
溶接装置及び溶接方法
【課題】溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供する。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は溶接装置及び方法に関する。本発明は特に、狭開先溶接に適した溶接装置及び方法に関する。
【背景技術】
【0002】
狭開先を溶接するために様々な技術が開発されている。狭開先溶接は、広い開先を溶接する場合に比べて、(1)開先底部の溶込みの確保と、(2)ビード止端部の溶込み(濡れ性)の確保が難しい。
【0003】
特許文献1には、被溶接材の開先において、溶接トーチの位置を周期的にアーク軸方向に揺動させることによってアークの入熱密度分布を制御するアーク溶接方法が開示されている。
【0004】
特許文献2には、被溶接材の開先において、ワイヤの送給速度を周期的に変動させることによってアークの入熱密度分布を制御するアーク溶接方法が開示されている。
【0005】
特許文献3には、溶接トーチが備える偏心した給電チップを回転させることによってワイヤ先端を進行方向に対し後方に反転させる狭開先溶接方法が開示されている。
【0006】
特許文献4には、溶接トーチの先端部に備えられたメインノズルを用いて、溶融池を大気から保護する炭酸ガスを流すと共に、溶接トーチの外部に設けられた細径の添加ガスノズルを用いて、溶接トーチの先端部に形成されたアークの部分に向けて、少量の不活性ガスを局部噴射することで、溶滴移行形態をスパッタの少ないスプレー移行に制御するガスシールド溶接方法及び装置が開示されている。
【特許文献1】特開2000‐79470号公報
【特許文献2】特開2000‐79474号公報
【特許文献3】特開平5‐42370号公報
【特許文献4】特開2005‐177822号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
アークを機械的にオシレートしたり、アーク形状(長さ、広がり)を周期的に変化させることにより、開先底部の溶込み確保とビード止端部の溶込み確保を図ることができる。しかし、こうした溶接方法においては、機械の駆動速度やアークの応答速度に限界があり、溶接速度の増加とともにビード形状や溶込み形状が不安定になりやすい問題があった。
【0008】
本発明の目的は、溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供することである。
【課題を解決するための手段】
【0009】
以下に、[発明を実施するための最良の形態]で使用される番号を括弧付きで用いて、課題を解決するための手段を説明する。これらの番号は、[特許請求の範囲]の記載と[発明を実施するための最良の形態]との対応関係を明らかにするために付加されたものである。ただし、それらの番号を、[特許請求の範囲]に記載されている発明の技術的範囲の解釈に用いてはならない。
【0010】
本発明による溶接装置は、第1溶接チップ(4)と、第1溶接チップ(4)に対して所定位置に配置される第2溶接チップ(6)と、第1溶接チップ(4)を用いて生成される第1アーク(12)に第1ガス(20)を供給する第1ガス供給部と、第2溶接チップ(6)を用いて生成される第2アーク(14)に第1ガス(20)と種類の異なる、即ち成分の異なる第2ガス(22)を供給する第2ガス供給部とを備える。
【0011】
本発明による溶接装置は、第1アーク(12)と第2アーク(14)とが同時に供給されるように第1溶接チップ(4)と第2溶接チップ(6)とを制御する制御部を備える。
【0012】
本発明による溶接装置において、第1アーク(12)と第2アーク(14)とは母材(2)に単一の溶融池を形成する。
【0013】
本発明による溶接装置において、第1溶接チップ(4)に取り付けられるワイヤ(8)と第2溶接チップ(6)に取り付けられるワイヤ(10)との最短距離は20mm以下である。
【0014】
本発明による溶接装置において、第1溶接チップ(4)は第2溶接チップ(6)に対して第1軸正方向に隣接する。溶接装置は、第1溶接チップ(4)と第2溶接チップ(6)とを第1軸方向に移動させる駆動部を備える。
【0015】
本発明による溶接装置において、駆動部は第1溶接チップ(4)と第2溶接チップ(6)とを第1軸正方向に移動する。第2ガス(22)は、第1ガス(20)よりもアークを広げる性質を有する。
【0016】
本発明による溶接装置において、第1ガス(20)は炭酸ガスである。
【0017】
本発明による溶接装置において、第2ガス(22)はアルゴンガスである。
【0018】
本発明による溶接装置において、第1ガス供給部は第1ガス(20a)を第1アーク(12a)の方向に導く第1ノズル(16a)を備え、第1溶接チップ(4a)と第2溶接チップ(6a)とは第1ノズル(16a)の内部に配置され、第2ガス供給部は第1ノズル(16a)の側面を貫通する第2ノズル(18a)によって第2ガス(22a)を第2アーク(14a)の方向に導く。
【0019】
本発明による溶接装置において、第1ガス(20)の流路と第2ノズル(18)の先端付近における第2ガス(22)の流路との相対角度は60度以下である
【0020】
本発明による溶接装置において、第2ノズル(18a)の内径は、第1ノズル(16a)によって形成される流れに垂直な方向における第1溶接チップ(4a)の中心軸と第2ノズル(18a)の先端との距離の10分の1よりも大きい。
【0021】
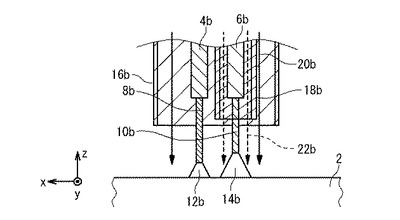
本発明による溶接装置において、第1ガス供給部は第1ガス(20b)を第1アーク(12b)の方向に導く第1ノズル(16b)を備え、第1溶接チップ(4b)は第1ノズル(16b)の内部に配置される。第2ガス供給部は第1ノズル(16b)の内部に配置され第2ガス(22b)を第2アーク(14b)の方向に導く第2ノズル(18b)を備え、第2溶接チップ(6b)は第2ノズル(18b)の内部に配置される。
【0022】
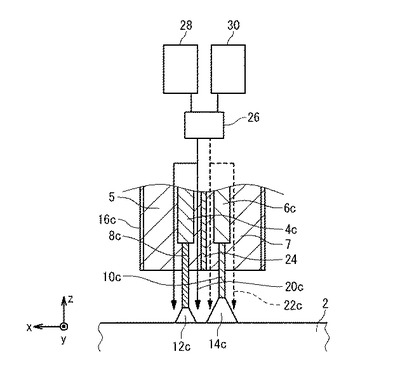
本発明による溶接装置は、内部が仕切板によって第1流路(5)と第2流路(7)とに二等分されたノズル(16c)を備える。第1ガス供給部は第1流路(5)によって第1ガス(20c)を第1アーク(12c)の方向に導く。第2ガス供給部は第2流路(7)によって第2ガス(22c)を第2アーク(14c)の方向に導く。
【0023】
本発明による溶接装置は、第1ガス(20c)の供給先と第2ガス(22c)の供給先とを反対に切り換える切換部(26)を備える。
【0024】
本発明による溶接方法は、第1ワイヤ(8)と母材(2)との間に第1アーク(12)を生成するステップと、第1ワイヤ(8)に対して第1軸正方向に配置された第2ワイヤ(10)と母材(2)との間に第2アーク(14)を生成するステップと、第1アーク(12)に対して第1ガス(20)を供給するステップと、第2アーク(14)に対して第1ガス(20)と種類の異なる第2ガス(22)を供給するステップと、第1ワイヤ(8)と第2ワイヤ(10)とを第1軸方向に移動するステップとを備える。
【発明の効果】
【0025】
本発明によれば、溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法が提供される。
【発明を実施するための最良の形態】
【0026】
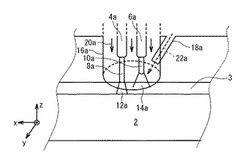
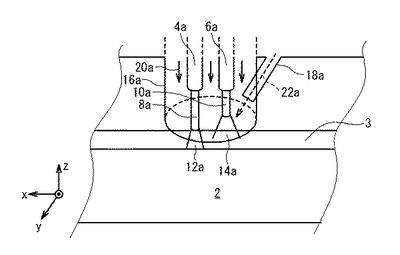
以下、図面を参照しながら本発明を実施するための最良の形態について説明する。図1は実施の第1形態における溶接装置のトーチの構成を示す斜視図、図2は断面図である。母材2の表面はxy平面に水平な方向に延長している。母材2は、表面に開口しx軸方向に延長する開先3を有する。開先3を溶接するためのトーチは、第1ノズル16aを備える。第1ノズル16aは、中心軸を中心として概ね円筒形、あるいは長円筒形(中心軸に垂直な断面が長円形)の中空の筒である。第1ノズル16aの、溶接時に母材2に向けられる側の端部は開放端である。以後、この端部を溶接トーチ先端と呼ぶ。
【0027】
第1ノズル16aの内部には、第1溶接チップ4aが配置される。第1溶接チップ4aの中心軸と第1ノズル16aの中心軸とは平行である。第1ノズル16aの内部には更に、第2溶接チップ6aが配置される。第2溶接チップ6aの中心軸と第1ノズル16aの中心軸とは平行である。第1溶接チップ4aと第2溶接チップ6aとを結ぶ線は、第1ノズル16aが円筒形の場合は中心軸を法線とする断面の直径上に位置し、第1ノズル16aが長円筒形の場合は中心軸を法線とする断面の長径上に位置する。第1溶接チップ4aと第2溶接チップ6aとして形状・材質等が同一の種類の溶接チップを用いることが可能である。
【0028】
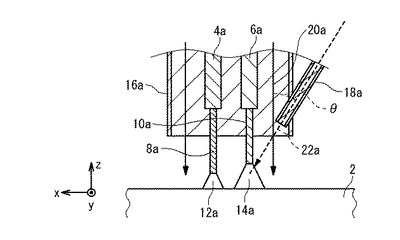
第1ノズル16aの側面には、第2ノズル18aが設置される。第2ノズル18aは、第1ノズル16aの外部に設置されるガス貯蔵部と第1ノズル16aの内部の空間とを連通する。第2ノズル18aの先端部は第1ノズル16aの内部に開口している。その開口は、第1ノズル16aの中心に対して第2溶接チップ6に近い方向に配置される。第2ノズル18aの先端付近の流路を延長した線は、第2溶接チップ6aを溶接トーチ先端の方向に延長した線と重なる。その重なる点は、溶接時に溶接チップ6aを用いて生成されるアークの位置である。こうした構成の溶接トーチは、既存のノズルを第1ノズル16aとして用い、それに第2ノズル18aを取り付ける加工を施すことによって製造することができ、製造の容易さの面で好ましい。
【0029】
溶接トーチは、溶接トーチ先端に向かって第1ノズル16aの内部に第1ガスを流すための第1ガス供給装置に接続される。第1ガスは、アークをあまり広げずにアークを凝縮・集中する性質を有するガスであり、炭酸ガスが例示される。以後、このようなガスを活性ガスと呼ぶ。溶接トーチは更に、第1ノズル16aの内部の開口に向かって第2ノズル18aの内部に第2ガスを流すための第2ガス供給装置に接続される。第2ガスは、第1ガスよりもアークを広げる性質を有するガスであり、アルゴン、ヘリウムが例示される。以後、このようなガスを不活性ガスと呼ぶ。
【0030】
溶接トーチは、手動で用いることもできるが、好ましくは溶接トーチを自動的に移動させる駆動部を備えた自動溶接装置に取り付けられて使用される。駆動部は、第1溶接チップ4と第2溶接チップ6とを結ぶ線の方向、図1、2においてはx軸方向に、溶接トーチを移動させる。
【0031】
こうした構成を備えた溶接トーチを用いて溶接が行われる。まず母材2の開先が所定位置に設置される。この開先は例えば狭開先であり、かつより深い(母材2の表面から遠い)場所ほど開先の幅は狭い。溶接トーチが、溶接トーチ先端を開先3の方向に向けてセットされる。その際、第1溶接チップ4aと第2溶接チップ6aとを結ぶ線が開先3の延長方向と平行になるようにセットされる。第1溶接チップ4aから母材2に向かって第1ワイヤ8aが供給される。第2溶接チップ6aから母材2に向かって第2ワイヤ10aが供給される。第1溶接チップ4aと第2溶接チップ6aとにそれぞれ電流が供給される。第1ワイヤ8aと開先3との間に第1アーク12aが発生する。第2ワイヤ10aと開先3との間に第2アーク14aが発生する。
【0032】
第1ノズル16aから母材の方向に活性ガスである第1ガス20aが供給される。この第1ガス20aによって、第1アーク12aが凝縮・集中する。第2ノズル18aから第2アーク14aの方向に第2ガス22aが供給される。第2ガス22aは、第1ガス20aの流れの中を斜めに横切って第2アーク14aの場所に到達する。この第2ガス22aによって、第2アーク14aが第1アーク12aよりも広がる。第2ガス22aが第2アーク14aにより一様に当たるために、第1ガス20の流れ方向に対する第2ノズル18aの先端付近における第2ガス22aの流路の角度θは60度以下であることが好ましい。
【0033】
第1アーク12aが狭く第2アーク14aが広いことにより、溶接トーチと母材2との距離、第1溶接チップ4と第2溶接チップ6に供給される電流などの制御条件を制御することによって、第1アーク12aが開先3の底部を、第2アーク14aが開先のより表面に近い浅い場所を溶接するように調節することが可能である。
【0034】
そのような調節がなされた状態で、駆動部は溶接トーチを動かす。動きの方向は、開先3の延長方向に平行、かつ第1溶接チップ4aが先行し、第2溶接チップ6aが後続する向きである。図1、2ではx軸正方向、すなわち図の右から左へ動く方向である。
【0035】
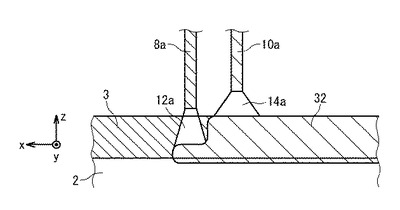
図3、4は溶接の動作の説明図である。図3には図2と同じ方向から見た開先3の断面図が描かれている。図4には開先3の延長方向かつ溶接トーチの進行の前方向から見た開先3の断面図が描かれている。第1アーク12aは凝縮・集中しており、開先3の底部の近くを溶接する。第2アーク14aは広がっており、開先3の浅い部分を溶接する。すなわち溶接トーチの移動に伴って、まず開先3の底部が、次いで開先3のより浅い部分が溶接された溶接部32となる。
【0036】
第1アーク12aと第2アーク14aとは単一の溶接池を形成することが好ましい。そのためには、第1ワイヤ8aと第2ワイヤ10aとの最短距離が20mm以下であることが好ましい。
【0037】
こうした溶接によれば、第1アーク12aによって開先底部の溶込みが確保される。更に、第1アーク12aによって予め加熱された部位が第2アーク14aによって広い幅で溶接されることにより、ビード止端部の溶込み(濡れ性)が確保される。
【0038】
濡れ性を向上させるために、アークの形状を経時的に変化させる溶接方法が知られている。本発明の溶接装置及び溶接方法によれば、アークの形状を経時的に変化させることなく、開先底部の溶込みとビード止端部の溶込みとが確保される。そのため、ビード形状や溶込み形状がより安定し、仕上がり品質の良い溶接が可能である。
【0039】
溶接トーチの移動方向が上記の反対にx軸の負方向、すなわち第2溶接チップ6aが先行し第1溶接チップ4aが後続する方向でも溶接することは可能である。その場合、第2アーク14aが開先3の浅い部分を先に溶融し、溶融部が開先3の底部に垂れることで、第1アーク12aによる底部の母材の溶融が妨げられる可能性がある。その可能性がある場合は、溶接トーチの移動方向はx軸の正方向であることが望ましい。
【0040】
次に、特許文献4の記載を援用して、第2ノズル18aの好適な直径について説明する。噴流理論に基づき、不活性ガスの噴射条件の設定を、図5、図6を用いて以下に説明する。図5(a)は、ポテンシャルコアを説明する図であり、図5(b)は、流速比に対するポテンシャルコア長さ/ノズル内径の比を示すグラフである。
【0041】
外部ノズル方式における不活性ガスの流れは、横風となるメインシールドガス(第1ガス20a)の流れを横切る形で、噴流となる不活性ガス(第2ガス22a)が流れ込む現象と考えることができる。横風U1の流れ方向をx軸とし、噴流U0の流れ方向をy軸とすると、横風U1を受ける噴流U0において、噴流ノズル出口(A−B)からある長さに渡ってポテンシャルコア(A−C−B)と呼ばれる領域Iがあり、この領域Iにおいては、ノズル出口(A−B)から出たガスは、横風U1による偏向や濃度拡散の少ない状態で横風U1を貫通する(図5(a)参照)。つまり、第2ノズル18aの先端から第2アーク14aまでの距離と同等以上のポテンシャルコア長さが得られれば、第2ガス22aを第2アーク14aに安定して供給できることを意味する。なお、図5(a)において、領域IIは、横風U1による偏向を受ける最大偏向領域であり、領域IIIは、横風U1により拡散される渦領域である。これらの領域II、IIIでは、第2ガス22aを第2アーク14aに安定して供給することが、難しい領域となる。又、線分ADは噴流の外側境界、線分BEは噴流の内側境界、線分OGは噴流の中心線を表し、ポテンシャルコア領域は、噴射条件により噴流軸OFに沿って伸縮する。
【0042】
ここで、第2ノズル18aのノズル内径をdとし、横風U1に対する噴流U0の流速比をαとして、ポテンシャルコアの長さξを内径dの比として、図5(b)のグラフに示した。図5(b)のグラフから、ポテンシャルコアの長さξは、「横風U1と噴流U0の流速比α」と「ノズル内径d」に依存していることがわかる。ここで、図5(b)中、黒丸のグラフはノズル内径dが大きい場合、白丸のグラフはノズル内径dが小さい場合、三角のグラフはノズル内径dがそれらの中間の場合を示す。図5(b)のグラフ中において、α=5〜10の範囲について、これらのパラメータの関係を概略関数近似すると以下の式となる。
ξ=1.3d・α1/2 (1)
【0043】
上記式(1)を用いて、横風U1と噴流U0の流速比α、ノズル内径dをパラメータとして、ポテンシャルコア長さξを計算した結果が図6(a)に示すグラフである。ここでは、標準的な第1ノズル16aの直径をDとして、ノズル内径d=1/10D、1/7D、1/5Dの場合について計算を行った。特許文献1におけるメインノズル16aの半径1/2D、つまり、メインノズル16aの端からアークまでの距離である1/2Dに代えて、本実施の形態においては第2ノズル18aの先端の開口端から第2アーク14aまでの距離を、必要なポテンシャルコア長さとすると、第2ノズル18の内径d=1/7Dのノズルで流速比6.5以上の場合に、必要なポテンシャルコア長さ1/2Dが得られることがわかる。
【0044】
更に、標準的な条件の横風流速、つまり、メインシールドガスの標準的な流速において(例えば、第1ノズル16の内径=20mm、第1ガス20の流量=20L/minの場合、第1ガス20の標準的な流速=1.1m/s)、不活性ガスの流量(噴流流量)を、流速比αと添加ガスノズル内径dをパラメータとして計算した結果が、図6(b)に示すグラフである。内径d=1/7Dの第2ノズル18aで流速比5.5以上の場合に、溶滴移行形態に必要なガス流量2.5L/min以上を満たすことがわかる。コスト的な側面から考えると、できるだけ少ない不活性ガスの流量で本発明の効果が得られることが望ましい。そのためには、第2ノズル18aの内径を小さくして、比較的高い流速比にすればよいが、小さすぎるノズル内径や大きすぎる流速比は、ポテンシャルコア領域が狭かったり、大気を巻き込んだりして、アーク部分のガスシールドが不十分になる可能性がある。従って、第1ノズル16aの内径が11mm程度の小さい場合も考慮した場合、第2ノズル18aの内径dの下限としては、少なくとも1/10D以上の内径が必要となる。又、第2ノズル18aの内径dの上限は、より大きい内径のものを用いてもよいが、ポテンシャルコア形成のための下限流速比を5とすると内径が大きいほど不活性ガスの必要流量が増加するため、不活性ガスの消費量を考慮した場合、1/4D程度までの内径が望ましい。
【0045】
上記計算より、不活性ガスの噴射条件としては、第2ノズル18aの内径d=1/7D、ガス流速比α=6.5以上の場合に、必要なポテンシャルコア長さと必要な不活性ガスの流量の両方を満足する。このような条件が満たされることが好ましい。
【0046】
第1ガス20aと第2ガス22aとの供給方法は反対でもよい。例えば、第1ワイヤ8aと第2ワイヤ10aとを収納する第1ノズル16aに不活性ガスが流され、第1アーク12aに対して第2ノズル18aに類似のノズルによって活性ガスが供給される構成でもよい。使用されるガスのコストの観点からは、図1、2の構成は、コストの大きい不活性ガス(例示:アルゴン)がコストの小さい活性ガス(例示:炭酸ガス)よりも少ない量で済み、好ましい。
【0047】
図7は、実施の第2形態における溶接トーチの構成を示す。本実施の形態における溶接トーチは、図1、2と比較して、第2ノズル18aが設けられていない。代わりに、第1ノズル16bの内部に収納され且つ第2溶接チップ6bを収納する中空の円筒である第2ノズル18bが設けられている。第2ノズル18bは、第2溶接チップ6と同軸である。第2ノズル18bの溶接トーチ先端の側の端部は開口している。第2ノズル18bは、溶接トーチ先端の方向に第2ガス22bを流すための第2ガス供給装置に接続される。
【0048】
こうした溶接トーチを用いた溶接は、実施の第1形態と同様に行われる。本実施の形態においては、第2ノズル18bが第2ワイヤ10b、第2アーク14bと同軸であるため、第2ガス22bが第2アーク14bの領域に均等に供給され、第2アーク14bの形状を安定させやすい。更に、第2ガス22bと第1ガス20bの流れが平行で流れの領域が分けられていることも、第2ガス22bが第2アーク14bの領域に均等に供給されることに寄与する。
【0049】
図8は、実施の第3形態における溶接トーチの構成を示す。本実施の形態における溶接トーチは、実施の第1形態と同じ第1ノズル16c、第1溶接チップ4c及び第2溶接チップ6cを備える。本実施の形態において、第1ノズル16cには仕切板24が設置される。仕切板24により、第1ノズル16cの内部の円筒形の空間は、第1チップ4cが収納される第1領域5と、第2チップ6cが収納される第2領域7とに仕切られる。第1ノズル16cの中心軸に垂直な方向の第1領域5の断面積と第2領域7の断面積とは等しい。好ましくは第1領域5と第2領域7とは鏡面対称である。
【0050】
第1領域5と第2領域7とには、第1ガス貯蔵部28に貯蔵される活性ガスと第2ガス貯蔵部29に貯蔵される不活性ガスとが切換部26を介して供給される。切換部26は、第1モードと第2モードとの2つのモードを有し、いずれか一方に設定される。
【0051】
第1モードにおいて、切換部26は第1ガス貯蔵部28の活性ガスを第1領域5に供給し、第2ガス貯蔵部29の不活性ガスを第2領域7に供給する。
第2モードにおいて、切換部26は第1ガス貯蔵部28の活性ガスを第2領域7に供給し、第2ガス貯蔵部29の不活性ガスを第1領域5に供給する。
【0052】
駆動部は、第1溶接チップ4cと第2溶接チップ6cとを結ぶ線に平行な方向、図8のx軸正に溶接トーチを動かす。駆動部は、第1溶接チップ4cが先行する向き、すなわちx軸正方向に溶接トーチを動かす第1動作モードと、第2溶接チップ6cが先行する向き、すなわちx軸負方向に溶接トーチを動かす第2動作モードとを取ることができる。駆動部が第1動作モードを取るとき、切換部26は第1モードを取るように自動制御される。駆動部が第2動作モードを取るとき、切換部26は第2モードを取るように自動制御される。
【0053】
駆動部は、第1動作モードに設定された状態において開先3の延長方向に沿って第1端部から第2端部まで往路の溶接を行う。第2動作モードに設定された状態において第2端部から第1端部まで復路の溶接を行う。この往復動作を、溶接が完了するまで行う。こうした動作により、実施の第1形態と同様に凝縮・集中したアークが先行し、広がったアークが後続して溶接が行われる。すなわち開先3の底部から溶融が行われるため、開先3が均質に溶接される。こうした溶接が往路と復路の両方で行われるため、溶接が短時間で行われる。
【図面の簡単な説明】
【0054】
【図1】図1は、溶接装置のトーチの構成を説明するための斜視図である。
【図2】図2は、溶接装置のトーチの構成を説明するための断面図である。
【図3】図3は、溶接の動作を説明するための図である。
【図4】図4は、溶接の動作を説明するための図である。
【図5】図5は、ポテンシャルコアを説明するための図である。
【図6】図6は、ポテンシャルコア長さξを計算した結果を示すグラフである。
【図7】図7は、溶接装置のトーチの構成を説明するための図である。
【図8】図8は、溶接装置のトーチの構成を説明するための図である。
【符号の説明】
【0055】
2…母材
3…開先
4…第1溶接チップ
6…第2溶接チップ
8…第1ワイヤ
10…第2ワイヤ
12…第1アーク
14…第2アーク
16…第1ノズル
18…第2ノズル
20…第1ガス
22…第2ガス
24…仕切板
26…切換部
28…第1ガス貯蔵部
29…第2ガス貯蔵部
30…開先
32…溶接部
【技術分野】
【0001】
本発明は溶接装置及び方法に関する。本発明は特に、狭開先溶接に適した溶接装置及び方法に関する。
【背景技術】
【0002】
狭開先を溶接するために様々な技術が開発されている。狭開先溶接は、広い開先を溶接する場合に比べて、(1)開先底部の溶込みの確保と、(2)ビード止端部の溶込み(濡れ性)の確保が難しい。
【0003】
特許文献1には、被溶接材の開先において、溶接トーチの位置を周期的にアーク軸方向に揺動させることによってアークの入熱密度分布を制御するアーク溶接方法が開示されている。
【0004】
特許文献2には、被溶接材の開先において、ワイヤの送給速度を周期的に変動させることによってアークの入熱密度分布を制御するアーク溶接方法が開示されている。
【0005】
特許文献3には、溶接トーチが備える偏心した給電チップを回転させることによってワイヤ先端を進行方向に対し後方に反転させる狭開先溶接方法が開示されている。
【0006】
特許文献4には、溶接トーチの先端部に備えられたメインノズルを用いて、溶融池を大気から保護する炭酸ガスを流すと共に、溶接トーチの外部に設けられた細径の添加ガスノズルを用いて、溶接トーチの先端部に形成されたアークの部分に向けて、少量の不活性ガスを局部噴射することで、溶滴移行形態をスパッタの少ないスプレー移行に制御するガスシールド溶接方法及び装置が開示されている。
【特許文献1】特開2000‐79470号公報
【特許文献2】特開2000‐79474号公報
【特許文献3】特開平5‐42370号公報
【特許文献4】特開2005‐177822号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
アークを機械的にオシレートしたり、アーク形状(長さ、広がり)を周期的に変化させることにより、開先底部の溶込み確保とビード止端部の溶込み確保を図ることができる。しかし、こうした溶接方法においては、機械の駆動速度やアークの応答速度に限界があり、溶接速度の増加とともにビード形状や溶込み形状が不安定になりやすい問題があった。
【0008】
本発明の目的は、溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供することである。
【課題を解決するための手段】
【0009】
以下に、[発明を実施するための最良の形態]で使用される番号を括弧付きで用いて、課題を解決するための手段を説明する。これらの番号は、[特許請求の範囲]の記載と[発明を実施するための最良の形態]との対応関係を明らかにするために付加されたものである。ただし、それらの番号を、[特許請求の範囲]に記載されている発明の技術的範囲の解釈に用いてはならない。
【0010】
本発明による溶接装置は、第1溶接チップ(4)と、第1溶接チップ(4)に対して所定位置に配置される第2溶接チップ(6)と、第1溶接チップ(4)を用いて生成される第1アーク(12)に第1ガス(20)を供給する第1ガス供給部と、第2溶接チップ(6)を用いて生成される第2アーク(14)に第1ガス(20)と種類の異なる、即ち成分の異なる第2ガス(22)を供給する第2ガス供給部とを備える。
【0011】
本発明による溶接装置は、第1アーク(12)と第2アーク(14)とが同時に供給されるように第1溶接チップ(4)と第2溶接チップ(6)とを制御する制御部を備える。
【0012】
本発明による溶接装置において、第1アーク(12)と第2アーク(14)とは母材(2)に単一の溶融池を形成する。
【0013】
本発明による溶接装置において、第1溶接チップ(4)に取り付けられるワイヤ(8)と第2溶接チップ(6)に取り付けられるワイヤ(10)との最短距離は20mm以下である。
【0014】
本発明による溶接装置において、第1溶接チップ(4)は第2溶接チップ(6)に対して第1軸正方向に隣接する。溶接装置は、第1溶接チップ(4)と第2溶接チップ(6)とを第1軸方向に移動させる駆動部を備える。
【0015】
本発明による溶接装置において、駆動部は第1溶接チップ(4)と第2溶接チップ(6)とを第1軸正方向に移動する。第2ガス(22)は、第1ガス(20)よりもアークを広げる性質を有する。
【0016】
本発明による溶接装置において、第1ガス(20)は炭酸ガスである。
【0017】
本発明による溶接装置において、第2ガス(22)はアルゴンガスである。
【0018】
本発明による溶接装置において、第1ガス供給部は第1ガス(20a)を第1アーク(12a)の方向に導く第1ノズル(16a)を備え、第1溶接チップ(4a)と第2溶接チップ(6a)とは第1ノズル(16a)の内部に配置され、第2ガス供給部は第1ノズル(16a)の側面を貫通する第2ノズル(18a)によって第2ガス(22a)を第2アーク(14a)の方向に導く。
【0019】
本発明による溶接装置において、第1ガス(20)の流路と第2ノズル(18)の先端付近における第2ガス(22)の流路との相対角度は60度以下である
【0020】
本発明による溶接装置において、第2ノズル(18a)の内径は、第1ノズル(16a)によって形成される流れに垂直な方向における第1溶接チップ(4a)の中心軸と第2ノズル(18a)の先端との距離の10分の1よりも大きい。
【0021】
本発明による溶接装置において、第1ガス供給部は第1ガス(20b)を第1アーク(12b)の方向に導く第1ノズル(16b)を備え、第1溶接チップ(4b)は第1ノズル(16b)の内部に配置される。第2ガス供給部は第1ノズル(16b)の内部に配置され第2ガス(22b)を第2アーク(14b)の方向に導く第2ノズル(18b)を備え、第2溶接チップ(6b)は第2ノズル(18b)の内部に配置される。
【0022】
本発明による溶接装置は、内部が仕切板によって第1流路(5)と第2流路(7)とに二等分されたノズル(16c)を備える。第1ガス供給部は第1流路(5)によって第1ガス(20c)を第1アーク(12c)の方向に導く。第2ガス供給部は第2流路(7)によって第2ガス(22c)を第2アーク(14c)の方向に導く。
【0023】
本発明による溶接装置は、第1ガス(20c)の供給先と第2ガス(22c)の供給先とを反対に切り換える切換部(26)を備える。
【0024】
本発明による溶接方法は、第1ワイヤ(8)と母材(2)との間に第1アーク(12)を生成するステップと、第1ワイヤ(8)に対して第1軸正方向に配置された第2ワイヤ(10)と母材(2)との間に第2アーク(14)を生成するステップと、第1アーク(12)に対して第1ガス(20)を供給するステップと、第2アーク(14)に対して第1ガス(20)と種類の異なる第2ガス(22)を供給するステップと、第1ワイヤ(8)と第2ワイヤ(10)とを第1軸方向に移動するステップとを備える。
【発明の効果】
【0025】
本発明によれば、溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法が提供される。
【発明を実施するための最良の形態】
【0026】
以下、図面を参照しながら本発明を実施するための最良の形態について説明する。図1は実施の第1形態における溶接装置のトーチの構成を示す斜視図、図2は断面図である。母材2の表面はxy平面に水平な方向に延長している。母材2は、表面に開口しx軸方向に延長する開先3を有する。開先3を溶接するためのトーチは、第1ノズル16aを備える。第1ノズル16aは、中心軸を中心として概ね円筒形、あるいは長円筒形(中心軸に垂直な断面が長円形)の中空の筒である。第1ノズル16aの、溶接時に母材2に向けられる側の端部は開放端である。以後、この端部を溶接トーチ先端と呼ぶ。
【0027】
第1ノズル16aの内部には、第1溶接チップ4aが配置される。第1溶接チップ4aの中心軸と第1ノズル16aの中心軸とは平行である。第1ノズル16aの内部には更に、第2溶接チップ6aが配置される。第2溶接チップ6aの中心軸と第1ノズル16aの中心軸とは平行である。第1溶接チップ4aと第2溶接チップ6aとを結ぶ線は、第1ノズル16aが円筒形の場合は中心軸を法線とする断面の直径上に位置し、第1ノズル16aが長円筒形の場合は中心軸を法線とする断面の長径上に位置する。第1溶接チップ4aと第2溶接チップ6aとして形状・材質等が同一の種類の溶接チップを用いることが可能である。
【0028】
第1ノズル16aの側面には、第2ノズル18aが設置される。第2ノズル18aは、第1ノズル16aの外部に設置されるガス貯蔵部と第1ノズル16aの内部の空間とを連通する。第2ノズル18aの先端部は第1ノズル16aの内部に開口している。その開口は、第1ノズル16aの中心に対して第2溶接チップ6に近い方向に配置される。第2ノズル18aの先端付近の流路を延長した線は、第2溶接チップ6aを溶接トーチ先端の方向に延長した線と重なる。その重なる点は、溶接時に溶接チップ6aを用いて生成されるアークの位置である。こうした構成の溶接トーチは、既存のノズルを第1ノズル16aとして用い、それに第2ノズル18aを取り付ける加工を施すことによって製造することができ、製造の容易さの面で好ましい。
【0029】
溶接トーチは、溶接トーチ先端に向かって第1ノズル16aの内部に第1ガスを流すための第1ガス供給装置に接続される。第1ガスは、アークをあまり広げずにアークを凝縮・集中する性質を有するガスであり、炭酸ガスが例示される。以後、このようなガスを活性ガスと呼ぶ。溶接トーチは更に、第1ノズル16aの内部の開口に向かって第2ノズル18aの内部に第2ガスを流すための第2ガス供給装置に接続される。第2ガスは、第1ガスよりもアークを広げる性質を有するガスであり、アルゴン、ヘリウムが例示される。以後、このようなガスを不活性ガスと呼ぶ。
【0030】
溶接トーチは、手動で用いることもできるが、好ましくは溶接トーチを自動的に移動させる駆動部を備えた自動溶接装置に取り付けられて使用される。駆動部は、第1溶接チップ4と第2溶接チップ6とを結ぶ線の方向、図1、2においてはx軸方向に、溶接トーチを移動させる。
【0031】
こうした構成を備えた溶接トーチを用いて溶接が行われる。まず母材2の開先が所定位置に設置される。この開先は例えば狭開先であり、かつより深い(母材2の表面から遠い)場所ほど開先の幅は狭い。溶接トーチが、溶接トーチ先端を開先3の方向に向けてセットされる。その際、第1溶接チップ4aと第2溶接チップ6aとを結ぶ線が開先3の延長方向と平行になるようにセットされる。第1溶接チップ4aから母材2に向かって第1ワイヤ8aが供給される。第2溶接チップ6aから母材2に向かって第2ワイヤ10aが供給される。第1溶接チップ4aと第2溶接チップ6aとにそれぞれ電流が供給される。第1ワイヤ8aと開先3との間に第1アーク12aが発生する。第2ワイヤ10aと開先3との間に第2アーク14aが発生する。
【0032】
第1ノズル16aから母材の方向に活性ガスである第1ガス20aが供給される。この第1ガス20aによって、第1アーク12aが凝縮・集中する。第2ノズル18aから第2アーク14aの方向に第2ガス22aが供給される。第2ガス22aは、第1ガス20aの流れの中を斜めに横切って第2アーク14aの場所に到達する。この第2ガス22aによって、第2アーク14aが第1アーク12aよりも広がる。第2ガス22aが第2アーク14aにより一様に当たるために、第1ガス20の流れ方向に対する第2ノズル18aの先端付近における第2ガス22aの流路の角度θは60度以下であることが好ましい。
【0033】
第1アーク12aが狭く第2アーク14aが広いことにより、溶接トーチと母材2との距離、第1溶接チップ4と第2溶接チップ6に供給される電流などの制御条件を制御することによって、第1アーク12aが開先3の底部を、第2アーク14aが開先のより表面に近い浅い場所を溶接するように調節することが可能である。
【0034】
そのような調節がなされた状態で、駆動部は溶接トーチを動かす。動きの方向は、開先3の延長方向に平行、かつ第1溶接チップ4aが先行し、第2溶接チップ6aが後続する向きである。図1、2ではx軸正方向、すなわち図の右から左へ動く方向である。
【0035】
図3、4は溶接の動作の説明図である。図3には図2と同じ方向から見た開先3の断面図が描かれている。図4には開先3の延長方向かつ溶接トーチの進行の前方向から見た開先3の断面図が描かれている。第1アーク12aは凝縮・集中しており、開先3の底部の近くを溶接する。第2アーク14aは広がっており、開先3の浅い部分を溶接する。すなわち溶接トーチの移動に伴って、まず開先3の底部が、次いで開先3のより浅い部分が溶接された溶接部32となる。
【0036】
第1アーク12aと第2アーク14aとは単一の溶接池を形成することが好ましい。そのためには、第1ワイヤ8aと第2ワイヤ10aとの最短距離が20mm以下であることが好ましい。
【0037】
こうした溶接によれば、第1アーク12aによって開先底部の溶込みが確保される。更に、第1アーク12aによって予め加熱された部位が第2アーク14aによって広い幅で溶接されることにより、ビード止端部の溶込み(濡れ性)が確保される。
【0038】
濡れ性を向上させるために、アークの形状を経時的に変化させる溶接方法が知られている。本発明の溶接装置及び溶接方法によれば、アークの形状を経時的に変化させることなく、開先底部の溶込みとビード止端部の溶込みとが確保される。そのため、ビード形状や溶込み形状がより安定し、仕上がり品質の良い溶接が可能である。
【0039】
溶接トーチの移動方向が上記の反対にx軸の負方向、すなわち第2溶接チップ6aが先行し第1溶接チップ4aが後続する方向でも溶接することは可能である。その場合、第2アーク14aが開先3の浅い部分を先に溶融し、溶融部が開先3の底部に垂れることで、第1アーク12aによる底部の母材の溶融が妨げられる可能性がある。その可能性がある場合は、溶接トーチの移動方向はx軸の正方向であることが望ましい。
【0040】
次に、特許文献4の記載を援用して、第2ノズル18aの好適な直径について説明する。噴流理論に基づき、不活性ガスの噴射条件の設定を、図5、図6を用いて以下に説明する。図5(a)は、ポテンシャルコアを説明する図であり、図5(b)は、流速比に対するポテンシャルコア長さ/ノズル内径の比を示すグラフである。
【0041】
外部ノズル方式における不活性ガスの流れは、横風となるメインシールドガス(第1ガス20a)の流れを横切る形で、噴流となる不活性ガス(第2ガス22a)が流れ込む現象と考えることができる。横風U1の流れ方向をx軸とし、噴流U0の流れ方向をy軸とすると、横風U1を受ける噴流U0において、噴流ノズル出口(A−B)からある長さに渡ってポテンシャルコア(A−C−B)と呼ばれる領域Iがあり、この領域Iにおいては、ノズル出口(A−B)から出たガスは、横風U1による偏向や濃度拡散の少ない状態で横風U1を貫通する(図5(a)参照)。つまり、第2ノズル18aの先端から第2アーク14aまでの距離と同等以上のポテンシャルコア長さが得られれば、第2ガス22aを第2アーク14aに安定して供給できることを意味する。なお、図5(a)において、領域IIは、横風U1による偏向を受ける最大偏向領域であり、領域IIIは、横風U1により拡散される渦領域である。これらの領域II、IIIでは、第2ガス22aを第2アーク14aに安定して供給することが、難しい領域となる。又、線分ADは噴流の外側境界、線分BEは噴流の内側境界、線分OGは噴流の中心線を表し、ポテンシャルコア領域は、噴射条件により噴流軸OFに沿って伸縮する。
【0042】
ここで、第2ノズル18aのノズル内径をdとし、横風U1に対する噴流U0の流速比をαとして、ポテンシャルコアの長さξを内径dの比として、図5(b)のグラフに示した。図5(b)のグラフから、ポテンシャルコアの長さξは、「横風U1と噴流U0の流速比α」と「ノズル内径d」に依存していることがわかる。ここで、図5(b)中、黒丸のグラフはノズル内径dが大きい場合、白丸のグラフはノズル内径dが小さい場合、三角のグラフはノズル内径dがそれらの中間の場合を示す。図5(b)のグラフ中において、α=5〜10の範囲について、これらのパラメータの関係を概略関数近似すると以下の式となる。
ξ=1.3d・α1/2 (1)
【0043】
上記式(1)を用いて、横風U1と噴流U0の流速比α、ノズル内径dをパラメータとして、ポテンシャルコア長さξを計算した結果が図6(a)に示すグラフである。ここでは、標準的な第1ノズル16aの直径をDとして、ノズル内径d=1/10D、1/7D、1/5Dの場合について計算を行った。特許文献1におけるメインノズル16aの半径1/2D、つまり、メインノズル16aの端からアークまでの距離である1/2Dに代えて、本実施の形態においては第2ノズル18aの先端の開口端から第2アーク14aまでの距離を、必要なポテンシャルコア長さとすると、第2ノズル18の内径d=1/7Dのノズルで流速比6.5以上の場合に、必要なポテンシャルコア長さ1/2Dが得られることがわかる。
【0044】
更に、標準的な条件の横風流速、つまり、メインシールドガスの標準的な流速において(例えば、第1ノズル16の内径=20mm、第1ガス20の流量=20L/minの場合、第1ガス20の標準的な流速=1.1m/s)、不活性ガスの流量(噴流流量)を、流速比αと添加ガスノズル内径dをパラメータとして計算した結果が、図6(b)に示すグラフである。内径d=1/7Dの第2ノズル18aで流速比5.5以上の場合に、溶滴移行形態に必要なガス流量2.5L/min以上を満たすことがわかる。コスト的な側面から考えると、できるだけ少ない不活性ガスの流量で本発明の効果が得られることが望ましい。そのためには、第2ノズル18aの内径を小さくして、比較的高い流速比にすればよいが、小さすぎるノズル内径や大きすぎる流速比は、ポテンシャルコア領域が狭かったり、大気を巻き込んだりして、アーク部分のガスシールドが不十分になる可能性がある。従って、第1ノズル16aの内径が11mm程度の小さい場合も考慮した場合、第2ノズル18aの内径dの下限としては、少なくとも1/10D以上の内径が必要となる。又、第2ノズル18aの内径dの上限は、より大きい内径のものを用いてもよいが、ポテンシャルコア形成のための下限流速比を5とすると内径が大きいほど不活性ガスの必要流量が増加するため、不活性ガスの消費量を考慮した場合、1/4D程度までの内径が望ましい。
【0045】
上記計算より、不活性ガスの噴射条件としては、第2ノズル18aの内径d=1/7D、ガス流速比α=6.5以上の場合に、必要なポテンシャルコア長さと必要な不活性ガスの流量の両方を満足する。このような条件が満たされることが好ましい。
【0046】
第1ガス20aと第2ガス22aとの供給方法は反対でもよい。例えば、第1ワイヤ8aと第2ワイヤ10aとを収納する第1ノズル16aに不活性ガスが流され、第1アーク12aに対して第2ノズル18aに類似のノズルによって活性ガスが供給される構成でもよい。使用されるガスのコストの観点からは、図1、2の構成は、コストの大きい不活性ガス(例示:アルゴン)がコストの小さい活性ガス(例示:炭酸ガス)よりも少ない量で済み、好ましい。
【0047】
図7は、実施の第2形態における溶接トーチの構成を示す。本実施の形態における溶接トーチは、図1、2と比較して、第2ノズル18aが設けられていない。代わりに、第1ノズル16bの内部に収納され且つ第2溶接チップ6bを収納する中空の円筒である第2ノズル18bが設けられている。第2ノズル18bは、第2溶接チップ6と同軸である。第2ノズル18bの溶接トーチ先端の側の端部は開口している。第2ノズル18bは、溶接トーチ先端の方向に第2ガス22bを流すための第2ガス供給装置に接続される。
【0048】
こうした溶接トーチを用いた溶接は、実施の第1形態と同様に行われる。本実施の形態においては、第2ノズル18bが第2ワイヤ10b、第2アーク14bと同軸であるため、第2ガス22bが第2アーク14bの領域に均等に供給され、第2アーク14bの形状を安定させやすい。更に、第2ガス22bと第1ガス20bの流れが平行で流れの領域が分けられていることも、第2ガス22bが第2アーク14bの領域に均等に供給されることに寄与する。
【0049】
図8は、実施の第3形態における溶接トーチの構成を示す。本実施の形態における溶接トーチは、実施の第1形態と同じ第1ノズル16c、第1溶接チップ4c及び第2溶接チップ6cを備える。本実施の形態において、第1ノズル16cには仕切板24が設置される。仕切板24により、第1ノズル16cの内部の円筒形の空間は、第1チップ4cが収納される第1領域5と、第2チップ6cが収納される第2領域7とに仕切られる。第1ノズル16cの中心軸に垂直な方向の第1領域5の断面積と第2領域7の断面積とは等しい。好ましくは第1領域5と第2領域7とは鏡面対称である。
【0050】
第1領域5と第2領域7とには、第1ガス貯蔵部28に貯蔵される活性ガスと第2ガス貯蔵部29に貯蔵される不活性ガスとが切換部26を介して供給される。切換部26は、第1モードと第2モードとの2つのモードを有し、いずれか一方に設定される。
【0051】
第1モードにおいて、切換部26は第1ガス貯蔵部28の活性ガスを第1領域5に供給し、第2ガス貯蔵部29の不活性ガスを第2領域7に供給する。
第2モードにおいて、切換部26は第1ガス貯蔵部28の活性ガスを第2領域7に供給し、第2ガス貯蔵部29の不活性ガスを第1領域5に供給する。
【0052】
駆動部は、第1溶接チップ4cと第2溶接チップ6cとを結ぶ線に平行な方向、図8のx軸正に溶接トーチを動かす。駆動部は、第1溶接チップ4cが先行する向き、すなわちx軸正方向に溶接トーチを動かす第1動作モードと、第2溶接チップ6cが先行する向き、すなわちx軸負方向に溶接トーチを動かす第2動作モードとを取ることができる。駆動部が第1動作モードを取るとき、切換部26は第1モードを取るように自動制御される。駆動部が第2動作モードを取るとき、切換部26は第2モードを取るように自動制御される。
【0053】
駆動部は、第1動作モードに設定された状態において開先3の延長方向に沿って第1端部から第2端部まで往路の溶接を行う。第2動作モードに設定された状態において第2端部から第1端部まで復路の溶接を行う。この往復動作を、溶接が完了するまで行う。こうした動作により、実施の第1形態と同様に凝縮・集中したアークが先行し、広がったアークが後続して溶接が行われる。すなわち開先3の底部から溶融が行われるため、開先3が均質に溶接される。こうした溶接が往路と復路の両方で行われるため、溶接が短時間で行われる。
【図面の簡単な説明】
【0054】
【図1】図1は、溶接装置のトーチの構成を説明するための斜視図である。
【図2】図2は、溶接装置のトーチの構成を説明するための断面図である。
【図3】図3は、溶接の動作を説明するための図である。
【図4】図4は、溶接の動作を説明するための図である。
【図5】図5は、ポテンシャルコアを説明するための図である。
【図6】図6は、ポテンシャルコア長さξを計算した結果を示すグラフである。
【図7】図7は、溶接装置のトーチの構成を説明するための図である。
【図8】図8は、溶接装置のトーチの構成を説明するための図である。
【符号の説明】
【0055】
2…母材
3…開先
4…第1溶接チップ
6…第2溶接チップ
8…第1ワイヤ
10…第2ワイヤ
12…第1アーク
14…第2アーク
16…第1ノズル
18…第2ノズル
20…第1ガス
22…第2ガス
24…仕切板
26…切換部
28…第1ガス貯蔵部
29…第2ガス貯蔵部
30…開先
32…溶接部
【特許請求の範囲】
【請求項1】
第1溶接チップと、
前記第1溶接チップに対して所定位置に配置される第2溶接チップと、
前記第1溶接チップを用いて生成される第1アークに第1ガスを供給する第1ガス供給部と、
前記第2溶接チップを用いて生成される第2アークに前記第1ガスと種類の異なる第2ガスを供給する第2ガス供給部
とを具備する
溶接装置。
【請求項2】
請求項1に記載された溶接装置であって、
更に、前記第1アークと前記第2アークとが同時に供給されるように前記第1溶接チップと前記第2溶接チップとを制御する制御部
を具備する
溶接装置。
【請求項3】
請求項1又は2に記載された溶接装置であって、
前記第1アークと前記第2アークとは母材に単一の溶融池を形成する
溶接装置。
【請求項4】
請求項1乃至3に記載された溶接装置であって、
前記第1溶接チップに取り付けられるワイヤと前記第2溶接チップに取り付けられるワイヤとの最短距離は20mm以下である
溶接装置。
【請求項5】
請求項4に記載された溶接装置であって、
前記第1溶接チップは前記第2溶接チップに対して第1軸正方向に隣接し、
更に、前記前記第1溶接チップと前記第2溶接チップとを前記第1軸方向に移動させる駆動部
を具備する
溶接装置。
【請求項6】
請求項5に記載された溶接装置であって、
前記駆動部は前記前記第1溶接チップと前記第2溶接チップとを前記第1軸正方向に移動し、
前記第2ガスは、前記第1ガスよりもアークを広げる性質を有する
溶接装置。
【請求項7】
請求項6に記載された溶接装置であって、
前記第1ガスは炭酸ガスである
溶接装置。
【請求項8】
請求項6又は7に記載された溶接装置であって、
前記第2ガスはアルゴンガスである
溶接装置。
【請求項9】
請求項1乃至8に記載された溶接装置であって、
前記第1ガス供給部は前記第1ガスを前記第1アークの方向に導く第1ノズルを備え、前記第1溶接チップと前記第2溶接チップとは前記第1ノズルの内部に配置され、
前記第2ガス供給部は前記第1ノズルの側面を貫通する第2ノズルによって前記第2ガスを前記第2アークの方向に導く
溶接装置。
【請求項10】
請求項9に記載された溶接装置であって、
前記第1ガスの流路と前記第2ノズルの先端付近における前記第2ガスの流路との相対角度は60度以下である
溶接装置。
【請求項11】
請求項9又は10に記載された溶接装置であって、
前記第2ノズルの内径は、前記第1ノズルによって形成される流れに垂直な方向における前記第1溶接チップの中心軸と前記第2ノズルの先端との距離の10分の1よりも大きい
溶接装置。
【請求項12】
請求項1乃至8に記載された溶接装置であって、
前記第1ガス供給部は前記第1ガスを前記第1アークの方向に導く第1ノズルを備え、前記第1溶接チップは前記第1ノズルの内部に配置され、
前記第2ガス供給部は前記第1ノズルの内部に配置され前記第2ガスを前記第2アークの方向に導く第2ノズルを備え、前記第2溶接チップは前記第2ノズルの内部に配置される
溶接装置。
【請求項13】
請求項1乃至8に記載された溶接装置であって、
更に、内部が仕切板によって第1流路と第2流路とに二等分されたノズルを備え、
前記第1ガス供給部は前記第1流路によって前記第1ガスを前記第1アークの方向に導き、
前記第2ガス供給部は前記第2流路によって前記第2ガスを前記第2アークの方向に導く
溶接装置。
【請求項14】
請求項13に記載された溶接装置であって、
更に、前記第1ガスの供給先と前記第2ガスの供給先とを反対に切り換える切換部
を具備する
溶接装置。
【請求項15】
第1ワイヤと母材との間に第1アークを生成するステップと、
前記第1ワイヤに対して第1軸正方向に配置された第2ワイヤと前記母材との間に第2アークを生成するステップと、
前記第1アークに対して第1ガスを供給するステップと、
前記第2アークに対して前記第1ガスと種類の異なる第2ガスを供給するステップと、
前記第1ワイヤと前記第2ワイヤとを前記第1軸方向に移動するステップ
とを具備する
溶接方法。
【請求項1】
第1溶接チップと、
前記第1溶接チップに対して所定位置に配置される第2溶接チップと、
前記第1溶接チップを用いて生成される第1アークに第1ガスを供給する第1ガス供給部と、
前記第2溶接チップを用いて生成される第2アークに前記第1ガスと種類の異なる第2ガスを供給する第2ガス供給部
とを具備する
溶接装置。
【請求項2】
請求項1に記載された溶接装置であって、
更に、前記第1アークと前記第2アークとが同時に供給されるように前記第1溶接チップと前記第2溶接チップとを制御する制御部
を具備する
溶接装置。
【請求項3】
請求項1又は2に記載された溶接装置であって、
前記第1アークと前記第2アークとは母材に単一の溶融池を形成する
溶接装置。
【請求項4】
請求項1乃至3に記載された溶接装置であって、
前記第1溶接チップに取り付けられるワイヤと前記第2溶接チップに取り付けられるワイヤとの最短距離は20mm以下である
溶接装置。
【請求項5】
請求項4に記載された溶接装置であって、
前記第1溶接チップは前記第2溶接チップに対して第1軸正方向に隣接し、
更に、前記前記第1溶接チップと前記第2溶接チップとを前記第1軸方向に移動させる駆動部
を具備する
溶接装置。
【請求項6】
請求項5に記載された溶接装置であって、
前記駆動部は前記前記第1溶接チップと前記第2溶接チップとを前記第1軸正方向に移動し、
前記第2ガスは、前記第1ガスよりもアークを広げる性質を有する
溶接装置。
【請求項7】
請求項6に記載された溶接装置であって、
前記第1ガスは炭酸ガスである
溶接装置。
【請求項8】
請求項6又は7に記載された溶接装置であって、
前記第2ガスはアルゴンガスである
溶接装置。
【請求項9】
請求項1乃至8に記載された溶接装置であって、
前記第1ガス供給部は前記第1ガスを前記第1アークの方向に導く第1ノズルを備え、前記第1溶接チップと前記第2溶接チップとは前記第1ノズルの内部に配置され、
前記第2ガス供給部は前記第1ノズルの側面を貫通する第2ノズルによって前記第2ガスを前記第2アークの方向に導く
溶接装置。
【請求項10】
請求項9に記載された溶接装置であって、
前記第1ガスの流路と前記第2ノズルの先端付近における前記第2ガスの流路との相対角度は60度以下である
溶接装置。
【請求項11】
請求項9又は10に記載された溶接装置であって、
前記第2ノズルの内径は、前記第1ノズルによって形成される流れに垂直な方向における前記第1溶接チップの中心軸と前記第2ノズルの先端との距離の10分の1よりも大きい
溶接装置。
【請求項12】
請求項1乃至8に記載された溶接装置であって、
前記第1ガス供給部は前記第1ガスを前記第1アークの方向に導く第1ノズルを備え、前記第1溶接チップは前記第1ノズルの内部に配置され、
前記第2ガス供給部は前記第1ノズルの内部に配置され前記第2ガスを前記第2アークの方向に導く第2ノズルを備え、前記第2溶接チップは前記第2ノズルの内部に配置される
溶接装置。
【請求項13】
請求項1乃至8に記載された溶接装置であって、
更に、内部が仕切板によって第1流路と第2流路とに二等分されたノズルを備え、
前記第1ガス供給部は前記第1流路によって前記第1ガスを前記第1アークの方向に導き、
前記第2ガス供給部は前記第2流路によって前記第2ガスを前記第2アークの方向に導く
溶接装置。
【請求項14】
請求項13に記載された溶接装置であって、
更に、前記第1ガスの供給先と前記第2ガスの供給先とを反対に切り換える切換部
を具備する
溶接装置。
【請求項15】
第1ワイヤと母材との間に第1アークを生成するステップと、
前記第1ワイヤに対して第1軸正方向に配置された第2ワイヤと前記母材との間に第2アークを生成するステップと、
前記第1アークに対して第1ガスを供給するステップと、
前記第2アークに対して前記第1ガスと種類の異なる第2ガスを供給するステップと、
前記第1ワイヤと前記第2ワイヤとを前記第1軸方向に移動するステップ
とを具備する
溶接方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−152404(P2007−152404A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−351910(P2005−351910)
【出願日】平成17年12月6日(2005.12.6)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月6日(2005.12.6)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]