
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
81 - 90 / 1,149
レーザ狭開先多層盛溶接方法と装置
【課題】厚板であって,幅4mm〜6mmの開先を設けた金属製の溶接母材の狭開先多層盛溶接を低出力レーザによって確実に行うことができるレーザ狭開先多層盛溶接方法と装置を提供すること。
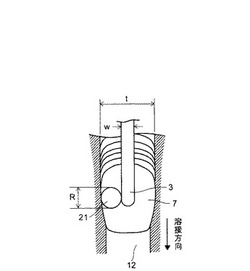
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を狭開先に加工した金属製の溶接母材8に照射するとともに,ホットワイヤ3を母材8の溶融部分の中央に供給して溶融プール7を形成し、ワイヤ3を挟んでそれぞれ同じ側にある開先壁面10又は11と溶融プール7の境界線とワイヤ3の側縁との間とワイヤ3を照射しないように溶融プール7と前方開先底面12との境界線上を通る略U字形の軌跡上をレーザスポット21を往復走査させて溶接をするレーザ狭開先多層盛溶接方法である。
(もっと読む)
レーザ溶接方法

【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】異なる光ファイバーを用いて伝送されたジャストフォーカスでのスポット径が直径0.3mm以上の2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行する先行レーザビームおよび後行する後行レーザビームを被溶接材の上面に垂直な方向から入射角を設けて溶接進行方向に傾斜させて照射するとともに、先行レーザビームの入射角を後行レーザビームの入射角よりも大きくしてレーザ溶接を行なう。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
ホットワイヤレーザ溶接方法と装置
【課題】溶接継ぎ手部の破壊靭性の確保をするために、エレクトロスラグ溶接に比べて大幅に熱入を低減できる20mm程度の極厚鋼板でも接合できる低出力のホットワイヤレーザ溶接方法と装置を提供すること。
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を一対の母材の開先壁面10,11の間にできるギャップにある母材上に照射して該母材8を溶融し、溶接ワイヤ3と母材8間に通電してワイヤ3をホットワイヤとして母材8の溶融部分に供給して溶融した母材8とワイヤ3からなる溶融プール7を形成し、一対の母材8のいずれか一方の開先壁面10と溶融プール7の境界線を通るようにレーザスポット21を移動させ、次いで母材8の他方の開先壁面11と溶融プール7の境界線を通るようにレーザスポット21を移動させる動作を繰り返して母材8同士を溶接することを特徴とするホットワイヤレーザ溶接方法である。
(もっと読む)
レーザ溶接方法
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行するジャストフォーカスでのスポット径の先行レーザビームおよび後行するジャストフォーカスでのスポット径の後行レーザビームを被溶接材の上面に垂直方向に対する入射角を設けて溶接進行方向に傾斜させて照射するとともに、被溶接材の上面での先行レーザビームの照射領域の中心と後行レーザビームの照射領域の中心との距離を所定の範囲内としてレーザ溶接を行なう。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置
【課題】 溶接の可否、溶接の良否を溶接工程中で確実に検出できるレーザ溶接技術を提供する。
【解決手段】 本発明になるレーザ光照射によるレーザ溶接方法は、次の工程を含むことを特徴とするものである。
a)導電性の被溶接物を重ね合わせまたは突き合わせてセットする工程
b)前記工程でセットした被溶接物間の電気抵抗を測定し、予め定められた第1の設定値との差を求め、差が正の値のときは再度セットし直す工程
c)前記工程で差が0または負の値のときはレーザ光を照射してレーザ溶接を行う工程
d)前記工程中、前記被溶接物間の電気抵抗を測定し、予め定められた第2の設定値との差を求め、差が0または負の値になるまでレーザ光を照射する工程
(もっと読む)
容器の溶接方法、及びこれを用いた二次電池の製造方法
【課題】溶接部内における気孔の発生を防止可能な容器の溶接方法、及びこれを用いた二次電池の製造方法を提供する。
【解決手段】開口面を有する収納部11、及び収納部11の開口面を塞ぐ蓋部12からなる容器10を具備する二次電池1の製造工程S1であって、密閉した容器10の内部が外部に対して減圧状態となるように、減圧ポンプ40を用いて、容器10の内部と外部との間に差圧を発生させた状態で、収納部11と蓋部12との接触部分を溶融させ、当該溶融部分が容器10の内部に到達するまで、容器10の側面全周に亘って溶接を行う溶接工程S12を具備する。
(もっと読む)
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
レーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板及びその製造方法
【課題】引張強さが高く、プレス成形性及びレーザ溶接性に優れ、多段絞り−しごき加工を用いて、比較的大型の電池用角型缶に容易に成形することができるレーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板及びその製造方法を提供することを目的とする。
【解決手段】本発明のレーザ溶接性に優れる二次電池大型角型缶用高強度アルミニウム合金板は、被接合部材とレーザ溶接法によって溶接されるものであり、Si:0.01〜0.20質量%、Fe:0.05〜0.50質量%、Cu:0.30〜0.80質量%、Mn:0.90〜1.30質量%、Mg:0.20〜0.80質量%を含有し、残部Alおよび不可避不純物からなり引張強さ及び伸びが所定の範囲に規定されている。このアルミニウム合金板は、例えば電池用角型缶2に成形され、レーザ溶接法によって、その開放部に蓋部材3が溶接されて電池缶1を構成する。
(もっと読む)
電気コネクタ、及び、この電気コネクタを備えたワイヤーハーネス
【課題】ハウジングに保持されているコンタクトを電線に対してレーザ溶接するに際し、ハウジングの炭化を抑制する技術を提供する。
【解決手段】信号線2の内部導体4(電線)に対してレーザ溶接されるコンタクト7と、コンタクト7を保持するハウジング8と、を備えた電気コネクタ3は、以下のように構成される。即ち、コンタクト7は、ハウジング8から突出する突出部10を有する。突出部10は、その突出方向における先端部13と基端部14を有する。コンタクト7は、突出部10の先端部13にレーザ光線Lを照射することで信号線2の内部導体4に対してレーザ溶接されるように構成されている。突出部10の先端部13と基端部14との間には、先端部13で発生した熱が基端部14に伝導するのを阻害する熱伝導阻害部16が形成されている。
(もっと読む)
81 - 90 / 1,149
[ Back to top ]