
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザを照射しながらワイヤを送給してアーク溶接を同時に行う際、前記溶接位置にフィラーを送給し、前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被溶接物にレーザ溶接とアーク溶接とを同時に行うレーザ溶接方法とレーザ溶接装置に関するものである。
【背景技術】
【0002】
レーザ溶接は高速に行える方法であるが、被溶接物にギャップがあると、レーザビームがギャップから抜けてしまい溶接ができなくなってしまう欠点がある。この欠点を補うために、フィラーを供給する方法や、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接方法が提案されている。前者では、フィラーを溶融するのにレーザエネルギーを余分に消費するため、コスト面での改善が求められている。一方、後者では、アーク溶接に使用するワイヤの溶着速度は溶接電流と独立に調整できず、その適用範囲は限定されている。
【0003】
以上のこの問題を解決するために、本発明の発明者は、アーク溶接のワイヤと別に設けたフィラーを溶接位置に供給する方法を提案し、溶着速度と溶接電流の独立調整を図っている(例えば、特許文献1を参照)。
【0004】
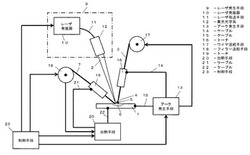
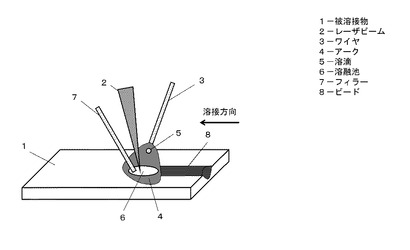
図3は本発明の発明者が提案した従来のレーザ溶接方法の構成を示す模式図である。1は被溶接物、2はレーザビーム、3はワイヤ、4は前記ワイヤ3と前記被溶接物1との間に発生したアーク、5は前記ワイヤ3が溶融して形成した溶滴、6は前記レーザビーム2と前記アーク4とが前記被溶接物1に形成した溶融池、7は前記被溶接物1の溶接位置に送給するフィラー、8は前記溶融池6が凝固して形成したビードである。
【0005】
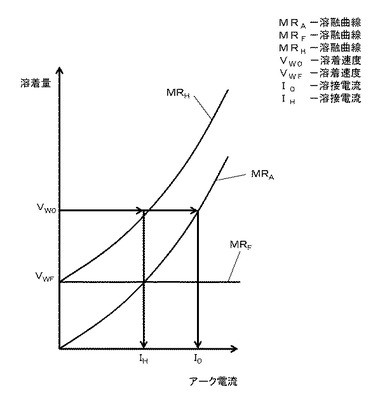
図4は、本発明の発明者の提案したレーザ溶接方法の溶着速度と溶接電流の独立調整の原理を説明する模式図である。MRAは、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接法の溶着速度を示す溶融曲線であるが、アーク溶接単独時の溶着速度に等しい。
【0006】
MRHは、本発明の発明者が提案した図3のレーザ溶接法において、フィラー7の溶着速度を示す溶融曲線MRFと溶融曲線MRAの和を示す溶融曲線である。目標の溶着速度をVW0とすると、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接法でVW0を実現するには、I0の溶接電流が必要であるが、本発明の発明者が提案したレーザ溶接方法では、溶着速度は溶融曲線MRHに従うので、必要な溶接電流はI0より低いIHになる。なお、前記フィラー7の溶融曲線MRFを調整すれば、溶接電流IHはI0と無関係に、広い範囲で調整することができる。
【0007】
本発明者の従来から提案したレーザ溶接方法では、フィラーを使用することによって溶着速度の調整を行っているが、前記フィラーを溶融するのはレーザのエネルギー若しくはアークの一部のエネルギーを使用すればよい。特に、前記レーザのエネルギーは密度が高いので、より効率よくフィラーを溶融することができる。但し、通常に使用するフィラーは室温状態にあるので、それを融点まで加熱して溶融させる必要がある。つまり、フィラーを室温から融点まで昇温させるためのエネルギーをレーザのみで提供すると、装置全体のコストが高くなってしまう欠点がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開第2010/021094号
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の技術の問題点に鑑み、本発明が解決しようとする課題は、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため本発明は、被溶接物の溶接位置にレーザビームを照射するレーザ発生手段と、前記溶接位置にワイヤを送給するワイヤ送給手段と、前記ワイヤ送給手段を制御しながら前記ワイヤと前記被溶接物にアーク溶接のための電力を送給するアーク発生手段と、前記溶接位置にフィラーを送給するフィラー送給手段と、前記フィラーに電流を流す加熱手段と、前記レーザ発生手段と前記アーク発生手段と前記加熱手段とを制御する制御手段とを備え、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行うと共に、前記溶接位置にフィラーを供給して前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接装置である。
【0011】
また、本発明は、溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行うレーザ溶接方法とレーザ溶接装置である。
【0012】
また、本発明は、ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とするレーザ溶接方法とレーザ溶接装置である。
【0013】
また、本発明は、被溶接物とワイヤとフィラーは鉄鋼材料であるレーザ溶接方法とレーザ溶接装置である。
【発明の効果】
【0014】
以上のように本発明は、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって溶着速度を更に上げることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1におけるレーザ溶接装置の構成を示す模式図
【図2】レーザビームをフィラーに照射する際の模式図およびフィラー電流と本発明のレーザ装置で得られる溶着速度の模式図
【図3】従来のレーザ溶接方法の構成を示す模式図
【図4】従来のレーザ溶接方法の溶着速度と溶接電流の独立調整の原理を説明するグラフ
【発明を実施するための形態】
【0016】
(実施の形態1)
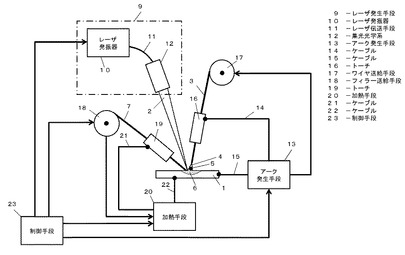
図1は、本発明の実施の形態1におけるレーザ溶接装置の構成を示す模式図である。なお、図3と図4に示した内容と同様の構成および動作と作用効果を奏するところには同一符号を付して詳細な説明を省略し、異なるところを中心に説明する。9はレーザ発振器10とレーザ伝送手段11と集光光学系12から構成されるレーザ発生手段である。13はケーブル14によって、ワイヤ3を通すトーチ16に接続され、また、ケーブル15によって被溶接物1に接続され、前記ワイヤ3と前記被溶接物1との間にアーク4を発生するための電力を送給するアーク発生手段である。17は、前記トーチ16を通して前記ワイヤ3を前記被溶接物1に送給するワイヤ送給手段、18はトーチ19を通してフィラー7を前記被溶接物1の溶接位置に送給するフィラー送給手段である。20は、ケーブル21とケーブル22によってトーチ19と前記被溶接物1に接続され、前記フィラー7に電流を供給することによって前記フィラー7を加熱する加熱手段である。23は、前記レーザ発生手段9と前記アーク発生手段13と前記フィラー送給手段18と前記加熱手段20とを制御する制御手段である。
【0017】
前記レーザ発生手段9は、その集光光学系12によってレーザビーム2を集光して前記被溶接物1に照射する。前記集光光学系12は、一枚あるいは複数のレンズから構成されてもよい。前記レーザ伝送手段11は光ファイバであってもよく、レンズによって組み合わせた伝送系であってもよい。前記レーザ発振器10は、図示していないが、外部の制御装置によってその出力値および出力タイミングを自由に制御することができる。
【0018】
前記アーク発生手段13は、溶接開始時には前記ワイヤ送給手段17を制御し、前記ワイヤ3を前記被溶接物1に向かって送給しつつ、前記ワイヤ3と前記被溶接物1の間に前記アーク4を発生するよう制御するが、溶接終了時には前記ワイヤ送給手段17による前記ワイヤ3の送給を停止すると共に、前記アーク4を停止するよう制御する。
【0019】
前記フィラー送給装置18または前記ワイヤ送給装置17は、その送給速度と送給の開始と停止とは外部の制御装置によって自由に制御することができる。前記加熱手段20は、所定の電流を供給することができ、なお、その電流値および供給タイミングは外部の制御装置より制御できる。前記加熱手段20としては、例えば、一定値の直流電流を供給する電源であってよく、パルス状の電流を供給する電源であってもよい。TIG電源のようなものを使用してもよい。
【0020】
前記制御手段23は、コンピュータを使用してもよいが、コンピュータのような演算機能を有する部品、デバイス、装置あるいはそれらの組み合わせを使用してもよい。前記制御手段23としては、ロボットを使用してもよい。その際、詳細の説明を省略するが、前記ロボットのマニピュレータ部に前記集光光学系12と前記トーチ16と前記トーチ19とを固定して使用してよい。前記制御手段23は、図示していないが、溶接開始(アークスタート、レーザ照射開始)のタイミング、ワイヤ3またはフィラー7の送給速度またはそれを変えるタイミング、フィラー7の加熱電流またはそれを変えるタイミングを制御することができる。
【0021】
本発明の実施の形態1におけるレーザ溶接装置の動作について説明する。図1に示した通り、制御手段23は、レーザ発生手段9とアーク発生手段13とを制御して被溶接物1の溶接位置を照射したりアーク4を発生したりして溶接を行うと同時に、前記溶接位置にフィラー7を供給するよう動作する。
【0022】
また、前記制御手段23は、加熱手段20を制御して前記フィラー7を加熱するための電流を供給する。前記加熱手段20で前記フィラー7を加熱することによって、前記フィラー7の溶着速度を上げる原理について、図2を参照しつつ説明する。
【0023】
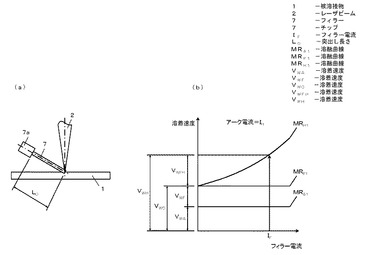
なお、図1、図3と図4に示した内容と同様の構成および動作と作用効果を奏するところには同一符号を付して詳細な説明を省略し、異なるところを中心に説明する。図2(a)は、レーザビーム2がフィラー7に照射する際の模式図を示すものであり、基本構成は図3と同様であるが、アーク部分を省略している。7aは、トーチ19にあって、これを介して前記フィラー7に通電を行うチップである。説明を簡単にするために、前記フィラー7への給電は、前記チップ7aの先端から通電することで説明する。
【0024】
したがって、前記フィラー7の加熱は、前記フィラー7の送給速度が一定であれば、前記フィラー7への加熱電流、すなわちフィラー電流および前記フィラー7の突出し長さL0の抵抗によって決まる。フィラー電流が高いほど、または突出し長さL0の長さが長いほど加熱効果が大きい。
【0025】
図2(b)は、フィラー電流と本発明のレーザ溶接装置で得られる溶着速度の模式図を示す。これは、図4においてアーク電流IHと対応している。図4では、フィラー電流がないので、全体の溶着速度VW0は、フィラー7による溶着速度VWFとワイヤ3による溶着速度(図4には示していないが、図2(b)ではVWAに相当する。)の和である。
【0026】
図2において、フィラー電流IFの条件で説明すると、このフィラー電流IFと対応する本発明の実施の形態1における溶着速度VWHは三つの部分から構成される。一つはVWAで、もう一つはVWFである。この二つは、図4に示した従来のレーザ溶接装置でも得られるものである。三つ目はVWFHで、これは、フィラー電流IFを供給することによって増加する分である。図示の通り、前記VWAもしくはVWFとは無関係に、フィラー電流IFのみを増加させることができるので、本発明の実施の形態1における全体の溶着速度を更にVWFH増加させることが可能である。
【0027】
本発明のレーザ装置の構成および動作によれば、アーク電流(図4のIHと対応する。)を増加させることなく、フィラー電流IFを上げることによって、本発明の全体の溶着速度を更に増加させることが可能となる。低いアーク電流で溶着速度が増加すると、継手溶接を行う際には、ギャップがあってもそれをブリッジする能力が高まり、広い許容ギャップを実現することができる。
【0028】
以上のように本発明の実施の形態1におけるレーザ溶接装置よれば、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって、溶着速度を上げることができ、継手溶接では広い許容ギャップを得ることができる。
【0029】
以上に示した本発明の実施の形態1におけるレーザ溶接装置において、溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行うことによって同様の効果を得ることができる。
【0030】
また、以上に示した本発明の実施の形態1におけるレーザ溶接装置において、ワイヤ3の被溶接物1の表面における狙い位置とレーザビーム2の照射位置との間隔をワイヤ径の1から5倍とすることによって同様の効果を得ることができる。
【0031】
これは、以下の理由である。前記レーザビーム2の照射位置と前記ワイヤ3の狙い位置との間隔が短すぎると、溶融池6に移行する溶滴5が前記レーザビーム2の直接照射を受け、激しく蒸発したりスパッタになったりすることがある。一方、両者の間隔が長すぎると、前記レーザビーム2で形成した溶融池がアーク4で形成した溶融池が離れ、若しくは分離するので、被溶接物1を溶融する能力が低下してしまう。実際の溶接では、両者の間隔はワイヤ径の1から5倍が望ましい。
【0032】
また、以上に示した本発明の実施の形態1におけるレーザ溶接装置において、被溶接物とワイヤとフィラーは、鉄鋼材料で同様の効果を得ることができる。
【産業上の利用可能性】
【0033】
以上のように本発明によれば、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって溶着速度を上げることのできるレーザ溶接方法とレーザ溶接装置を提供できる。
【符号の説明】
【0034】
1 被溶接物
2 レーザビーム
3 ワイヤ
4 アーク
5 溶滴
6 溶融池
7 フィラー
8 ビード
9 レーザ発生手段
10 レーザ発振器
11 レーザ伝送手段
12 集光光学系
13 アーク発生手段
14 ケーブル
15 ケーブル
16 トーチ
17 ワイヤ送給手段
18 フィラー送給手段
19 トーチ
19a チップ
20 加熱手段
21 ケーブル
22 ケーブル
23 制御手段
I0 溶接電流
IF フィラー電流
IH 溶接電流
L0 突出し長さ
MRA 溶融曲線
MRA1 溶融曲線
MRF 溶融曲線
MRF1 溶融曲線
MRH 溶融曲線
MRH1 溶融曲線
VW0 溶着速度
VWA 溶着速度
VWF 溶着速度
VWFH 溶着速度
VWH 溶着速度
【技術分野】
【0001】
本発明は、被溶接物にレーザ溶接とアーク溶接とを同時に行うレーザ溶接方法とレーザ溶接装置に関するものである。
【背景技術】
【0002】
レーザ溶接は高速に行える方法であるが、被溶接物にギャップがあると、レーザビームがギャップから抜けてしまい溶接ができなくなってしまう欠点がある。この欠点を補うために、フィラーを供給する方法や、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接方法が提案されている。前者では、フィラーを溶融するのにレーザエネルギーを余分に消費するため、コスト面での改善が求められている。一方、後者では、アーク溶接に使用するワイヤの溶着速度は溶接電流と独立に調整できず、その適用範囲は限定されている。
【0003】
以上のこの問題を解決するために、本発明の発明者は、アーク溶接のワイヤと別に設けたフィラーを溶接位置に供給する方法を提案し、溶着速度と溶接電流の独立調整を図っている(例えば、特許文献1を参照)。
【0004】
図3は本発明の発明者が提案した従来のレーザ溶接方法の構成を示す模式図である。1は被溶接物、2はレーザビーム、3はワイヤ、4は前記ワイヤ3と前記被溶接物1との間に発生したアーク、5は前記ワイヤ3が溶融して形成した溶滴、6は前記レーザビーム2と前記アーク4とが前記被溶接物1に形成した溶融池、7は前記被溶接物1の溶接位置に送給するフィラー、8は前記溶融池6が凝固して形成したビードである。
【0005】
図4は、本発明の発明者の提案したレーザ溶接方法の溶着速度と溶接電流の独立調整の原理を説明する模式図である。MRAは、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接法の溶着速度を示す溶融曲線であるが、アーク溶接単独時の溶着速度に等しい。
【0006】
MRHは、本発明の発明者が提案した図3のレーザ溶接法において、フィラー7の溶着速度を示す溶融曲線MRFと溶融曲線MRAの和を示す溶融曲線である。目標の溶着速度をVW0とすると、レーザ溶接と消耗電極式アーク溶接を複合するレーザ溶接法でVW0を実現するには、I0の溶接電流が必要であるが、本発明の発明者が提案したレーザ溶接方法では、溶着速度は溶融曲線MRHに従うので、必要な溶接電流はI0より低いIHになる。なお、前記フィラー7の溶融曲線MRFを調整すれば、溶接電流IHはI0と無関係に、広い範囲で調整することができる。
【0007】
本発明者の従来から提案したレーザ溶接方法では、フィラーを使用することによって溶着速度の調整を行っているが、前記フィラーを溶融するのはレーザのエネルギー若しくはアークの一部のエネルギーを使用すればよい。特に、前記レーザのエネルギーは密度が高いので、より効率よくフィラーを溶融することができる。但し、通常に使用するフィラーは室温状態にあるので、それを融点まで加熱して溶融させる必要がある。つまり、フィラーを室温から融点まで昇温させるためのエネルギーをレーザのみで提供すると、装置全体のコストが高くなってしまう欠点がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開第2010/021094号
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の技術の問題点に鑑み、本発明が解決しようとする課題は、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するため本発明は、被溶接物の溶接位置にレーザビームを照射するレーザ発生手段と、前記溶接位置にワイヤを送給するワイヤ送給手段と、前記ワイヤ送給手段を制御しながら前記ワイヤと前記被溶接物にアーク溶接のための電力を送給するアーク発生手段と、前記溶接位置にフィラーを送給するフィラー送給手段と、前記フィラーに電流を流す加熱手段と、前記レーザ発生手段と前記アーク発生手段と前記加熱手段とを制御する制御手段とを備え、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行うと共に、前記溶接位置にフィラーを供給して前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接装置である。
【0011】
また、本発明は、溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行うレーザ溶接方法とレーザ溶接装置である。
【0012】
また、本発明は、ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とするレーザ溶接方法とレーザ溶接装置である。
【0013】
また、本発明は、被溶接物とワイヤとフィラーは鉄鋼材料であるレーザ溶接方法とレーザ溶接装置である。
【発明の効果】
【0014】
以上のように本発明は、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって溶着速度を更に上げることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1におけるレーザ溶接装置の構成を示す模式図
【図2】レーザビームをフィラーに照射する際の模式図およびフィラー電流と本発明のレーザ装置で得られる溶着速度の模式図
【図3】従来のレーザ溶接方法の構成を示す模式図
【図4】従来のレーザ溶接方法の溶着速度と溶接電流の独立調整の原理を説明するグラフ
【発明を実施するための形態】
【0016】
(実施の形態1)
図1は、本発明の実施の形態1におけるレーザ溶接装置の構成を示す模式図である。なお、図3と図4に示した内容と同様の構成および動作と作用効果を奏するところには同一符号を付して詳細な説明を省略し、異なるところを中心に説明する。9はレーザ発振器10とレーザ伝送手段11と集光光学系12から構成されるレーザ発生手段である。13はケーブル14によって、ワイヤ3を通すトーチ16に接続され、また、ケーブル15によって被溶接物1に接続され、前記ワイヤ3と前記被溶接物1との間にアーク4を発生するための電力を送給するアーク発生手段である。17は、前記トーチ16を通して前記ワイヤ3を前記被溶接物1に送給するワイヤ送給手段、18はトーチ19を通してフィラー7を前記被溶接物1の溶接位置に送給するフィラー送給手段である。20は、ケーブル21とケーブル22によってトーチ19と前記被溶接物1に接続され、前記フィラー7に電流を供給することによって前記フィラー7を加熱する加熱手段である。23は、前記レーザ発生手段9と前記アーク発生手段13と前記フィラー送給手段18と前記加熱手段20とを制御する制御手段である。
【0017】
前記レーザ発生手段9は、その集光光学系12によってレーザビーム2を集光して前記被溶接物1に照射する。前記集光光学系12は、一枚あるいは複数のレンズから構成されてもよい。前記レーザ伝送手段11は光ファイバであってもよく、レンズによって組み合わせた伝送系であってもよい。前記レーザ発振器10は、図示していないが、外部の制御装置によってその出力値および出力タイミングを自由に制御することができる。
【0018】
前記アーク発生手段13は、溶接開始時には前記ワイヤ送給手段17を制御し、前記ワイヤ3を前記被溶接物1に向かって送給しつつ、前記ワイヤ3と前記被溶接物1の間に前記アーク4を発生するよう制御するが、溶接終了時には前記ワイヤ送給手段17による前記ワイヤ3の送給を停止すると共に、前記アーク4を停止するよう制御する。
【0019】
前記フィラー送給装置18または前記ワイヤ送給装置17は、その送給速度と送給の開始と停止とは外部の制御装置によって自由に制御することができる。前記加熱手段20は、所定の電流を供給することができ、なお、その電流値および供給タイミングは外部の制御装置より制御できる。前記加熱手段20としては、例えば、一定値の直流電流を供給する電源であってよく、パルス状の電流を供給する電源であってもよい。TIG電源のようなものを使用してもよい。
【0020】
前記制御手段23は、コンピュータを使用してもよいが、コンピュータのような演算機能を有する部品、デバイス、装置あるいはそれらの組み合わせを使用してもよい。前記制御手段23としては、ロボットを使用してもよい。その際、詳細の説明を省略するが、前記ロボットのマニピュレータ部に前記集光光学系12と前記トーチ16と前記トーチ19とを固定して使用してよい。前記制御手段23は、図示していないが、溶接開始(アークスタート、レーザ照射開始)のタイミング、ワイヤ3またはフィラー7の送給速度またはそれを変えるタイミング、フィラー7の加熱電流またはそれを変えるタイミングを制御することができる。
【0021】
本発明の実施の形態1におけるレーザ溶接装置の動作について説明する。図1に示した通り、制御手段23は、レーザ発生手段9とアーク発生手段13とを制御して被溶接物1の溶接位置を照射したりアーク4を発生したりして溶接を行うと同時に、前記溶接位置にフィラー7を供給するよう動作する。
【0022】
また、前記制御手段23は、加熱手段20を制御して前記フィラー7を加熱するための電流を供給する。前記加熱手段20で前記フィラー7を加熱することによって、前記フィラー7の溶着速度を上げる原理について、図2を参照しつつ説明する。
【0023】
なお、図1、図3と図4に示した内容と同様の構成および動作と作用効果を奏するところには同一符号を付して詳細な説明を省略し、異なるところを中心に説明する。図2(a)は、レーザビーム2がフィラー7に照射する際の模式図を示すものであり、基本構成は図3と同様であるが、アーク部分を省略している。7aは、トーチ19にあって、これを介して前記フィラー7に通電を行うチップである。説明を簡単にするために、前記フィラー7への給電は、前記チップ7aの先端から通電することで説明する。
【0024】
したがって、前記フィラー7の加熱は、前記フィラー7の送給速度が一定であれば、前記フィラー7への加熱電流、すなわちフィラー電流および前記フィラー7の突出し長さL0の抵抗によって決まる。フィラー電流が高いほど、または突出し長さL0の長さが長いほど加熱効果が大きい。
【0025】
図2(b)は、フィラー電流と本発明のレーザ溶接装置で得られる溶着速度の模式図を示す。これは、図4においてアーク電流IHと対応している。図4では、フィラー電流がないので、全体の溶着速度VW0は、フィラー7による溶着速度VWFとワイヤ3による溶着速度(図4には示していないが、図2(b)ではVWAに相当する。)の和である。
【0026】
図2において、フィラー電流IFの条件で説明すると、このフィラー電流IFと対応する本発明の実施の形態1における溶着速度VWHは三つの部分から構成される。一つはVWAで、もう一つはVWFである。この二つは、図4に示した従来のレーザ溶接装置でも得られるものである。三つ目はVWFHで、これは、フィラー電流IFを供給することによって増加する分である。図示の通り、前記VWAもしくはVWFとは無関係に、フィラー電流IFのみを増加させることができるので、本発明の実施の形態1における全体の溶着速度を更にVWFH増加させることが可能である。
【0027】
本発明のレーザ装置の構成および動作によれば、アーク電流(図4のIHと対応する。)を増加させることなく、フィラー電流IFを上げることによって、本発明の全体の溶着速度を更に増加させることが可能となる。低いアーク電流で溶着速度が増加すると、継手溶接を行う際には、ギャップがあってもそれをブリッジする能力が高まり、広い許容ギャップを実現することができる。
【0028】
以上のように本発明の実施の形態1におけるレーザ溶接装置よれば、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって、溶着速度を上げることができ、継手溶接では広い許容ギャップを得ることができる。
【0029】
以上に示した本発明の実施の形態1におけるレーザ溶接装置において、溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行うことによって同様の効果を得ることができる。
【0030】
また、以上に示した本発明の実施の形態1におけるレーザ溶接装置において、ワイヤ3の被溶接物1の表面における狙い位置とレーザビーム2の照射位置との間隔をワイヤ径の1から5倍とすることによって同様の効果を得ることができる。
【0031】
これは、以下の理由である。前記レーザビーム2の照射位置と前記ワイヤ3の狙い位置との間隔が短すぎると、溶融池6に移行する溶滴5が前記レーザビーム2の直接照射を受け、激しく蒸発したりスパッタになったりすることがある。一方、両者の間隔が長すぎると、前記レーザビーム2で形成した溶融池がアーク4で形成した溶融池が離れ、若しくは分離するので、被溶接物1を溶融する能力が低下してしまう。実際の溶接では、両者の間隔はワイヤ径の1から5倍が望ましい。
【0032】
また、以上に示した本発明の実施の形態1におけるレーザ溶接装置において、被溶接物とワイヤとフィラーは、鉄鋼材料で同様の効果を得ることができる。
【産業上の利用可能性】
【0033】
以上のように本発明によれば、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うことによって溶着速度を上げることのできるレーザ溶接方法とレーザ溶接装置を提供できる。
【符号の説明】
【0034】
1 被溶接物
2 レーザビーム
3 ワイヤ
4 アーク
5 溶滴
6 溶融池
7 フィラー
8 ビード
9 レーザ発生手段
10 レーザ発振器
11 レーザ伝送手段
12 集光光学系
13 アーク発生手段
14 ケーブル
15 ケーブル
16 トーチ
17 ワイヤ送給手段
18 フィラー送給手段
19 トーチ
19a チップ
20 加熱手段
21 ケーブル
22 ケーブル
23 制御手段
I0 溶接電流
IF フィラー電流
IH 溶接電流
L0 突出し長さ
MRA 溶融曲線
MRA1 溶融曲線
MRF 溶融曲線
MRF1 溶融曲線
MRH 溶融曲線
MRH1 溶融曲線
VW0 溶着速度
VWA 溶着速度
VWF 溶着速度
VWFH 溶着速度
VWH 溶着速度
【特許請求の範囲】
【請求項1】
被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接方法。
【請求項2】
溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行う請求項1記載のレーザ溶接方法。
【請求項3】
ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とする請求項1と請求項2記載のレーザ溶接方法。
【請求項4】
被溶接物とワイヤとフィラーは、鉄鋼材料である請求項1から請求項3記載のレーザ溶接方法。
【請求項5】
被溶接物の溶接位置にレーザビームを照射するレーザ発生手段と、前記溶接位置にワイヤを送給するワイヤ送給手段と、前記ワイヤ送給手段を制御しながら前記ワイヤと前記被溶接物にアーク溶接のための電力を送給するアーク発生手段と、前記溶接位置にフィラーを送給するフィラー送給手段と、前記フィラーに電流を流す加熱手段と、前記レーザ発生手段と前記アーク発生手段と前記加熱手段とを制御する制御手段とを備え、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行うと共に、前記溶接位置にフィラーを供給して前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接装置。
【請求項6】
溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行う請求項5記載のレーザ溶接装置。
【請求項7】
ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とする請求項5と請求項6記載のレーザ溶接装置。
【請求項8】
被溶接物とワイヤとフィラーは、鉄鋼材料である請求項5から請求項7記載のレーザ溶接装置。
【請求項1】
被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接方法。
【請求項2】
溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行う請求項1記載のレーザ溶接方法。
【請求項3】
ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とする請求項1と請求項2記載のレーザ溶接方法。
【請求項4】
被溶接物とワイヤとフィラーは、鉄鋼材料である請求項1から請求項3記載のレーザ溶接方法。
【請求項5】
被溶接物の溶接位置にレーザビームを照射するレーザ発生手段と、前記溶接位置にワイヤを送給するワイヤ送給手段と、前記ワイヤ送給手段を制御しながら前記ワイヤと前記被溶接物にアーク溶接のための電力を送給するアーク発生手段と、前記溶接位置にフィラーを送給するフィラー送給手段と、前記フィラーに電流を流す加熱手段と、前記レーザ発生手段と前記アーク発生手段と前記加熱手段とを制御する制御手段とを備え、被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行うと共に、前記溶接位置にフィラーを供給して前記フィラーと前記被溶接物または溶融池とを接触させ、前記フィラーに電流を流すことによって前記フィラーを加熱しながら溶接を行うレーザ溶接装置。
【請求項6】
溶接の進行方向から、ワイヤ、レーザビーム、フィラーの順、または、フィラー、レーザビーム、ワイヤの順に配置し溶接を行う請求項5記載のレーザ溶接装置。
【請求項7】
ワイヤの被溶接物の表面における狙い位置とレーザビームの照射位置との間隔をワイヤ径の1から5倍とする請求項5と請求項6記載のレーザ溶接装置。
【請求項8】
被溶接物とワイヤとフィラーは、鉄鋼材料である請求項5から請求項7記載のレーザ溶接装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−30262(P2012−30262A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−173364(P2010−173364)
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年8月2日(2010.8.2)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]