
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1 - 10 / 1,149
レーザ溶接方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
熱交換器の製造方法および使用方法
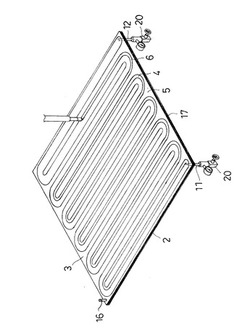
【課題】板材を重ね合わせて溶接後、所定領域に流体を圧入して膨出変形させて流路を形成する熱交換器の製造に際し、板材同士を容易で確実に溶接する。また、板材間からの真空引きや、膨出部への流体の圧入を、容易に行う。
【解決手段】周辺溶接工程では、複数の板材2,3を重ね合わせて外周端面において全周を溶接し、周辺溶接部17を形成する。その後の減圧工程では、板材の板面に予め設けておいた口部11,12から板材間の隙間に残る空気を外部へ吸引排出する。その後の内部溶接工程では、板材間の隙間を減圧保持した状態で、板材の板面において板材同士を溶接して内部溶接部6とし、膨出部とする部分4と非膨出部とする部分5とに分ける。その後の膨出工程では、膨出部とする部分4に流体を圧入して膨出変形させる。
(もっと読む)
溶接システム、溶接プロセス及び溶接物品

【課題】3以上のタイプの溶接装置を用いた溶接を提供すること。
【解決手段】 溶接システム、溶接プロセス及び溶接物品が開示される。本システムは、レーザ溶接装置、GMAW装置及びGTAW装置を含む。レーザ溶接装置、GMAW装置及びGTAW装置は、溶接パスに沿って物品を溶接するよう位置付けられる。本プロセスは、レーザ溶接装置、GMAW装置及びGTAW装置を有する溶接システムを準備する段階を含む。本プロセスは更に、レーザ溶接装置、GMAW装置及びGTAW装置の1以上を用いて物品を溶接する段階を含む。溶接物品は、レーザ溶接装置、GMAW装置及びGTAW装置からの溶接によって形成される溶接を含む。
(もっと読む)
光スキャナの製造方法および光スキャナ
【課題】溶接によって生じるひずみの影響を低下させつつ、構造体と基台が接触することで生じる振動時の騒音を抑制することができる光スキャナの製造方法、および前記光スキャナを提供する。
【解決手段】ミラー部を有する平板状の構造体と、構造体を支持する基台とが準備される(S1〜S4)。準備された構造体と基台とを重ねた状態で、構造体と基台とが重なる重複領域の複数点においてレーザスポット溶接が行われることで、構造体が基台に固定される(S5)。構造体が基台に固定された後に、固定された構造体と基台との隙間に接着剤が充填される(S6)。隙間に充填された接着剤が硬化されて(S8)、製造工程は終了する。
(もっと読む)
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器
【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
アーク及びレーザーを用いた溶接方法と溶接装置
【課題】被溶接材の間隙のギャップの裕度が大きく、レーザー光の焦点位置をずらすことなく深溶け込み溶接を行える。
【解決手段】アーク及びレーザーによる溶接装置1は、アーク溶接器2とレーザー溶接器3を治具7で接続して走行可能に設けた。アーク溶接時に検知したアーク電流とアーク電圧の波形情報は、制御部の演算手段によって揺動する溶接ワイヤの調芯位置を演算し、アーク溶接器調芯手段によって調芯を行う。この波形情報に基づいてレーザー溶接器3を溶接位置に調芯すると共に焦点調整するレーザー溶接器調芯手段を設けた。アーク溶接の際、開先の底部に溶着金属を生成させる。溶着金属が凝固した後、溶着金属にレーザー光の焦点を合わせて再溶融させ、間隙の部分を深溶け込み溶接する。
(もっと読む)
安全剃刀
【課題】
ひげ剃り接線から内部方向に皮膚の入り込みを抑制できるとともに、刃縁にひげ剃りができない部分を極力へらすことができ、さらに部品点数及び組み付け工数を減らすことができる安全剃刀を提供する。
【解決手段】
安全剃刀10は刃台20に対し複数の刃体支持体30を支持するとともにキャップ部材80を被せ、各刃体支持体30の上部に対し前方へ屈曲された刃体取付片34を設けて、各刃体取付片34の下面に第1剃刀刃40、第2剃刀刃50及び第3剃刀刃60を固定する。刃体支持体30の刃先前方に安全ガード70を配置し、剃刀刃40、50、60の後方にキャップ部材80の後部を配置する。各刃体取付片34の上面に皮膚係合部39を設けて、刃先と皮膚係合部39が安全ガード70上面とキャップ部材80の後部上面を結ぶひげ剃り接線S又はひげ剃り接線Sの近位に位置するように配置する。
(もっと読む)
等速自在継手の外側継手部材の溶接方法および外側継手部材
【課題】溶接部の品質の向上、追加工程や後加工の省略あるいは削減による製造コスト削減、かつ溶接部の確実な検査による安定した品質を有するロングステムタイプの等速自在継手に好適な外側継手部材の溶接方法および外側継手部材を提供することにある。
【解決手段】トルク伝達要素19が係合するトラック溝30を内周に形成したカップ部12と、カップ部12の底部に形成された軸部13とを2つ以上の別部材で構成し、カップ部12を形成するカップ部材12aと軸部13を形成する軸部材13bとを接合してなる等速自在継手10の外側継手部材11の溶接方法において、カップ部材12aと軸部材13bは、その端部72、73、74、75を突合せたとき密閉された中空空洞部47が形成される形状を備えており、中空空洞部47が大気圧以下の状態で、カップ部材12aと軸部材13bの突合せた端部72、73、74、75を溶融溶接することを特徴とする。
(もっと読む)
二次電池用アルミニウム缶体及びその製造方法
【課題】 健全な溶融接合部を安定的に与え得る二次電池用アルミニウム缶体及びその製造方法の提供。
【解決手段】アルミニウム合金板体からなる蓋体及び外装体をレーザ溶接して組み立てた二次電池用アルミニウム缶体及びその製造方法である。少なくとも、質量比で、Siを0.30%以下とした上でBを2〜30ppmの範囲内で含むアルミニウム合金からなる合金板体を用意し、第1の合金板体の側縁端部に沿って第2の合金板体の端面を突き合わせる。第1の合金板体の端面にできる突き合わせ線に沿って連続レーザ溶接する。ここで突き合わせ線を挟んで与えられる溶融接合部の深さDに対する幅Wの比を1.5以上とするようにレーザ溶接条件が制御される。缶体には、0.35mm以上の深さDが与えられる。
(もっと読む)
パラジウム合金細管の製造方法
【課題】 肉厚が30μm〜100μmである2本のパラジウム合金細管から1本のパラジウム合金細管を簡単に製造できる方法を提供する。
【解決手段】 2本のパラジウム合金細管を長さ方向に突合わせ、該突合わせ部をレーザ溶接することにより、1本のパラジウム合金細管を得る。2本のパラジウム合金細管をレーザ溶接する際には、好ましくは、レーザ溶接入熱量は、0.05〜0.5J/パルス、単位溶接線当りに対する溶接入熱量は、0.5〜20J/mmとする。
(もっと読む)
1 - 10 / 1,149
[ Back to top ]