50以上である組成のスラグを生成する。 (もっと読む)
(もっと読む)
ミグ/マグ溶接の制御方法およびその方法に用いる溶接装置
本発明は電極端部(7’)と被加工物(8)との間に短絡溶滴を存在させるミグ/マグ溶接のための制御方法および溶接装置に関する。
制御方法は、短絡時間の確立、アーク時間の確立、および電極(7)へのエネルギー供給の制御から成る。エネルギー供給は、短絡時間とアーク時間の和を周期時間とした時の全周期時間のうちの測定された短絡時間が変更可能な設定値を超えた場合はエネルギー供給を増加させ、該短絡率が該設定値を下回った場合はエネルギー供給を減少させるという方法で制御される。
(もっと読む)
構成可能なデュアルプロセス溶接ヘッドおよびその構成方法
溶接ヘッドが、トラックまたはガイドに沿ってそれを誘導するためのキャリッジアセンブリを採用し、上に取り付けられたトーチアセンブリが、溶接プロセス用に構成される。トーチアセンブリは、取り付け板上に合わせて取り付けられたトーチブロックおよびGTA溶加ワイヤガイドを含み、前記ワイヤガイドは、トーチブロック上に取り付けられた溶接トーチに近接して配置される。前記ブロックには、GMAトーチおよびGTAトーチのいずれかを取り付ける場所がある。トーチブロックには、GMAトーチを通して前記ワイヤを送給するために、トーチブロック内にGMAアダプタスリーブを配置する場所がある。制御ユニットは、電源、ガスの供給部、冷却液供給部を含む手動、半自動、自動制御を行う。 (もっと読む)
横向き溶接方法
【課題】横向き溶接において表面の凹凸が少ない良質な仕上ビードを安定して形成するとともに溶接作業時間を短縮して効率良く溶接する。
【解決手段】仕上ビードを形成するとき、パスa〜パスdで積層されたビード5a〜ビード5dの表面の上板2側からビード5eとビード5fを順次形成して先行ビードの垂れ下がった下部を再溶融させるとともに重力の作用により余盛高さを低くして、仕上ビードを形成するときのパス数を減少する。また、仕上ビードの余盛高さが低くなってビード5eとビード5fの重なり部の谷に深さが浅くなるから、仕上ビードを平坦にすることができ良質な溶接を行うことができ、仕上ビードの再研磨作業を大幅に軽減できる。
(もっと読む)
疲労特性に優れる溶接継手の作製方法
【課題】疲労特性に優れる溶接継手の作成方法を提供する。
【解決手段】溶接継手を作成する際、鋼板表面上において、ビード止端部が形成される個所を予測し、予め、Siを30質量%以上含んだ物質を、少なくとも前記個所を含むように、塗布もしくは固定した後、溶接し、(1)止端形状を改良し、(2)最終パスを除く溶接金属の特性の確保し、(3)ソリッドワイヤなどへのSi添加の回避により硬化を防止し、疲労特性を向上する。
(もっと読む)
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
芯つき電極における変性されたフラックスシステム
【課題】水分取り込み性が減少した溶接電極、溶接ビード中の拡散性水素の量を減少させる溶接電極、ガス遮蔽された芯つき電極の使用を含む溶接法、フラックス系の水分取り込み性を低下させるためにフラックス系中にナトリウム−珪素−チタネート化合物を含む溶接電極の提供。
【解決手段】金属さやおよび充填組成物からなる低拡散性水素を有する溶接ビードを形成する水分取り込み性の低い芯つき電極において、該充填組成物が二酸化チタン、スラグ形成剤および水分抵抗性化合物を含み、該水分抵抗性化合物がチタン化合物、カリウム化合物、ナトリウム化合物およびコロイド状シリカを含む芯つき電極。
(もっと読む)
溶接トーチおよびこれを用いた溶接方法
【課題】 溶接トーチ側で溶接線から離隔する方向に近接して障害物があるような場所、例えば、鋼構造物におけるスカラップ下溶接線を貫通する溶接線であっても溶接作業を行なえる溶接トーチを提供することを目的とする。
【解決手段】 サポートアングル45、ワイヤ配管47、シールドガス配管49、給水管51および排水管53が外筒29の内部に挿通され、外筒29の先端に溶接作業を行うチップ73を保持する上チップホルダ33および下チップホルダ35が設けられた溶接トーチ1において、外筒29は一方向に延在して設けられ、上チップホルダ33および下チップホルダ35は、その軸線が外筒29の軸線方向に対して折曲されるように設けられていることを特徴とする。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】短絡移行溶接において、短絡期間Ts中に溶滴のくびれを検出してアーク再発生直前に溶接電流を急減させるくびれ検出時電流制御方法において、溶融池の振動に起因するスパッタの発生を低減する。
【解決手段】本発明は、短絡状態Tsからアークが再発生する前兆現象である溶滴のくびれ現象を消耗電極・母材間の電圧値Vw又は抵抗値の変化によって検出し、このくびれ現象を検出すると短絡負荷に通電する溶接電流Iwを急減させて低くびれ電流値Imに維持し、アークが再発生するとその時点又はそれから所定遅延期間Td経過した時点で溶接電流Iwを低くびれ電流値Imから高アーク電流値Ihまで上昇させてアーク負荷に通電するくびれ検出時電流制御方法において、低くびれ電流値Imから溶融池の振動を小さくする予め定めた傾斜Sを持たせて高アーク電流値Ihまで溶接電流Iwを上昇させる。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
ガスシールドアークすみ肉溶接用フラックス入りワイヤ
【課題】 黒皮鋼板を2電極高速水平すみ肉溶接する場合においても、良好なスラグ剥離性、ビード形状およびビード外観が得られるなど良好な溶接作業性を持つガスシールドアークすみ肉溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物をTiO2換算値で2.5〜4.0%、Si酸化物をSiO2換算値で1.2〜2.0%、MgのMgO換算値を含むMgO換算値で0.1〜0.7%、Zr酸化物をZrO2換算値で0.1〜0.4%、Al酸化物のAl2O3換算値で0.3%以下、NaおよびKをNa2O換算値およびK2O換算値の合計で0.05〜0.30%、弗素化合物をF換算値で0.03〜0.20%、を含有し、Fe酸化物のFeO換算値で0.4%以下とし、残部は主に鉄粉、合金剤、脱酸剤および不可避的不純物からなることを特徴とする。
(もっと読む)
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
(もっと読む)
ステンレス鋼の多層盛溶接構造
【課題】 厚板の開先継手に開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を施工すると共に、溶接終了後の裏面側の溶接部分に残留する引張応力を圧縮応力に改善する。
【解決手段】 ステンレス鋼の端部に開先加工を施した継手部材1,2を相互に突き合わせて、消耗電極方式あるいは非消耗電極方式のパルスアーク溶接または直流アーク溶接により溶接ワイヤを溶融させて多層盛溶接部分を形成して継手部材を溶接したステンレス鋼の多層盛溶接構造において、開先裏面から前記継手部材の板厚の1/5ないし4/5の高さまでオーステナイト系の溶接ワイヤを溶融固化させて初期裏波溶接部を形成し、その後、開先上面までマルテンサイト系の溶接ワイヤを溶融固化させて開先裏面側の溶接部およびその近傍に圧縮応力を付与したことを特徴とするステンレス鋼の多層盛溶接構造。
(もっと読む)
溶接トーチの整備装置
【課題】 溶接ワイヤに形成された球状部分を2枚の切除刃により切除する場合に、刃先が互いに位置ずれするのを抑制してメンテナンスの頻度を低くし、溶接作業の効率を向上させる。
【解決手段】 第1切除刃10をケーシングの閉塞部材6の下側に配置する。第1切除刃10にアクチュエータ12を連結する。第2切除刃11を第1切除刃10の下側に配置する。第2切除刃11を支持部材27で下側から支持し、第1切除刃10の刃先10bと第2切除刃11の刃先11bとが厚み方向に離れないようにする。刃先10b、11bに切欠部10c、11cを形成する。アクチュエータ12の動力を歯車により第2切除刃11に伝達する。アクチュエータ12により、第1切除刃10及び第2切除刃11の相対位置を、溶接ワイヤセット用の隙間29が形成される位置と、セットされた溶接ワイヤの球状部分を切除する位置とに切り替える。
(もっと読む)
消耗電極式アーク溶接方法及びその装置
【課題】 フィラワイヤの送給開始時における送給速度を制御することにより、溶接作業全体の作業性を向上させ、良好な溶接品質を確保できるようにする。
【解決手段】 消耗電極ワイヤ7の先端を母材11に近接させ、消耗電極ワイヤ7の先端から母材11の表面に向けたアークを発生させる。そして、このアークによる発熱で母材11の溶接部位に溶融池12を形成する。次に、溶融池12に向けてフィラワイヤ10を送給し始めるときに、フィラワイヤ10の送給速度を最初は遅い速度に抑え、その後に正規の速度まで段階的に増速させる。このため、フィラワイヤ10の先端部が溶融池12の底部に接触するよりも十分に早い段階で、送給速度の遅いフィラワイヤ10内にフィラ電流を流すことができ、このときの通電加熱によりフィラワイヤ10の加熱温度を高めるようにする。
(もっと読む)
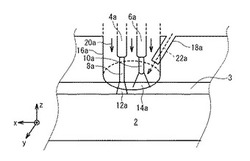
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 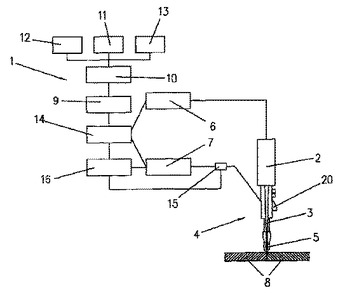 (もっと読む)
(もっと読む)
溶接装置
【課題】通常の単数トーチを使用した溶接と、2トーチを使用したタンデム溶接とを簡単に切換えることができ、溶接作業の作業能率化を達成することができる溶接装置を提供する。
【解決手段】産業用ロボット6のアーム10に付設されトーチへの溶接電流配線を接続し、溶接用ワイヤ等を供給する第1ケーブル13を接続するトーチ支持体12と、1本のトーチ1を有する単トーチユニット体2と、主トーチ3に連結されトーチへの溶接電流配線を接続し、溶接用ワイヤ等を供給する第2ケーブル22を接続する副トーチ4とを有する複トーチユニット体5とを備える。トーチ支持体12に装着された単トーチユニット体2のトーチ1を複トーチユニット体5の主トーチ3に、または複トーチユニット体5の主トーチ3を単トーチユニット体2のトーチ1に、交換可能とした。
(もっと読む)
141 - 160 / 165
[ Back to top ]