
Fターム[4E001BB06]の内容
Fターム[4E001BB06]の下位に属するFターム
TIG溶接 (316)
MIG溶接 (358)
炭酸ガスアーク溶接 (165)
エレクトロガスアーク溶接 (30)
Fターム[4E001BB06]に分類される特許
41 - 60 / 115
2ワイヤ溶接の溶接開始方法

【課題】 溶接開始直後から十分な接合強度を発揮する溶接ビードを形成可能な2ワイヤ溶接の溶接開始方法を提供すること。
【解決手段】 ワイヤWAからアーク2Aを発生させながら、ワイヤWAに対して溶接方向後方からフィラーワイヤWBを供給する2ワイヤ溶接の溶接開始方法であって、アーク2A,2Bによって溶接するステップと、アーク2Bを消弧させることによりアーク2Aのみによって溶接するステップと、を有する。このような溶接開始方法によれば、溶接開始直後から溶接母材Pに対して十分な入熱を行うことが可能であり、溶接ビードWpの溶接開始端を十分な太さとすることができる。
(もっと読む)
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
ハイブリッド溶接装置

【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
溶接機用のシールドガス流量コントローラ
シールドガス源(200)と電気アーク溶接機のシールドガス弁(800)との間のシールドガス供給ライン内に挿入する電気アーク溶接機用のシールドガス流量コントローラ(100)であって、シールドガス(200)入力およびシールドガス出力(600)と、シールドガスの入力と出力との間に接続されかつ制御入力(170)を有する制御可能なガス弁(110)と、コントローラ手段であって、溶接作業中の溶接機の電気溶接アーク電流(900)を表す溶接信号を受ける第1の入力(400)と、溶接信号の関数でありかつ望ましいシールドガス流量を表す流量設定出力を生成するガス流量設定制御(300)手段とを有するコントローラ手段とを有する。前記シールドガス流量コントローラは更に、前記シールドガス入力に接続してシールドガス入力の圧力測定値(150)を第2のコントローラ手段入力に与える入力圧力センサ(120)と、前記シールドガス出力に接続してシールドガス出力圧力測定値を第3のコントローラ手段入力(160)に与える出力圧力センサ(140)と、流量設定出力修正手段であって、前記シールドガスの入力および出力の圧力測定値と、前記溶接信号と、前記制御弁の特性とに基づいて前記ガス流量設定制御手段の流量設定出力を修正して前記制御可能なガス弁の前記制御入力に入力する制御信号(170)を生成し、前記溶接作業中は、前記シールドガスの入力および出力のそれぞれの実際のシールドガス入力圧力および出力圧力とは実質的に独立に、前記流量設定出力に対応する実質的に一定のシールドガス流量を前記溶接機への前記シールドガス供給ライン内に保持するようにする流量設定出力修正手段とを含む。 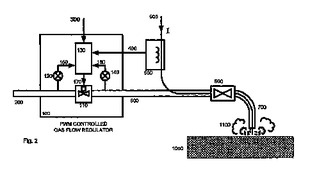 (もっと読む)
(もっと読む)
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
(もっと読む)
2電極アーク溶接のアーク終了制御方法
【課題】良好な溶接ビードを形成可能な2電極アーク溶接終了制御方法を提供すること。
【解決手段】GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接のアーク終了制御方法であって、定常溶接処理の後に、溶接トーチの移動速度Ftの溶接順方向成分を0以下とするとともに、ワイヤ送給速度Fw、GMAアーク溶接電流Iwa、およびプラズマアーク電流Iwbを定常溶接処理における大きさよりも小とする溶接終了予備処理を有する。このような構成により、定常溶接の終了時点において溶融池であった部分に溶融ワイヤを供給し、溶融池が凹んだ形状のまま凝固してしまうことを防止することができる。
(もっと読む)
2電極アーク溶接方法
【課題】良好な溶接ビードを形成しつつ、溶接強度を向上させることが可能な2電極アーク溶接方法を提供すること。
【解決手段】GMAアーク6aおよびプラズマアーク6bを発生させることにより溶接する2電極アーク溶接方法であって、GMAアーク溶接電流Iwaおよびプラズマアーク溶接電流Iwbは、ハイレベルとローレベルとを交互にとるパルス電流とされており、GMAアーク溶接電流Iwaがハイレベルからローレベルに移行する期間と、プラズマアーク溶接電流Iwbがハイレベルとされる期間とが重なる構成とされている。このような構成により、溶滴の表面張力を低減させ、予期せぬ溶滴の飛散を回避するとともに、熱影響部が生じることを防止可能である。
(もっと読む)
溶接方法及び溶接継手
【課題】 十分な強度で浸炭層又は浸炭窒化層を有する鋼材と他の鋼材とを溶接できる溶接技術を提供する。
【解決手段】 浸炭層又は浸炭窒化層を有する第1鋼材と前記第1鋼材と別の部材である第2鋼材とを溶接金属を介して溶接する溶接工程と、溶接工程後、第1鋼材と溶接金属との境界部分の温度を800〜500℃の温度範囲で8〜16秒間保持して冷却する冷却工程とを有するように冷却速度を調整する。これにより、浸炭層又は浸炭窒化層と溶接金属との境界部分近傍の浸炭層又浸炭窒化層に硬度上昇及び靱性低下を生じさせずに十分な強度で溶接することができる。
(もっと読む)
ワークピース同士を溶接するための装置及び方法
【課題】ワークピース表面上の絞り剤の残留物を、ワークピース全体を洗浄することなく除去することを可能とする装置及び方法を提供する。
【解決手段】溶接装置1は、ワークピース6上に溶接継目3を形成する溶接手段2と、ワークピースの表面に対して、溶接継目が形成されるべき領域に炭酸ガスと圧縮空気からなるクライオジェニック混合物8を噴射するノズル7と、を備える。溶接手段2とノズル7の距離は、少なくとも5cmである。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】炭酸ガスx容量%、酸素y容量%、残部がアルゴンからなる3種混合ガスを用い、炭酸ガスと酸素との混合比が以下の数式を同時に満足するものである。
y≦10・・(1)、y≧−x+45・・(2)、x≧40・・(3)、y≧−1/10x+5.5・・(4)、y≦1/20x−2・・(5)、y≧0・・(6)、y≧1/30x−5/3・・(7)、y≦−1/20x+5.5・・(8)、y≧3/40x−7/4・・(9)、y≦−1/3x+35・・(10)
(もっと読む)
ガスシールとアーク溶接方法
【課題】トーチ先端がトーチの進行方向(溶接方向)に対して前後関係となるように並置した複数の溶接トーチを同期移動させて行う溶接方法に関し、アーク干渉を生じさせないで溶接電流を増大させることにより、タンデムアーク溶接の溶接効率を向上させる。
【解決手段】トーチの進行方向Bを含む面内で逆ハ字状に配置された2本のトーチの進行方向前側のトーチ2fの少なくとも先端部の軸線がトーチ進行方向Bに対して直角となるか、または前トーチ2fの先端部軸線が、その先端側(母材側)がトーチ進行方向の前方となる方向に傾斜させてガスシールドアーク溶接、特に好ましくは炭酸ガス溶接を行う。前トーチ2fと後トーチ2rの少なくとも先端部の軸線が逆ハ字状を呈していることから、後トーチ2rの軸線は、その先端側がトーチ進行方向前方となる方向に前トーチ2fより更に傾斜する。
(もっと読む)
アーク加工装置
【課題】 水冷トーチを用いるアーク加工装置において、水冷トーチに発生する結露を防止してブローホールの発生を抑制することを目的とする。
【解決手段】 アーク加工を行っていないときはアーク発生信号AdがLowレベルになるので、水温設定信号Trは非アーク加工時水温設定信号Tbrの値に設定される。そして、水槽7に貯水されている冷却水の温度は、熱交換器HCによってこの非アーク加工時水温設定信号Tbrに制御される。非アーク加工時水温設定信号Tbrは、周温及び湿度に基づいて結露が発生しない温度に設定する。これにより、冷却水と周温との温度差が小さくなるために、トーチには結露は発生しなくなる。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
プラズマGMA溶接トーチおよびプラズマGMA溶接方法
【課題】プラズマGMA溶接をスムーズに開始するとともに、良好な溶接ビードを形成することが可能なプラズマGMA溶接トーチおよびプラズマGMA溶接方法を提供すること。
【解決手段】ワイヤ供給手段7によって中心軸に沿って送り出されるワイヤWを支持するコンタクトチップ1と、コンタクトチップ1を囲うように同心軸上に配置されたプラズマ電極2と、プラズマ電極2を囲うように同心軸上に配置されたシールドノズル4と、を備えるプラズマGMA溶接トーチA1であって、プラズマ電極2の先端は、コンタクトチップ1の先端よりもワイヤWの送給方向前方に位置しており、かつプラズマ電極2の先端とコンタクトチップ1の先端との距離hは、ワイヤWの直径の4.1〜7.5倍である。このような構成により、ワイヤWの曲がりに起因する溶接ビードの乱れを解消するとともに、プラズマアークの点弧確率をきわめて高いものとすることができる。
(もっと読む)
溶接装置のための接触取り付け器具
溶接装置のための接触取り付け器具(1)について説明する。該接触取り付け器具(1)は、長軸(6)、ハウジング(7)、第一接触デバイス(32)、第二接触デバイス(33)および第一接触デバイス(32)と第二接触デバイス(33)の間に配置され、第一接触デバイス(32)および第二接触デバイス(33)の両方に関連して可動な第三接触デバイス(25)を有する。該第一接触デバイス(32)は、細長い形状を有し、ハウジング(7)内に固定されて配置され、ハウジング(7)の第一端部(8)とハウジング(7)の第二端部(9)との間に配置された第一端部(24)から第二端部(13)へと伸びている。該第二接触デバイス(33)は、細長い形状を有し、ハウジング(7)にバネで留められて吊るされ、ハウジング(7)の第一端部(8)とハウジング(7)の第二端部(9)の間に配置された第一端部(17)から第二端部(18)へと伸びている。 (もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部
主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法
【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
保護ガスを測定する装置および方法
本発明は、トーチのガスノズルから流出する、アーク溶接プロセスで用いられる保護ガスを分析することにより測定する装置および方法に関し、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。保護ガスの保護作用について、迅速で、正確で、実際的な判断および付随する有効な評価を行うために、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。このとき実際の溶接プロセス時の保護ガスの流出状態および作用を模擬的に再現できるように、少なくとも1つのセンサは、トーチまでの距離が溶接プロセス時のワークピースとトーチの間の距離に実質的に等しくなるように配置される。また少なくとも1つのセンサは、評価ユニットに接続されるとともに、評価ユニットを介して溶接デバイスに接続される。  (もっと読む)
(もっと読む)
41 - 60 / 115
[ Back to top ]