
Fターム[4E001DD01]の内容
Fターム[4E001DD01]の下位に属するFターム
Fターム[4E001DD01]に分類される特許
1 - 20 / 75
バックシールド溶接方法およびこれを用いた溶接構造物
MIG溶接継手構造
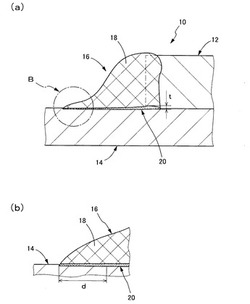
【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
プラズマ切断方法

【課題】切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
(もっと読む)
溶接方法及び装置
【課題】溶加棒なしでも溶接を行うことが可能となる溶接方法及び装置を提供すると共に溶接作業及び作業工程にかかる費用のコストダウンを図る。
【解決手段】開先を突き合わせた2つの筒状の被溶接部材の一端を固定でき、且つ、回転機構を有した被溶接部材の回転機構と、もう一端に2つの被溶接部材の開先突き合わせ部に力を付加する軸力の付加機構を取り付け、被溶接部材の反トーチ側の溶接部近傍を把持し、被溶接部材トーチ側及び反トーチ側の溶接部に、シールドガスを密封する空間を作る圧力壁を形成し、圧力壁内の圧力をPID制御しつつ、溶接を行う。
(もっと読む)
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
溶接方法および構造物
【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
TIG溶接方法およびその装置
【課題】より高いアスペクト比の溶接部断面形状を得ることができ、更に溶接アークの放射熱により永久磁石が過熱することを防止できるTIG溶接方法およびその装置を提供する。
【解決手段】被接合物5と溶接トーチ3の電極4との間にアーク放電させて溶接アーク8を発生させ、永久磁石7により溶接アーク8の周囲に磁界を発生させ、磁界と電流との電磁気的相互作用により生じる電磁力を、被接合物5の溶融部17に作用させ、接合するTIG溶接方法において、永久磁石7を溶接トーチ3の電極4の周囲に配列し、永久磁石7を移動して磁界を変動させることにより溶融部17にかかる対流駆動力を変化させて溶接することを特徴とするTIG溶接方法。
(もっと読む)
金属製可撓管の製造方法
【課題】ブレードを容易に形付け、切断及び溶接して金属製可撓管を製造することのできる方法の提供。
【解決手段】ベローズ4の外周側にブレード5を配置する。係止リング6をベローズ4及びブレード5間に介在させる。係止リング6をベローズ4の端部の谷部3aに係止する。押えリング7をブレード5の端部の外周側に配置する。ブレード5の端部を係止リング6よりも中心軸方向で外側に突出する長さに設定する。押えリング7を支持具11で支持する。ベローズ4の端部を押圧具12で中心軸方向に押圧して、ベローズ4の端部を押し潰す。これと同時に、ブレード5の端部を係止リング6の外面形状に沿わせるよう形付けする。ベローズ4の端部を押圧したまま、ブレード5の端部を溶断して余剰部分を除去する。これと同時に、ブレード5を係止リング6及び押えリング7に溶接する。
(もっと読む)
溶接後工程の制御方法
【課題】溶接プロセスおよび特に必要な保守手順、並びに、それらをより効率的にする。
【解決手段】
本発明のガスノズル2のプロセス制御の方法では、溶接プロセスの保守手順が所定の時間またはセンサによって検出されるプロセスパラメータに基づいて開始され、前記保守手順の間に、前記溶接トーチ6が保守位置に配置され、そして、前記ガスノズル2と前記溶接トーチ6の内部挿入物28との間の接続が前記溶接トーチ6の固定部材30の大きさの空間的減少によって解除され、前記ガスノズル2が前記溶接トーチ6から取り外され、続いて、他のガスノズル2が前記溶接トーチ6上に配置され、特に気密な接続が前記ガスノズル2と前記溶接トーチ6の前記内部挿入物28との間に、前記固定部材30の空間的膨張により提供される。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
アーク溶接装置
【課題】マスフローコントローラ単体でシールドガスの流量を制御すると、溶接開始時にガス流量が不足してしまうことがある。
【解決手段】マスフローコントローラ31を有し、ガスシリンダ30からマスフローコントローラ31を経由して溶接トーチ7へと供給するためのガス通路を備えるアーク溶接装置1である。ガス電磁弁33をマスフローコントローラ31と溶接トーチ7の間のガス通路に設ける。ロボットコントローラ16は、ガスの停止に際し、ガス電磁弁33を閉作動させ、次いで予め定めた遅延時間だけ経過した後にマスフローコントローラ31からのガス出力を停止させる。次回のガス出力開始時にガス電磁弁31を開作動させ、同時にマスフローコントローラ31からのガス出力を開始させる。充填されたガスが噴出されることにより、マスフローコントローラ31単体で不足するガス流量を補うことができる。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
プラズマ溶接方法,プラズマトーチ組体およびプラズマ溶接装置
【課題】 アーク安定性の向上。溶接作業性の向上。ホットワイヤ送給においても、アーク安定性の向上。
【解決手段】
複数のプラズマトーチ(1a,1b)からプラズマアークを、溶接対象材(5)の溶接線に垂直な垂直線に関して対称にかつ該垂直線に対して傾斜して前記溶接線の同一位置に当てて全プラズマアークに共通に作用する磁気ピンチ力によって前記同一位置にプラズマアークを集中させるとともに、前記複数のプラズマトーチの各インサートチップ(1ac,1bc)の外周まわりからシールドガスを前記溶接対象材(5)に向けて噴出するプラズマ溶接。プラズマアーク間に、溶接ワイヤ又は肉盛り粉体を垂直降下で送給。複数のプラズマトーチ(1a,1b)を1つのシールドカバー(4)に装着して1つのプラズマトーチ組体として、上記プラズマ溶接に用いる。
(もっと読む)
プラズマ溶接トーチ、及びプラズマ溶接トーチを用いた溶接方法
【課題】従来よりも小型化が可能になるプラズマ溶接トーチを提供すること。
【解決手段】、非消耗式電極13の外周空間にアルゴンガス等の不活性ガスGが供給されると、そのうちの一部がプラズマガスGPとして用いられ、プラズマ貫通孔51を介して非消耗式電極13と母材2との間にプラズマアークPAが発生する。この状態を維持したまま、プラズマ溶接トーチ1は図4中矢印の方向に移動する。このとき、ガス流通部21に供給された不活性ガスGの一部は、プラズマガスGPとして用いられずにシールドガスGSとして、シールド貫通孔52を介して溶接方向の前方の母材2に対して噴出する。このシールドガスによって、プラズマアークPAと母材2とが大気から遮断(シールド)された状態で、母材2に対する溶接が行われる。
(もっと読む)
銅溶接方法及び銅溶接装置
【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
中空電極アーク・レーザ同軸複合溶接方法
【課題】従来のレーザ・アーク複合溶接では困難であった低出力レーザで深い溶け込みの安定した溶接ビードが得られる中空電極アーク・レーザ同軸複合溶接方法を提供する。
【解決手段】中空電極16を用い、該電極の内外に不活性ガスを主成分とするガスを流しながら、電極先端からアーク放電を行い、且つ、前記中空電極の内側にレーザを軸方向に照射して母材を溶接する中空電極アーク・レーザ同軸複合溶接方法において、前記電極は、先端部周囲に中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に厚さ方向に連続する溝部16Bが、該先端部周囲の対向する2箇所に形成されている。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
2電極アーク溶接装置及び2電極アーク溶接方法
【課題】2本の非消耗式電極を用いて、溶け込み性能を向上させた溶接を行うこと。
【解決手段】2電極アーク溶接装置1において、電源装置11は、正極電圧と、正極電圧とは電位が異なる逆極電圧を出力する。正極用アークトーチ14の非消耗式電極41は、電源装置11から出力された正極電圧が印加され、アークを発生させる。逆極用アークトーチ15の非消耗式電極41は、電源装置11から出力された逆極電圧が印加され、アークを発生させる。正極用アークトーチ14及び逆極用アークトーチ15の両端間の距離であるアーク間距離L1は、両者の間でアークが発生しない最低距離(アーク間臨界距離)以上となっている。
(もっと読む)
1 - 20 / 75
[ Back to top ]