
Fターム[4E001BB06]の内容
Fターム[4E001BB06]の下位に属するFターム
TIG溶接 (316)
MIG溶接 (358)
炭酸ガスアーク溶接 (165)
エレクトロガスアーク溶接 (30)
Fターム[4E001BB06]に分類される特許
1 - 20 / 115
溶接システム及び方法
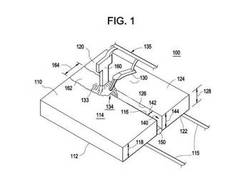
【課題】比較的低い出力レーザを高い速度で使用して、厚い片上に完全溶け込み溶接部を形成する。
【解決手段】本溶接システム100は、ギャップ140を形成するように配置された片と、ギャップ140内に配置されたフィラー150と、ギャップ140に追従しかつ該ギャップ140の近傍に溶融材料を移動させて初期溶接プール133を形成するように配置及び構成されたアーク溶接機160と、ギャップ140に隣接して初期溶接プール133を通してレーザビームを投射してフィラー150の一部分を溶融して強化溶接プール134を形成しかつそれが該ギャップ140を充填するのを助けるように配置及び構成されたレーザ溶接機130とを含む。
(もっと読む)
溶接ロボットシステム

【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
熱加工制御鋼板の溶接方法
【課題】熱加工制御鋼板を用いたときの、耐脆性破壊特性を確保する溶接施工方法を提供する。
【解決手段】鋼板の成分を用いて計算されるフェライトパーライト組織の硬さよりも、実際の硬さがビッカース硬さで20以上硬くなっている熱加工制御鋼板を溶接するにあたり、本溶接の止端部に、化粧盛溶接を行い、応力集中部を溶接熱影響部から離れたところに位置するようにし、かつ、鋼材と最軟化部の硬さの差を15以下に制限することで、軟化部へのひずみ集中を回避することで、耐脆性破断特性を確保する。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属、必要によって低温靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、残留オーステナイト粒子が2500個/mm2以上存在すると共に、残留オーステナイト粒子の合計体積分率が4.0%以上である。
(もっと読む)
ガスシールドアーク溶接用耐火材
【課題】ガスシールドアーク溶接において、使用するチタニヤ系フラックス入りワイヤの成分に限定されることなく、耐高温割れ性を向上させることができるガスシールドアーク溶接用耐火材を提供する。
【解決手段】ガスシールドアーク溶接用耐火材1は、チタニヤ系フラックス入りワイヤを用いたガスシールドアーク溶接に裏当て材として使用されるガスシールドアーク溶接用耐火材であって、耐火材全質量に対して、N(窒化物中のN):0.001〜0.100質量%、SiO2:30〜60質量%、Al2O3:15〜40質量%、MgO:5〜25質量%、を含有し、残部が不可避的不純物からなる。
(もっと読む)
アーク溶接用ガス流量制御器
【課題】ガスシールドアーク溶接において、溶接開始時に発生するシールドガスの突流を低減するアーク溶接用ガス流量制御器を提供する。
【解決手段】アーク溶接装置のガスバルブ51の近傍にガス流量制御器6を設ける。ガス流量制御器6は、その軸中心部に貫通穴61aを設け、貫通穴61aに同軸にロッド部63aが挿入されている。貫通穴61aの内面とロッド部63aの外面との間の微少すき間に環状ガス通路70を形成し、シールドガスが環状ガス通路70を通過するときの圧力損失により、溶接開始時における突流を低減する。
(もっと読む)
すみ肉溶接継手
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザを照射しながらワイヤを送給してアーク溶接を同時に行う際、前記溶接位置にフィラーを送給し、前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記被溶接物の表面における前記フィラーの狙い位置と同じ位置にレーザビームを照射すると共に、前記フィラーの中心軸と前記レーザビームの光軸とのなす角度を45度以下にするレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】被溶接物1の溶接位置に供給するフィラー7が前記被溶接物1の表面における狙い位置Aと同じ位置にレーザビーム2を前記フィラー7に照射しながら入射すると共に、前記フィラー7の中心軸と前記レーザビーム2の光軸のなす角度を45度以下にすることによって溶着速度を上げると共に、溶融金属のギャップに対するブリッジ能力を高め、継手溶接では広い許容ギャップを得ることができる。
(もっと読む)
溶接機のボンベ架台
【課題】 ボルト・ナットやキャッチクリップのような固定具を用いることなく、簡単な操作で、台座を折り畳んだ状態に確実に保持できるようにする。
【解決手段】 溶接機の筐体側面に取り付けた架台ブラケット11と、上方に折り畳み可能な状態で架台ブラケット11に取り付けられた台座12とで構成される。架台ブラケット11は、前記筐体側面及び溶接機設置面に対して垂直な、板状の台座支持部13を備え、台座12は、基部側面に立設されたガイドピン16と、該ガイドピン16より先端寄り側面に立設された固定ピン17とを備えている。架台ブラケット11には、ガイドピン16を貫挿させてガイドするへの字形状のガイド溝14が縦方向に形成され、上端縁部に開口し、固定ピン17を受け入れて係合する固定溝15が設けられる。
(もっと読む)
アーク溶接用トーチ
【課題】 シールドガスの噴出特性、フィラーワイヤ狙い位置の調整性、および汎用性が高いアーク溶接用トーチを提供する。
【解決手段】 トーチノズル1の先端部が指向する領域に向けてフィラーワイヤを繰り出すフィラーガイド20を備えたアーク溶接用トーチA1は、トーチ1とフィラーガイド20とを個別に被装し、かつ、これらを連結する連結手段3(ブラケット部材30およびカバー部材31)を備える。ブラケット部材30は、トーチ1およびフィラーガイド20をたとえばクランプ式に連結する。シールドガス供給路は、トーチ1内だけでなく、カバー部材31とトーチ1との間、さらにはカバー部材31とフィラーガイド20との間にも形成され、シールドガスの噴出を安定させる。フィラーワイヤの狙い位置は、トーチ1とフィラーガイド20との相対的な位置変更により調整される。
(もっと読む)
アーク溶接装置
【課題】ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、容易に把握することができない。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
(もっと読む)
レーザ溶接用またはレーザ・アークハイブリッド溶接用の引張強さが1100MPa以上の高張力鋼板の製造方法
【課題】 レーザ・アークハイブリッド溶接により溶接される、主たる組織がマルテンサイトである引張強さが1100MPa以上の超高張力鋼板において、鋼板、継手の良好な靭性を確保し、かつ、溶接熱影響部の軟化を抑制して、継手の引張強さも合わせて1100MPa以上を確保できる高張力鋼板の製造方法を提供することを課題とする。
【解決手段】 各元素の成分範囲を適正化し、かつ、鋼板の変態組織を確実にマルテンサイト組織とするために炭素当量を0.45〜1.2%とし、さらに、溶接熱影響部の軟化を抑制するために、析出強化元素に係わるNb当量を0.09〜0.80%とした鋼片を用いて、再加熱焼入や加工熱処理工程によって鋼板を製造するに際して、特に溶接熱影響部軟化抑制のために、550℃超〜Ac1変態点未満で焼戻しを行うことを特徴とする。
(もっと読む)
銅溶接方法及び銅溶接装置
【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
アーク溶接方法
【課題】 よりきれいなビードを形成できるアーク溶接方法を提供すること。
【解決手段】 教示された移動ピッチMpごとに配置された複数の停止位置のいずれかに溶接トーチを停止させ、母材と溶接トーチに保持された消耗電極との間にアークを発生させることにより、溶滴移行させる第1工程T1と、上記母材と上記消耗電極との間にアークを発生させつつ上記母材に形成される溶融池を冷却し、かつ、上記溶接トーチを上記移動ピッチだけ動かして次の上記停止位置へ移動させる第2工程T2とを交互に繰り返すアーク溶接方法であって、教示された溶接終了予定位置Psからの距離が移動ピッチMp以内である停止位置P(n)において最後の第1工程T1を行った後に、溶接を終了させる。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
アーク溶接ロボットの制御装置
【課題】プリフローの開始タイミングを教示データ、溶接環境等に応じて自動調整することができるアーク溶接ロボットの制御装置の提供。
【解決手段】溶接トーチ7が溶接開始位置に到達する時刻からプリフロー時間だけ遡った時刻にガス出力を開始して溶接を開始するアーク溶接ロボットの制御装置16である。ガス停止から出力までの間隔時間と、ガス流量が許容値に到達する許容流量到達時間との関係を定めたガス流量特性テーブルを予め記憶する。溶接中に教示データを先行解釈して次の区間が存在しているときは溶接終了から次の溶接開始までの所要時間を算出する。この所要時間をガス流量特性テーブルに入力し、所要時間内に許容流量到達時間を確保できるか否かを判定して修正プリフロー時間を算出する。この修正プリフロー時間に応じてガス出力を制御する。溶接開始時に常に安定したガス流量を維持することができる。
(もっと読む)
接合方法
【課題】摩擦攪拌接合の長所を活かしつつ、その短所を補うことが可能な接合方法を提案する。
【解決手段】接合方法は、複数の金属製の被接合部材を突き合わせて突合部を構成する突合工程S1と、突合部の一部に沿って摩擦攪拌を行う摩擦攪拌接合工程S2と、突合部の他部に沿って溶接を行う溶接工程S3と、を有する。
(もっと読む)
溶接用フラックスと溶接方法
【課題】液体フラックスや気化フラックスで溶接部の空気を遮断して溶融部の表面を空気酸化から保護するだけでなく、フラックスの成分が溶接熱で溶融部と反応して溶融部表面を保護するとともに流動性を向上させて秀麗な溶接部を得る。
【解決手段】液体フラックスを溶接面に塗布したり、液体フラックスを気化装置にて気化させて複合シールドガスガスを生成して溶接部に吹き付けたりすることで溶接面を空気から遮断し溶融部の酸化を防止し、強度が高く秀麗な溶接部を得る。
(もっと読む)
1 - 20 / 115
[ Back to top ]