
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1,141 - 1,149 / 1,149
少なくとも1つの高さにおいて位置調節可能な、板金の下方に設けられた緊張ローラーを有する、異なる厚さの板金を突合わせ溶接するための方法、および装置
【解決手段】 本発明は、板金1、2、有利には、異なる厚さの板金ストリップ、または板金プレートを突合わせ溶接するための方法であって、この方法が、これら板金1、2の上方および下方に、対の状態で、互いに間隔をもって溶接継ぎ目の直ぐ横に設けられた緊張ローラー4、5、10でもって、これら板金1、2の接触ライン、即ち製造されるべき溶接継ぎ目に沿って、レーザー光11または電子ビームと、板金1、2との間の相対的な移動によって行なわれ、その際、これら板金1、2の上方に設けられたこれら緊張ローラー10が、高さ移動可能に及び/またはばね作用を行なうようにこれら板金1、2の上で転動する様式の上記方法に関する。少なくとも溶接継ぎ目の一方の側で、これら板金1、2の下方に設けられた、緊張ローラー4、5が、高さにおいて位置調節される。 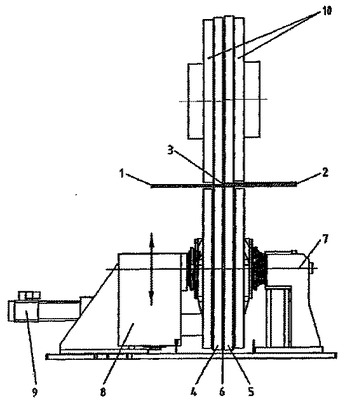 (もっと読む)
(もっと読む)
強固なケーシングの製作法
本発明による強固なケーシング(66)、特に電磁式で作動可能な弁の弁ケーシングの製作法は、以下の方法ステップを用いるという点において優れている。即ち:
a)すぐ隣り合った薄板がそれぞれ異なる磁気特性を有する、少なくとも3枚の相並んだ平らな金属薄板(60,61)を用意し、
b)前記の少なくとも3枚の薄板(60,61)の、すぐ隣り合って位置する境界縁部(65)を、1つの薄板区分(62)を形成するために接合し、
c)該薄板区分(62)をスリーブ形に変形させ、
d)スリーブの長手方向で延在する、対向位置する境界縁部(65′)を、スリーブ素材(64)を形成するために相互に固定し、
e)ケーシング(66)の所望のジオメトリが得られるまで、スリーブ素材(64)に最終加工を施す。
当該ケーシング(66)は、特に混合気圧縮型の外部点火式の内燃機関の燃料噴射装置に設けられた燃料噴射弁において使用するために適している。  (もっと読む)
(もっと読む)
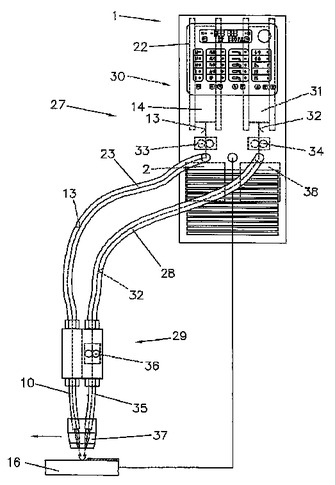
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
本発明は、チューブ群(23,28)により接続可能な溶接トーチユニット(29)を持つ溶接装置(1)を備える溶接ユニット(27)に関する。溶接装置(1)には、少なくとも1つの制御装置(4)と、溶接電源(2)と、任意であるワイヤ供給ユニット(3)とが配置される。溶接トーチユニット(29)は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー(10,35)を備える。さらに本発明は、少なくとも別個の溶接プロセスが組み合わせ可能な溶接方法に関する。本発明によれば、こうした溶接ユニット(27)および溶接方法は、ワークピース(16)への追加の材料および、熱またはエネルギー供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー(10)は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナー(35)は、溶接ロッド(32)の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー(10,35)を用いて実行される溶接プロセスは同期している。
 (もっと読む)
(もっと読む)
排気ガス浄化メタル担体用積層物、排気ガス浄化メタル担体の製造方法、排気ガス浄化メタル担体および排気ガス浄化フィルター
生産性に優れた排ガス浄化メタル担体の製造方法、排気ガス浄化メタル担体および排気ガス浄化装置を提供することを目的とする。金属箔からなる帯状波板2および金属箔からなる帯状平板3を交互に重ねた1対以上の積層物を円筒状に巻き取りながら、円筒状の積層物の外表面から円筒状の積層物の中心方向にレーザー光を照射して、レーザー光の照射された金属箔の箇所を溶解し、帯状平板とその内層にある帯状波板の内2〜数層を接合するかあるいは開口してなる排気ガス浄化メタル担体1の製造方法。 (もっと読む)
銀の鎖の製造
自動鎖製造機を用いて、隣接する端部を持つ連なった鎖の輪を形成することと、レーザー手段を用いて、鎖の輪の隣接した端部を鑞付けもしくは熔接することで鎖の輪を閉じることとを含む、銀の鎖の製造方法。前記ワイヤーは、少なくとも92.5wt%の銀および約0.5〜約3wt%のゲルマニウムを含んでおり、一分間あたりに100〜250個の鎖の輪を作る速度を達成できる。また、本発明は、銀の鎖にも関する。 (もっと読む)
内燃機関の構成部品及びその製造方法
アルミ合金で作られ、内燃機関の運転中に熱的に高負荷を受ける少なくとも一つの領域(2)を含む内燃機関の構成部品(1)が開示されている。熱的に高負荷を受ける前記領域(2)は全体の構成部品(1)に比べて小さく、そして熱的に高負荷を受ける領域(2)が全体の構成部品(1)よりも大きい破断伸びを有するように、全体の構成部品(1)に対して変更された合金組成を備える。 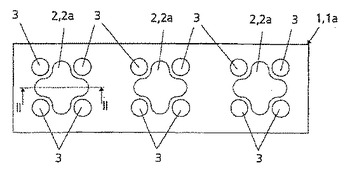 (もっと読む)
(もっと読む)
構造部品を溶接するための方法及び装置
本発明は、好適にはガスタービンの、特に航空機用エンジンの構造部品を溶接するための方法及び装置に関する。本発明に従って、構造部品は、少なくとも一つのレーザー光源、即ち、パルスモードで動作されている一つ又はそれより多くのレーザー光源を用いて、レーザー溶接される。一つ又はそれより多くのレーザー光源のパルス幅及び/又はパルス波形及び/又は出力は可変的に調整される。溶接ワイヤーのワイヤー前進は、一つ又はそれより多くのレーザー光源のパルスに応じて制御される。  (もっと読む)
(もっと読む)
レーザ溶接工程制御システムおよび方法
特に造船および他の産業のための完全に統合された自動レーザ溶接工程制御システム(LWPCS)および構造部品の製作を制御するための方法。LWPCSは、ジョイントおよび溶接品質属性を工程制御変数として規定し、これらの溶接品質変数を、レーザ出力、ワイヤ送り、GMAW電圧およびアクティブなシーム追従などのより伝統的な工程パラメータとともに、閉ループ監視制御システムに統合する。LWPCSはセントラルプロセッサと複数のサブシステムとを含み、サブシステムは、レーザビーム位置決め、視覚的監視および画像処理、アクティブな溶接品質監視および検査、適応ビーム送出、シーム追従を制御する。サブシステム間のクロスコミュニケーションはセントラルプロセッサによって管理される。工程制御に加えて、システムは、溶接工程中に溶接品質属性を抽出し、溶接品質を即時に文書化する。  (もっと読む)
(もっと読む)
部品の加熱方法

本発明は、部品を、その加工に先立って及び/またはその加工中に加熱するための、部品の加熱方法に関する。
本発明によれば、加熱を行うためのエネルギ源として、少なくとも1台のレーザ装置を用いる。
(もっと読む)
1,141 - 1,149 / 1,149
[ Back to top ]