
国際特許分類[B23K26/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 結合,例.溶接 (1,551)
国際特許分類[B23K26/20]の下位に属する分類
スポット溶接 (41)
シーム溶接 (18)
材料の性質を考慮したもの (343)
国際特許分類[B23K26/20]に分類される特許
1,101 - 1,110 / 1,149
板隙補正方法及び板隙補正装置

【課題】 作業性のよいパネル重合部位の板隙補正方法の提供
【解決手段】 板隙補正方法に用いる板隙補正装置1は、インバータ交流制御装置2と、インバータ交流制御装置2の一方の電極をパネルに接続するパネル接続部3と、インバータ交流制御装置2の他方の電極に接続され、板隙を補正するガンタイプ電極4とを備えている。この板隙補正方法は、ガンタイプ電極をパネルの重合部位に沿って押圧させながら移動させていく簡単な作業で板隙を補正することができる。この板隙補正方法は、レーザロウ付けやレーザ溶接などの前工程として行なえば、板隙を詰めることができるので、これらの接合工程において接合不良が発生するのを防止することができる。また、複雑な多面合わせでも板隙補正作業を簡易化することができる。
(もっと読む)
溶接方法

【課題】金属層を金属製の対象物に溶接する方法であって、金属製の対象物と金属層との間に耐久性のある結合が得られ、金属製の対象物とは反対側で金属層の表面の変態がほぼ回避できる方法を提供すること。
【解決手段】金属層を金属製の対象物に溶接する方法であって、結合領域への熱導入が金属製の対象物の、金属層とは反対側から少なくとも部分的に対象物を通して金属層に向かって行なわれる方法において、金属製の対象物の金属層を有する側にて、溶接過程をコントロールするためにピロメータを用いて金属層の温度変化を検出すること。
(もっと読む)
軸受用ボス
【課題】内周側に軸受けが取り付けられる円筒体と外形の異なるパイプ材とを滑らかなビード形状をもった溶接部によって接合して、応力集中を緩和できる軸受け用ボスを提供する。
【解決手段】外径寸法および内径寸法が異なる円筒体12とパイプ材13とを突合せた状態で、両者間に生じる外周側段差部14のうち大径な円筒体のエッジ部12Cにレーザビーム26を照射する。この場合、レーザビームは、円筒体とパイプ材との突合せ部を溶融させるだけでなく、円筒体のエッジ部をも溶融させるので、溶融金属全体の容積を増大させることができる。これにより、各円筒部とパイプ材との間に、アンダフィルがない滑らかな外周側ビード部と、凸状部がない滑らかな内周側ビード部とを備えた溶接部を形成することができ、この溶接部によって円筒体とパイプ材との間を強固に接合することができる。
(もっと読む)
レーザ溶接方法
【課題】 被覆材の蒸発に起因する爆飛などの問題や溶け落ちなどの問題を生じさせないレーザ溶接方法を提供する。
【解決手段】 まず被接合部材1が重合した被溶接位置に対して片側から抵抗溶接電極を押し当ててシリーズ溶接を行ない、被接合部材間の板隙を無くし、被覆材の蒸発に起因する爆飛を抑えて、溶接領域の被覆材を蒸発除去する。次に、レーザ光30をインフォーカス又はデフォーカス状態で照射し、加熱領域をその周囲に徐々に広げていき、周囲の被覆材を蒸発除去させる。次に、レーザ光照射工程で被覆材を蒸発除去した領域の内縁に沿ってレーザ溶接を行なう。
(もっと読む)
取付け、分離、又は表面処理法、特に溶接法を実施する装置
【課題】
作業成果が取付け、分離、又は表面処理法の実施の際に改良され、例えば溶接方法では形成された溶接結合の品質が上昇され、簡単且つ容易に操作できる装置を提供すること。【解決手段】
取付け、分離、又は表面処理法、特に溶接方法を実施する装置は、加工すべき工作物への作用する作業ヘッド(4)を、溶接すべき工作物に溶接エネルギーを与える溶接ヘッドを有する。この発明によると、作業ヘッド(4)の基準位置及び加工すべき、特に溶接すべき工作物又はそれらのいずれか一方に対する作業ヘッド(4)の位置及び位置変更又はそれらのいずれか一方を検出する検知手段は、取付け、分離、又は表面処理法、特に溶接方法の少なくとも一つの特性量が検出された位置及び位置変更又はそれらのいずれか一方に依存して影響できるように設けられている。  (もっと読む)
(もっと読む)
チタン構成部材を有するターボ過給機
【課題】チタン構成部材を有するターボ過給機を提供する。
【解決手段】本発明の開示はターボ過給機を含む。ターボ過給機は、チタンアルミニドを含むタービンと、チタンを含むシャフトとを含む。単一の継手はタービンをシャフトに連結する。
(もっと読む)
特にシート構成要素の溶接構造物
本発明は、第1および第2平面と、少なくとも第2平面上にある溶接継目とを備える構造物、ならびに溶接方法に関する。本発明はさらに、n枚の隣接層(nはn=3である)と1つの表面とで構成される構造物に関する。 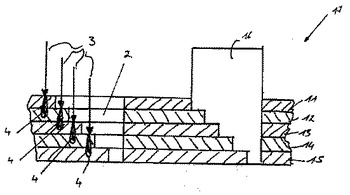 (もっと読む)
(もっと読む)
金属薄板のレーザ突合せ溶接装置及び金属薄板のレーザ突合せ溶接方法
【課題】 各種板厚・強度の金属薄板に対してマッシュローラを交換することなく,最小の圧下力で金属薄板端部に塑性変形を生じさせることができる装置及び方法を提供する。
【解決手段】 レーザにより金属薄板を突合せ溶接する装置であって、レーザトーチの前方で金属薄板への投影面において金属薄板の端面から0〜2mmの位置にマッシュローラを配置し,前記マッシュローラは先端rが4〜8mmで、前記金属薄板の進行方向に対するマッシュローラの回転軸の角度は変更可能であり、金属薄板を介してマッシュローラの反対側に下部ローラを配置することを特徴とする金属薄板のレーザ突合せ溶接装置。
(もっと読む)
レーザ溶接された座席のフレーム及びリクライニング装置
本発明は、座席のフレーム、特に、それぞれ接合面を備える複数の部品からなる自動車の前部座席のフレームに関する。また、本発明は、座席のフレームの製造方法、リクライニング装置、及び、2つの部品を確実に接合する方法に関する。 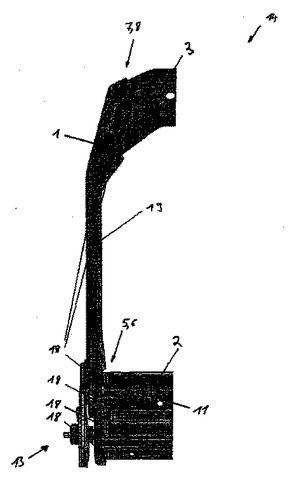 (もっと読む)
(もっと読む)
亜鉛めっき鋼部品の溶接方法
【課題】ガルバニック被覆の蒸発を最低限に抑え、それによって溶接技術の適用を容易にするために、第1と第2の亜鉛めっき金属部品の間に合金化可能材料の層を迅速かつ容易に適用する改善された方法を提供する。
【解決手段】ガルバニック被覆11を施された表面を有する第1の金属部品10を用意するステップと、ある表面を有する第2の金属部品を用意するステップとを備える最初のステップを含む。ある材料12を、第1の金属部品の表面に施されたガルバニック被覆の表面、または第2の金属部品の表面の少なくともいずれかの一部分の上に吹き付ける。第1と第2の金属部品の表面を重ね合わせの関係に配置し、溶接プロセスを実施して第1と第2の金属部品を一体に溶接する。溶接プロセス中、吹き付けられた材料がガルバニック被覆と反応してガルバニック被覆の蒸発を最低限に抑える。
(もっと読む)
1,101 - 1,110 / 1,149
[ Back to top ]